Изобретение относится к машиностроению, в частности к конструкции систем управления прокатнь1м оборудованием.
Целью изобретения являет ся повышение производительности, что достигается путем автоматизации процесса реза полосы на повышенных скоростях с одновременным обеспечением требуемой точности реза.
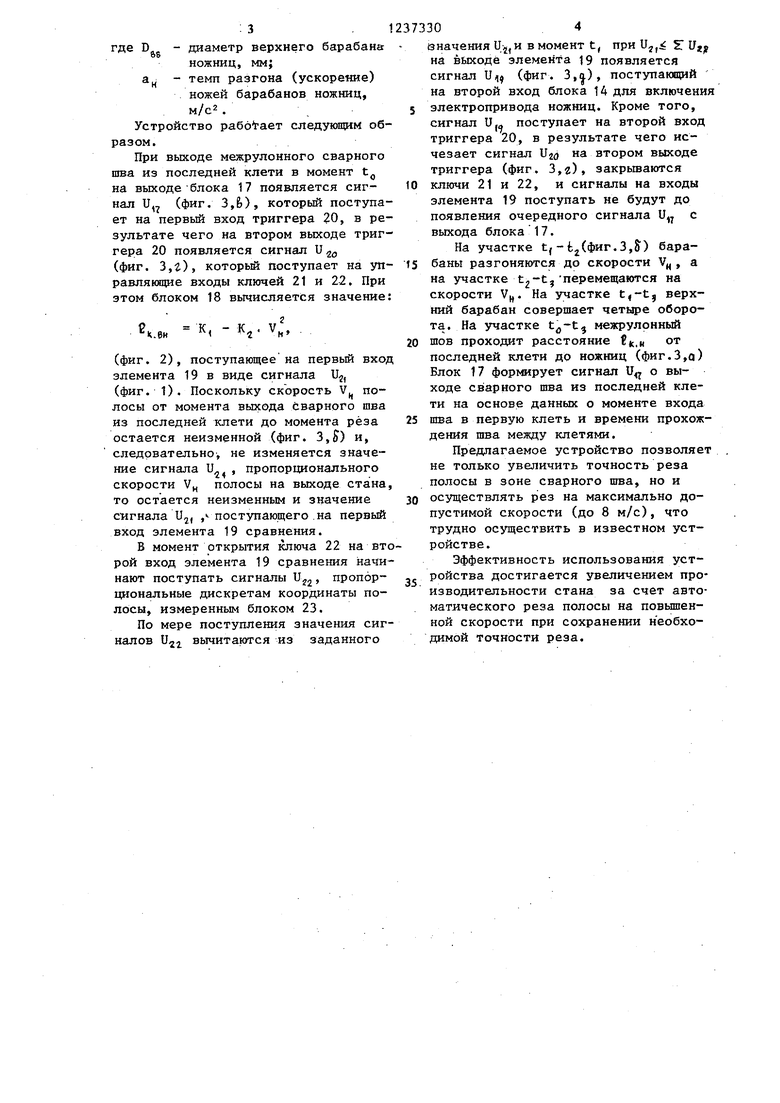
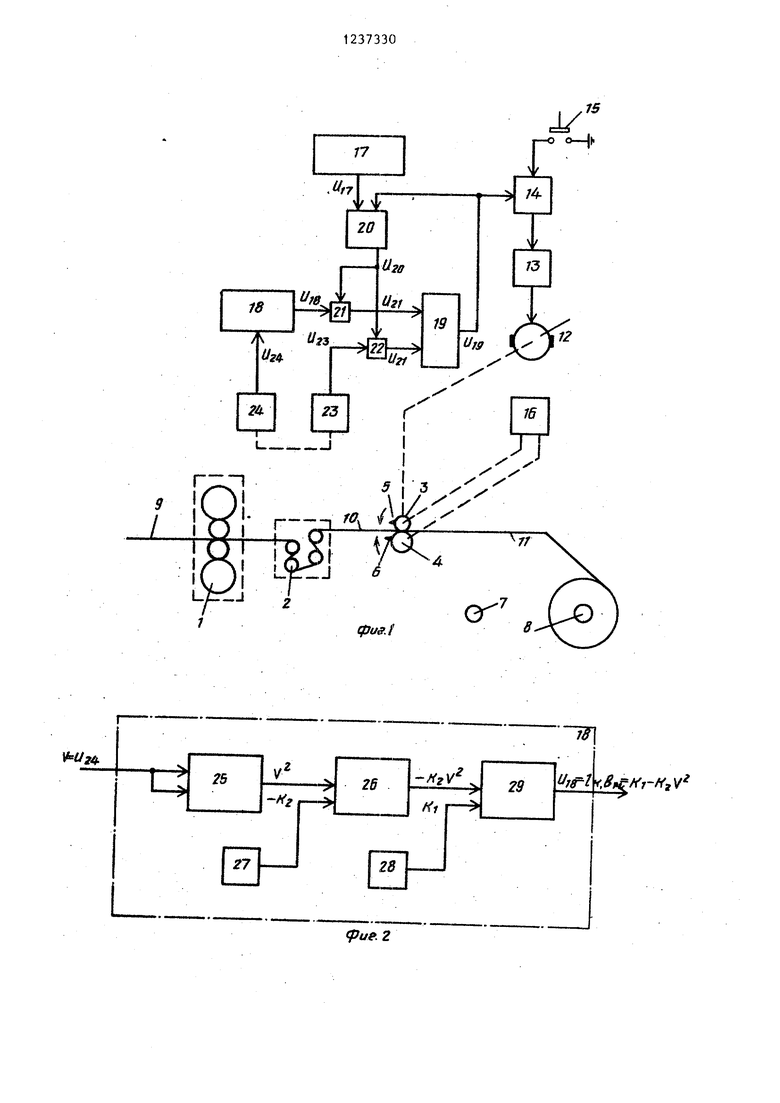
На фиг. 1 приведена функциональная схема устройства,- на фиг. 2 - исполнение блока формирования сигнала включения электропривода летучих ножниц; на фиг. 3 - графики изменения длины и скорости полосы, а также сигналов на выходах триггера
и элемента сравнения.
Устройство вьтолнено применительно к стану бесконечной прокатки,последняя клеть 1 которого и натяжное устройство 2 установлены перед летучими ножницами. Верхний 3 и нижний 4 барабаны ножниц снабжены соответственно ножами 5 и 6. Моталки 7 и 8 установлены после летучих ножниц. Полоса 9, проходящая клеть 1 и натяжное устройство 2, котнтролирует- ся в последнем по длине и скорости. На выходе из натяжного устройства 2 полоса 10 подается в барабаны 3 и 4 ножниц. Полоса 11 с отрезанным меж- рулонным сварным швоМ подается к моталке 8, где сматывается в рулон.
Приводной электродвигатель 12 барабанов ножниц питается от тиристор- ного преобразователя 13, связанного с блоком 14 управления, который коммутируется пусковой кнопкой 15. Оба барабана 3 и 4 ножниц связаны между собой через редкутор 16. В устройство управления входят также блок 17 слежения за сварным швом на участке клетей стана, блок 18 формирования сигнала включения электропривода ножниц, элемент 19 сравнения, триггер 20, ключи 21 и 22, а также блок 23 измерения длины и блок 24 измерения скорости полосы. Блок 18 формирования сигналов включения электропривода ножниц выполнен в виде соединенных последовательно множителей 25 и 26, задатчиков констант 27 и 28, а также сумматора 29.
На фиг. 1-гЗ приняты следующие обозначения:
и, - сигнал с выхода межрулонного сварного шва из последней клети стана;
и
18
и,; - задаваемое значение коор динаты сварного шва отно сительно последней клети для определения момента вьздачи команды на включ ение электропривода летучих ножниц;
- сигнал на включение электропривода летучих нож- ниц;
и, - измеренное значение координаты сварного шва относительно последней клети;
и,2 - измеренное значение ско- 5рости полосы на выходе
стана;
V - скорость полосы за последней клетью;
К,, Kg - константы, используемые 0при формировании задаваемого значения координаты положения межрулонного сварного шва (в задатчи- ках 27 и 28);
5 t - момент выхода сварного шва из последней клети;
t, - момент включения привода ножниц;
tg - момент достижения ножом верхнего барабана ножниц скорости полосы;
tj - момент реза;
- координата сварного шва относительно последней клети стана;
0
к,ей
0
К,Н
5
-расстояние по полосе,
проходимое межрулонным сварным швом от момента выхода шва из последней клети до момента вьщачи команды на включение прИ вода ножниц;
-расстояние по полосе, проходимое межрулонным .сварным швом от последней клети до ножниц;
Ч скорость полосы и ножей барабанов ножниц в момент реза;
15 - расстояние, проходимое
-ножом верхнего барабана; S т расстояние:, проходимое
ножом за четыре оборота .верхнего барабана. Константы К, и Kg определяются следуюищми зависимостями:
5
0
t,
- 47D,
к.н Гв.8 0,5-103 аи - ,
: 3
где - диаметр верхнего барабане
ножниц, мм; а,; - темп разгона (ускорение)
ножей барабанов ножниц, м/с2 .
Устройство рабо гает следующим образом.
При выходе межрулонного сварного шва из последней клети в момент t на выходе блока 17 появляется сигнал и, (фиг, 3,Ь), который поступает на первый вход триггера 20, в результате чего на втором выходе триггера 20 появляется сигнал U (фиг. 3,1}, который поступает на уп- равляюпще входы ключей 21 и 22. При этом блоком 18 вычисляется значение:
е..
ей
К, - К,.
и
(фиг. 2), поступающее на первый вход элемента 19 в виде сигнала U, (фиг. 1). Поскольку скорость V полосы от момента выхода сварного шва из последней клети до момента реза остается неизменной (фиг. 3,) и, следовательно, не изменяется значение сигнала U , пропорционального скорости Уц полосы на выходе стана, то остается неизменным и значение сигнала Uj, , поступающего .на первый вход элемента 19 сравнения.
В момент открытия ключа 22 на второй вход элемента 19 сравнения начинают поступать сигналы пропорциональные дискретам координаты полосы, измеренным блоком 23.
По мере поступления значения сигналов вычитаются из заданного
12373304
значения и в момент t, при U, g Uf на выходе элемента 19 появляется сигнал Vnif (фиг. 3,), поступающий на второй вход блока 14 для включения 5 электропривода ножниц. Кроме того,
сигнал и„ поступает на второй вход триггера 20, в результате чего исчезает сигнал Uji) на втором выходе триггера (фиг. 3,г) закрываются
0 ключи 21 и 22, и сигналы на входы элемента 19 поступать не будут до появления очередного сигнала U, с выхода блока 17.
На участке tf-tJ(фиг.З,S) бараs баны разгоняются до скорости V, а на участке t -tj перемещаются на скорости V. На участке , верхний барабан совершает четыре оборота. На участке межрулрнный
0 шов проходит расстояние к.н от последней клети до ножниц (фиг.3,а) Блок 17 форгдарует сигнал J о выходе CJEJapHoro шва из последней клети на основе данных о моменте входа
5 шва в первую клеть и времени прохождения шва между клетями.
Предлагаемое устройство позволяет не только увеличить точность реза полосы в зоне сварного шва, но и
0 осуществлять рез на максимально допустимой скорости (до 8 м/с), что трудно осуществить в известном устройстве.
Эффективность использования устройства достигается увеличением производительности стана за счет автоматического реза полосы на повышенной скорости при сохранении н еобхо- димой точности реза.
i:j
.J
tfjuff.i
cr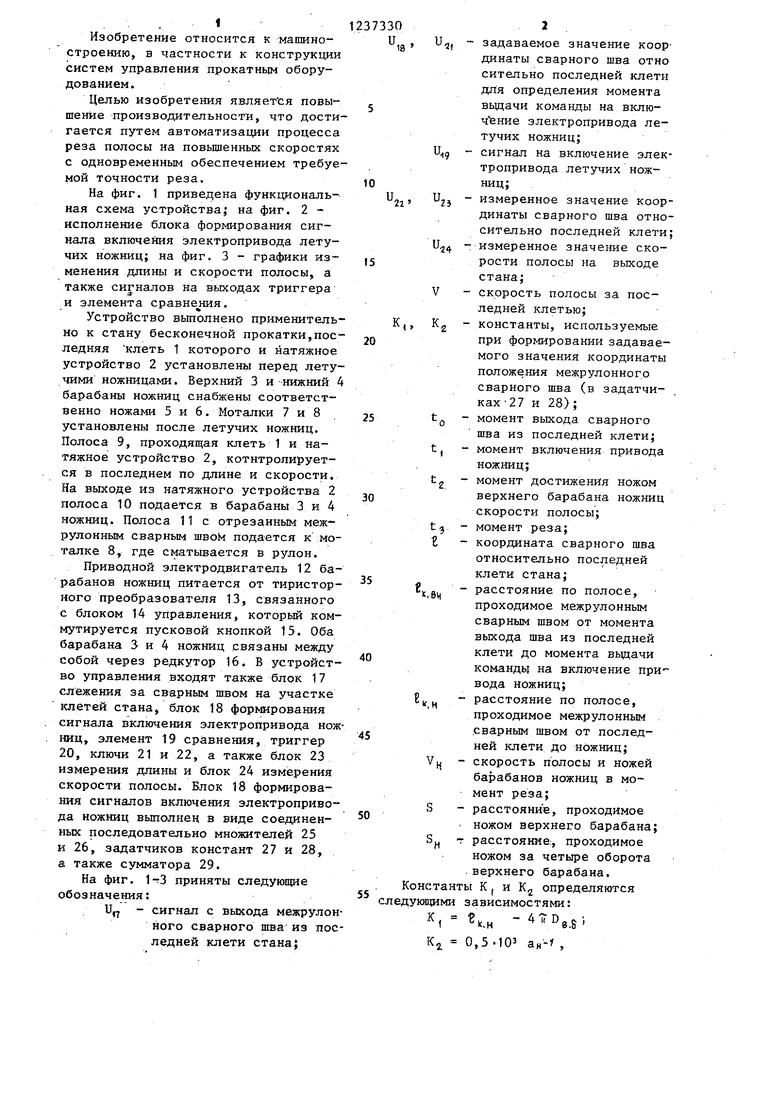
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ СВАРНОГО ШВА ПРИ БЕСКОНЕЧНОЙ ПРОКАТКЕ | 1969 |
|
SU242097A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1984 |
|
SU1220890A2 |
| Устройство для регистрации сварныхшВОВ пРи пРОизВОдСТВЕ ХОлОдНОКАТАНыХлиСТОВ | 1976 |
|
SU845908A2 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Устройство для согласования положения движущейся полосы и вращающихся ножей летучих ножниц | 1984 |
|
SU1217513A1 |
| Устройство управления пневмоприводом рычажного механизма пропуска реза | 1978 |
|
SU969470A1 |
| Система автоматического управления ножницами для обрезания концов проката | 1975 |
|
SU604636A1 |
| Способ управления электроприводом летучих ножниц | 1986 |
|
SU1382603A1 |
| Система управления прокатным станом с порезкой проката на ходу | 1981 |
|
SU1026867A1 |
fpuf. 2
Составитель В.Стоколов Редактор К.Волощук Техред Л..
Зак :з з 229 12 ти р 1;;; ооГ cccf ВНИИПИ Государственного комитета CCLF
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно
-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Трансформатор для ртутных ламп | 1924 |
|
SU1400A1 |
| Рабочие чертежи электроприводов | |||
| Изд-во УГЛИ тяжпромэлектро - проект, Харьков, т | |||
| СПОСОБ МЕТИЗАЦИИ В ОБЛАСТИ ПТИЦЕВОДСТВА | 1926 |
|
SU5101A1 |
