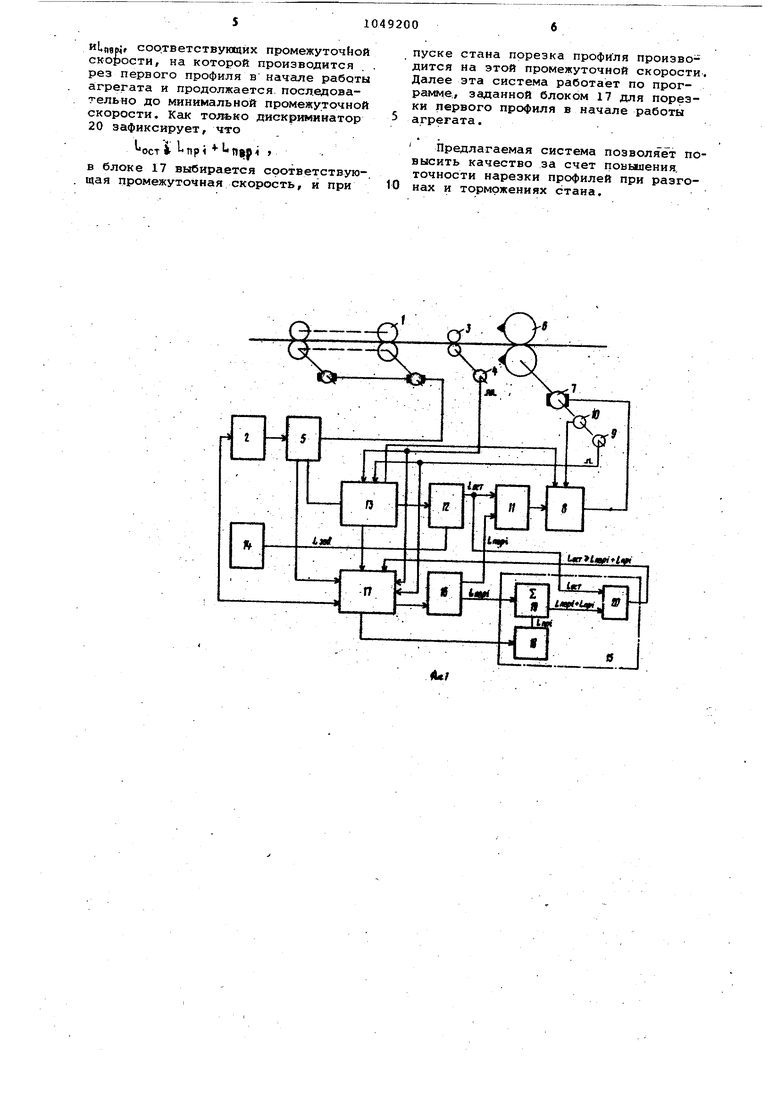
Изобретение относится к автоматизации прокатного производства, в частности к системам автоматизирован ного электропривода механизмов профилегибочного стана. Известно устройство автоматическо го управления стана с порезкой проката на ходу, содержащее задатчик скорости стана, импульсный дат.чик перемещения проката, связанный с. про катом с помощью следящего ролика, блок управления приводом стана, блок управления приводом летучих ножниц, датчик реза, датчик точной остановки летучих ножниц, схему совпадения, измеритель перемещения проката, узел Зсщания величины обгона, профиля и за датчик длины отрезаемых профилей l Известное, устройство не обеспечивает высокой точности порезки профилей в периоды разгона или замедления, стана, поскольку математические зависимости, определяющие алгоритм управления, предполагают строго трапецеидальную форму графика сКо.рости летучих ножниц,а фактически им ют место отклонения от такой формы и за перерегулирования и принудительного разгона ножей в зоне реза, а также из-за того, что оператор изменяет обгон полосы .ножами летучих ножниц в зоне реза в зависимости от. сортамента; профилей и технЪлогического процесса профилирования с целью получения требуемого качества реза, А изменение величины обгона требует изменения передаточных коэффициентов отдельных блоков существующего устройства. Изменение этих коэффици ентов требует длительной настройки и, в связи с этим, остановки стана, что недопустимо для высокопроизводи тельного агрегата. Целью изобретения является повышение качества путем повышения точл ности порезки профилей, С этой целью система управления приводом многоклетьевого профилегибочного ст.ана с порезкой проката на ходу приводящими летучими ножницами, содержащая задатчик скорости стана, связанный с блоком управления приво дом клетей стана, импульсный датчик перемещения проката, связанный со следящим роликом, блок управления при.водом летучих ножниц, связанный с датчиком точной остановки летучих ножниц, датчик реза, эадатчик длины отрезаемых профилей, связанный с вычислителем пути перемещения прока та, схему совпадения/ связанную с блоком управления приводом летучих ножниц, узел задания величины обгона профиля, связывающий блок управления приводом клетей с блоке управления приводом ножниц, снабжена блоком программы разгона и торможения клетей стана, блоком промежуточtbK счетчиков и. узлом- связи между ними, первый, второй, третий, четвертый и пятый входы блока разгона и торможения стана соединены соответственно с датчиком реза, импульсным датчиком перемещения проката, с выходом узла связи, с узлом задания величины обгона профиля и блоком управления приводом клетей стана, а его первый, второй и третий выходы соединены соответственно с задатчиком скорости стана, с первым входом узла . связи, с входом блока промежуточных счетчиков, первый и второй выходы которого соединены соответственно с входом схемы совпадения и с вторым входом узла связи, третий вход которого соединен с вычислителем перемещения проката. Кроме того, узел связи содержит блок задающих регистров, сумматор, дискриминатор, выход которого соединен с выходом узла связи, а первый и второй входы соединены СООТВеТСТ- ;: венно с третьим входом узла связи и с выходом сумматора, первый и второй входы которого соединены соответственно с вторым входом узла связи и с . выходом блока задающих регистров, вход которого соединен с первым входом узла связи. На фиг, 1 представлена функциональная схема предлагаемого устройства; на фиг, графики скоростей полосы и ножей летучих ножниц. Система содержит профилегибочный стан 1, цифровой задатчик 2 скорости. стана, следящий ролик 3 с импульсным датчиком 4 перемещения проката, блок 5 управления приводом клетей стана с цифровым регулятором скорости стана, летучие ножницы б с электроприводом 7, блок 8 управления приводом летучих ножниц, датчик 9 реза, датчик 10 точной установки летучих ножниц в исходном состоянии, схему И совпадения, вычислитель 12 пути перемещения проката, узел 13 задания величины обгона профиля, з.адатчик 14 длины отрезаемых профилей, узел 15 связи, блок 16 промежуточных :;четчиков, блок 17 программы разгона и торможения стана. Первый,второй,третий, четвертый и пятый входы блока 17 соединены соответственно с датчиком 9, с импульсным датчиком 4, с выходом узла 15, с узлом 13, с блоком 5, а первый второй и третий выходы соединены соответственно с задатчиком 2, с nepBtof входом узла 15 и с входом блока 16, Первый и второй выходы блока 16-соединены соответственно с входом схемы 11 совпадения и с вторым входом узла 15, третий вход которого соединен о вычислителем 12. Узел 15 сз.тзи содержит блок 18 задающих регистров, сумматор 19 и дискриминатор20. Вьоход дискриминатора 20 соединен с выходом узла 15, а первый и второй входы соединены с ответственно с третьим входом узла l5 и с выходом сумматора 19. Первый р.второй входы сумматора 19 соедине ны соответственно с вторым входом узла 15 и выходом блока 18, вход ко торого соединен с первым входом узл 15 связи. На фиг. 2 показаны |:рафики изменения скорости полосы А( Б Х. Б Т и ножей летучих ножниц Л Г EI И, Л tj Fj .Ё И 2. в функции времени t при разрезании первых профилей в начале работы агрегата.. Моментам реза по лосы соответствуют точки Д Д . Система работает следующим обра зом. Чтобы обеспечить мерный порез пр филей с высокой точностью при разго нах и замедлениях полосы в начале работы агрегатора и в свя.зи с технологическими остановками, предусмотрена порезка профилей с прекращением разгона или торможения на промежуточных.скоростях. Величины рабочей и всех промежуточных скорое тей полосы набираются в задатчике 2 Использование промежуточных скоростей в зависимости от ускорения полосы, ускорения ножей и;длины профиля в первом и последнем циклах по резки в начале и в конце работы агр гата задается программой, набираемо в блоке 17 (т.е. задается через, какие промежуточные скорости производится разгон агрегата до установившейся скорости и торможение агрегат с установившейся скорости, причем н каждой из этих скоростей выполняетс порез одного профиля). Обгон полосы ножами летучих ножниц задается одинаковым t процентном отношении для всех скоростей полосы с помощью узла 13. Перед началом работы агрегата летучие ножницы включаются для совершения холостных .резов столько раз, сколько скоростей предусмотрен задатчиком 2. Для каждого холостого реза величина скорости задается избирателем блока 17, а блок 5 при этом ВЕЗдает сигнал, частота которого соответствует данной промежуточной скорости агрегата. Для выполнения каждого холостого реза узел 13 .за-., дает разгон летучих ножниц 6 из исходного положения до скорости, соответствующей эталонной частоте с учетом обгона, и точный останов ножей в исходном положении после реза. При каждом холостом резе эталонная частота от задатчика 5 через блок 17 поступает на счетный вход соответствующего счетчика блока 6. Благодаря этому после окончания цикла холостых резов в счетчиках блока 16 записываются пути L pgp , , которые проходит полоса за время от включения летучих ножниц на рез до момента реза на всех промежуточных скоростях и на рабочей скорости ( 1 гг 1,...-, п , .где п -число предусмотренных задатчиком 2 cкopocтeйV, . Пути1пбр соответствь т площадь Л В Т К на фиг. 2. После отрезания переднего некондиционного конца рулона стан переводится в режим автоматического управления и начинает разгон. С моиента реза на вычитающий вход вычислителя 12, в который вводится заданная длинаL5q oтpeзaeмoгo профиля, через узел 13 поступают импульсы от датчика 4. Когда стан достигает промежуточной скорости, заданной блоком 17, он прекращает разгон и далее движется на этой скорости. Когда схема 11 зафиксирует равенство оставмег §ся до реза пути полосы L ост/ отсчи ваемого вычислителем 12, и пути 1(,вр;в соответствующем счетчике блока 16, она дает.команду на разгон летучих ножниц до скорости, характеризуемой частотой импульсов датчика 4. После реза по команде блока 17 стан 1 разгоняется до след.укядей промежуточной скорости, предусмотренной блоком 17. Такие переходы производятся пока стан 1 не выйдет на рабочую скорость. На фиг. 2 показан разгон до рабочей скорости через едну промежуточную. При порезке профилей на рабочей скорости система работает так же, как и на промежуточной. При торможении .агрегата система работает ана-логично режиму разгона.. После технологически.х остановок агрегата требуемая точка реза на полосе может оказаться на яаком рассто- янии от оси летучих ножниц, что стан 1 к моменту реаа не успеет выйти на промежуточную скорость, заданную блоком 17 (LOCT -эад Поэтому при технологических остановках агрегата по сигналу блока 17 на входе сумматора 19 из блоков 16 и 18 последовательно поступают пары чисел, соответствующие величинамЬпзр, , где bfjp, - путь, проходимый полосой при разгоне агрегата от нуля до i -« промежуточной скорости (соответствует площади Ад Б-( М на фиг. 2) . Причем путиЬрр, записаны в соответствующих регистрах блока 18. Сумма величин-Апвр|иЬпр , фиксируемая сумматором 19, в дискриминаторе 20 сравнивается с длинойЬост, которая фиксируется в вычислителе 12 после остановки агрегата. Сравнение начинается с ,
иЦдр, соответствунвдих промежуточной скорости, на которой производится . . рез первого профиля в начале работы агрегата и продолжается- последовательно до минимальной промежуточной скорости. Как только дискрт«1ииатор 20 зафиксирует, что
ост i -«ip
в блоке 17 выбирается соответствую-, щая промежуточная скорость, и при
пуске стана порезка профиля производится на этой промежуточной скорости. Далее эта система работает по программе, заданной блоком 17 для порезки первого профиля в начале работы агрегата..
Предлагаемая система позвол ет повысить качество за счет повышения, точности нарезки профилей при разгонах и торможениях стана.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1984 |
|
SU1220890A2 |
| Устройство управления приводом многоклетевого профилегибочного стана с порезкой проката на ходу | 1984 |
|
SU1178553A2 |
| Система управления прокатным станом с порезкой проката на ходу | 1981 |
|
SU1026867A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Система управления приводом летучих ножниц | 1981 |
|
SU980969A1 |
| Устройство для раскроя сортового проката | 1990 |
|
SU1734996A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1989 |
|
SU1682058A1 |

1. СИСТЕМА УПРАВЛЕНИЯ ПРИВОДОМ МНОГОКЛЕТЬЕВОГО ПРОФИЛЕГИВОЧ ЯОГО СТАНА С ПОРЕЗКОЙ ПРОКАТА НА ХОДУ ПРИВОДНЫМИ ЛЕТУЧИМИ НОЖНИЦАМИ, содержащая задатчик скорости стана; связанный с блоком управления при- водом клетей стана, импульсный дат-.-, чйк перемещения проката, связанный . со следящим роликом, блок управлений приводом летучих нржниД, связанный ;с датчикомточнойостановки летучих ножниц,датчик реза,эадатчик длины отрезаемых профилей,связанный с вычислителем пути перемещения проката сх&лу совпадения,связанную с блоком управления приводом летучих ножниц, узел задания величины обгона профиля связывающий блок управления приводе клетей с блоксял-управления приводе ; ножниц,о т л и ч а ю щ а я с я тем, что, с целью повышения качества путем повышения точности порёэкй профилей, она снабжена блоком программы разгона и. уорможения клетей стана,блоком промежуточных счетчиков и узлом связи между ним. ми, первый, второй, третий, четвертый и пятый входы блока разгона и торможения стана соединены соответственно с датч,иком реза, импульсным датчике перемещения проката, с выходом узла связи, с узлом задания величины обгона профиля и блоком управления приводом кдетей стана, а его первый, второй и третий выходы соединены соответственно с задатчи«ом скорости стана, с первым входом узла связи,, с «входом блока промежуточных счетчиков, первый и второй выходы которого соединены cooTiaeT(Л ственно с входом схемы совпадения и с вторым входом узла связи, третий с вход которого соединен с вычислителем перемещения проката. 2. Система по п. 1, о тл и, ч аю щ а я с я тем, что узел связи содержит блок з-адакйцих регистров, сумматор и дискриминатор, выходкоторого соединен с выходом узла связи, а первый и второй входы соединены соответственно с третьим входом узла связи и сгвьжодом сSMMatopa,первый и второй входы.которого соединены соответственно с вторым входсяи узла связи и с выходом блока задающих регистров,вход которого соединен с пер, вым входом узла связи.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство автоматического управления стана с порезкой проката на ходу | 1973 |
|
SU617188A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
