1
Изобретение относится к обработке металлов резанием и касается способов обработки зубьев цилиндрических шевронньш колес.
Цель изобретения - повышение производительности обработки зубьев шевронного колеса за счет исключения переналадки станка для обработки зубьев противоположного направления.
На фиг.1 схематически показано положение инструмента и обрабатываемого колеса; на фиг.2 - графическая схема перемещений инструмента.
Инструмент 1 совершает возвратно- поступательное движение под углом к оси О, О, колеса 2 по стрелке В и перемещается параллельно торцовой плоскости колеса и плоскости возвратно-поступательногр движения инструмента по стрелке Е . Заготовка 2 вращается по стрелке А вокруг оси ОI - О, . При достижении инструментом вершины шеврона в точке М скорость рабочего хода инструмента изменяют таким образом, чтобы у нижнего торца колеса боковые режущие кромки Q зуба инструмента располагались касательно профилю торцового сечения зуба колеса. Указанное условие выражается зависимостью
. sin ( + ft}
V- sln IT- р7 в
где Vg, - скорость рабочего хода инструмента при обработке первой ветви шеврона; 6 - угол между направлением рабочего хода инструмент и Осью вращения колеса; р - угол наклона зуба колеса Поскольку в процессе обработки инструмент воспроизводит поверхност зуба шевронной рейки, зацепляющейся с обрабатываемым колесом, то при перемещении инструмента из точки М в точку D со скоростью Vg, вершина
10
208932
шеврона должна пройти со скоростью V путь., равный отрезку MD (фиг.1)
LD5 n LDcosetq 3 c,i 53I U)
или Уд Vg (sin + cos tg|3 ).
Продолжая движение со скоростью Vgj, инструмент придет в точку N, а точка N на зубе рейки пройдет путь, равный отрезку NP
kN KP-NP DKsin -DlCco5et( (2) или Уд У02 (sin 6 - cos 6tg /3 ) ,
15 Подставив значение Уд из формулы (1) в формулу (2), получим
Vg einE+coset pj Vg leine-coset p))
откуда 20
V iB (+ ) V
В2 sin 1 -/з7 8 После каждого рабочего хода инструмента его отводят от заготовки в
25 радиальном направлении (по стрелке G) и возв.ращают в исходное положение, после чего совершают последующий рабочий ход. Обработку заканчивают, когда инструмент переместится
,д по стрелке Б на величину, при которой его боковые режущие кромки окажутся за пределами активного участка линии зацепления исходной рейки инструмента с обрабатываемым колесом.
Изменение величины скорости рабочего хода инструмента при обработке второй ветви шевронного зуба с противоположным первой ветви направлением зуба позволяет за один рабочий ход инструмента обработать всю длину шевронного зуба.
Таким образом, процесс обработки осуществляют непрерывно и не требуется переналадок станка за время об40
45
работки одного колеса.
-3
(риг. 2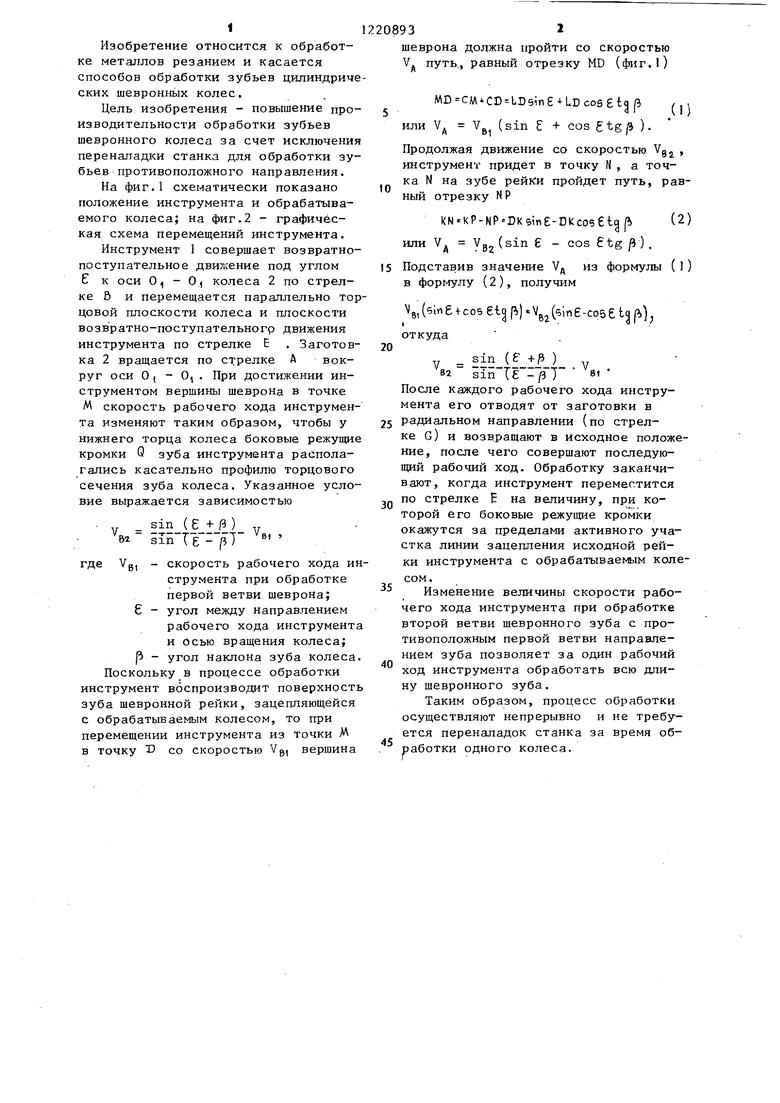
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубьев цилиндрического колеса | 1985 |
|
SU1320024A1 |
| Способ шлифования эвольвентных профилей цилиндрических зубчатых колес и станок для его осуществления | 1985 |
|
SU1574163A3 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2070487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Способ изготовления поверхности зеркальной антенны | 1990 |
|
SU1774408A1 |
| Способ чистовой обработки цилиндрических зубчатых колес | 1987 |
|
SU1484492A1 |
| Способ зубообработки глобоидных червяков | 1980 |
|
SU931333A1 |
| Способ изготовления зубчатых колес | 1987 |
|
SU1662775A1 |

| Вибрационная флотационная машина | 1978 |
|
SU856566A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
