Изобретение относится к правке углов на металлической связке с комбинацией механического и электрического воздействия на обрабатываемую поверхность с помощью щеточного эле рода-инструмента.
Целью изобретения является получение более острой кромки вершины круга за счет одновременного снятия припуска с обеих поверхностей угло- вого профиля.
При последовательной правке каждой поверхности углового профиля круга с использованием механическог и электрического воздействия с помо- щью щеточных электродов .происходит скругление кромки за счет концентрации на последней электрического поля.
Во избежание указанного явления снимают припуск с обеих поверхносте одновременно, для чего правку осуществляют двумя одновременно работающими щеточными электродами,оси KOTO
рых предварительно смещают относитель-25 ся минимальный износ электродов и но друг друга по высоте для предотвращения взаимодействия щеток друг с другом.
На фиг. 1 и 2 показана схема реализации способа комбинированной прав- 30 ки кругов углового профиля на металлической связке (вид спереди и вид сверху).
Абразивный инстрзтаент 1 формы А2П на электропроводной связке, установленный на шпинделе 2 шлифовального станка в условиях взаимного переме- щения, взаимодействует одновременно с двумя, жестко связанными между собой, щеточными электродами тарельча- Q той формы 3, оси вращения которых располагают под углом друг к другу
35
максимальная производительность пр ки. В зону правки подается жидкост например вода, через сопло 11.
При правке механизмами продольн и поперечной подач рабочие поверхн ти щеточных электродов и алмазного круга совмещают таким образом, что зазор между ними был одинаков. Вел чина зазора легко регулируется по интенсивности искры, после чего из менением величины межэлектродного зора устанавливают требуемое значе ние тока, считываемого по ампермет Процесс правки продолжают определе ное время в зависимости от характе ристики абразивного круга.
SI смещают в разные стороны по высоте относительно оси вращения абразивного круга. На станке имеются механизмы продольного 4 и поперечного 5 перемещения стола, на котором монтирую устройство для правки, состоящее из основания 6 с закрепленными на нем через изолирующую пластину 7 опорами 8 с электродвигателями 9. На валах электродвигателей через изолирующие втулки крепятся щеточные электроды 10 с диаметром проволоки 0,1-0,2 мм. В процессе правки электродам сообщают поступательное перемещение в радиальном направлении по отношению к кругу, вращающемуся с рабочей скоростью 30-35 м/с, в результате чего электроды, вращающиеся приблизительно с той же линейной скоростью, попутно по отношению к направлению вращения круга контактируют с его рабочей поверхностью. Необходимо, чтобы векторы скорости были приблизительно одинаковы, этим обеспечивается минимальный износ электродов и
максимальная производительность правки. В зону правки подается жидкость, например вода, через сопло 11.
При правке механизмами продольной и поперечной подач рабочие поверхности щеточных электродов и алмазного круга совмещают таким образом, чтобы зазор между ними был одинаков. Величина зазора легко регулируется по интенсивности искры, после чего изменением величины межэлектродного зазора устанавливают требуемое значение тока, считываемого по амперметру. Процесс правки продолжают определенное время в зависимости от характеристики абразивного круга.
фм«.2
ВНИИПИ Тираж 1001
Заказ 1527/17 Подписное
Филиал ПИП Патент, г.Ужгород, ул.Проектная, 4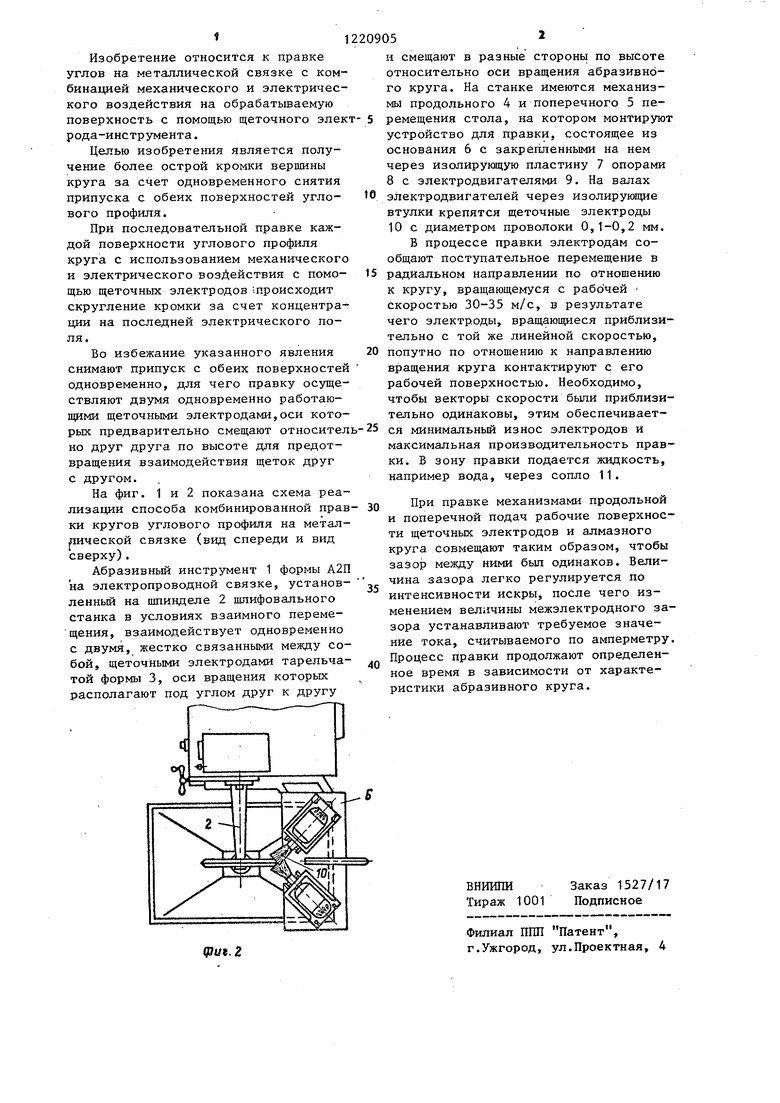
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ НА МЕТАЛЛИЧЕСКИХ СВЯЗКАХ | 1990 |
|
RU2014183C1 |
| Станок для электроабразивной правки алмазных кругов | 1988 |
|
SU1526937A1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| Способ алмазно-электрохимического шлифования | 1980 |
|
SU1000207A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |

| Способ анодно-механической правки абразивного инструмента | 1976 |
|
SU621523A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
