/J
(Л
СП
го
с
CD СО
Изобретение относится к области комбинированных методов обработки, сочетающих электрическое и механическое воздействие на заготовку и, в частности, к области электроабразивной нравки крупноразмерных алмазных кругов на металлической связке.
Целью изобретения является рас1иирение технологических возможностей правки и профилирования крупноразмерных алмазных кругов и повышение производительности правки.
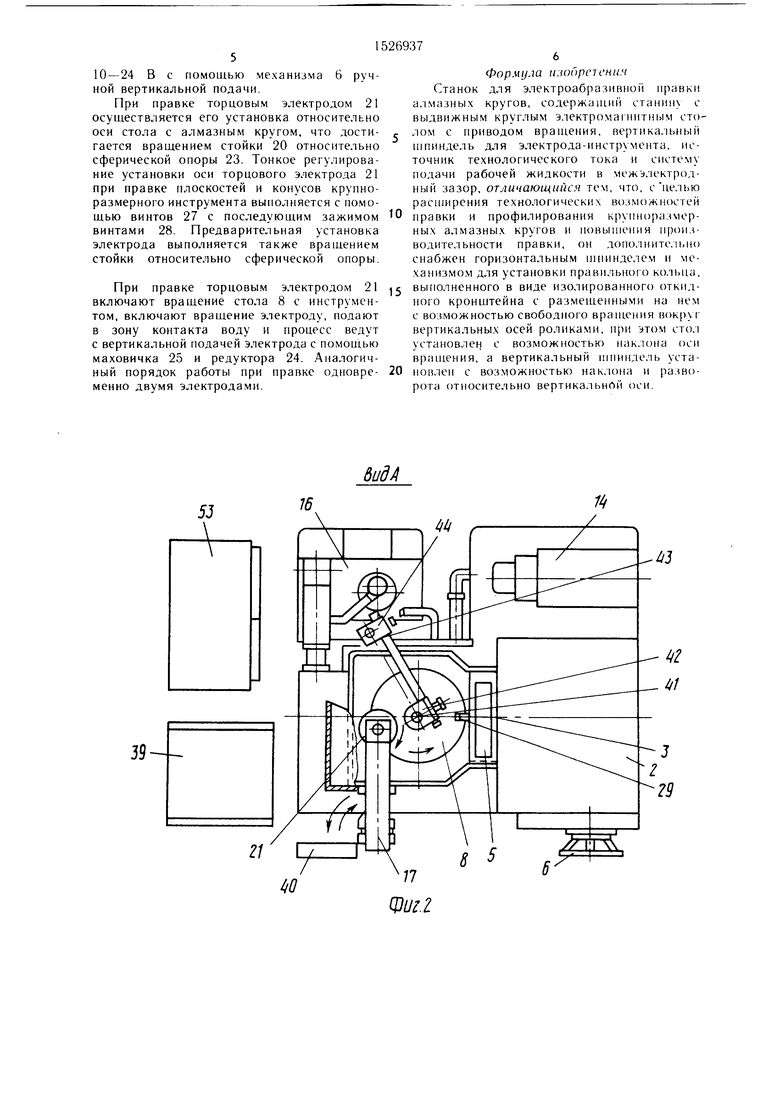
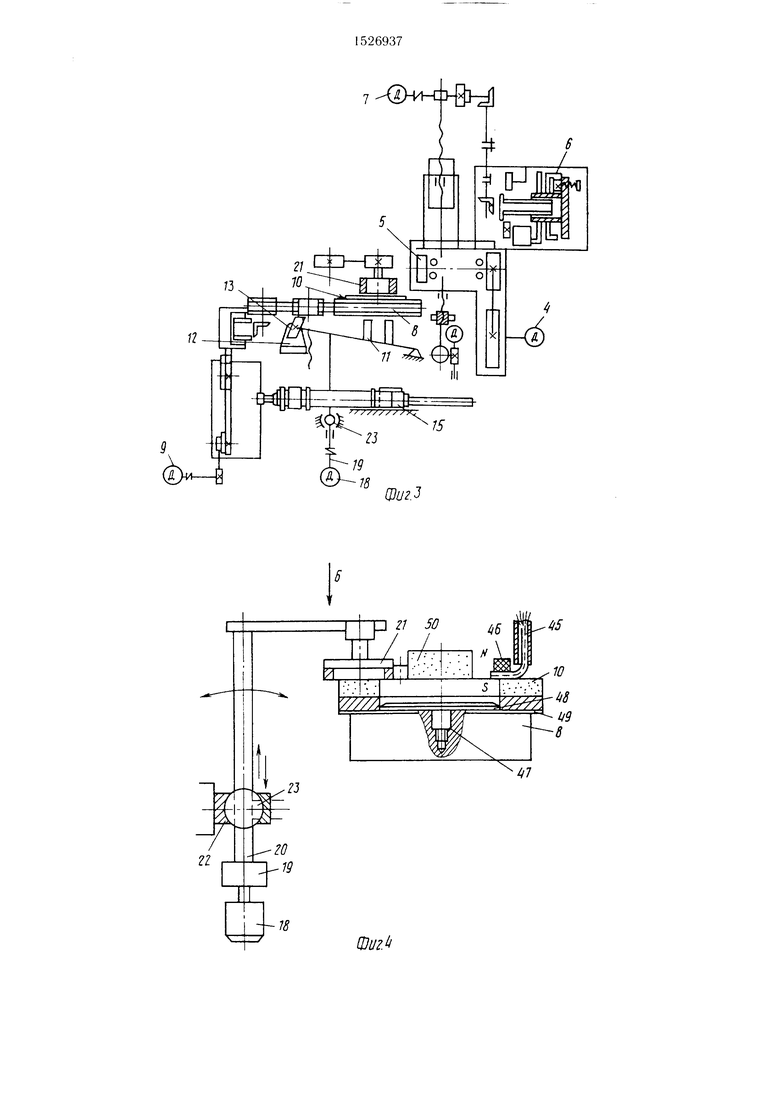
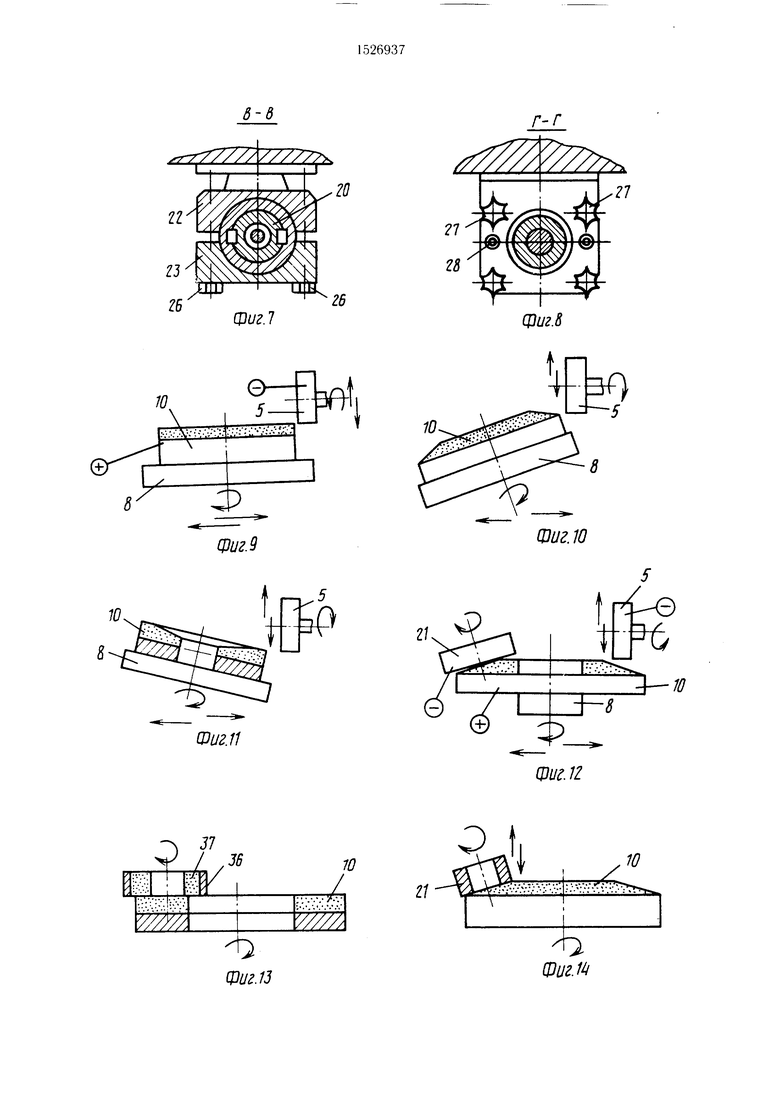
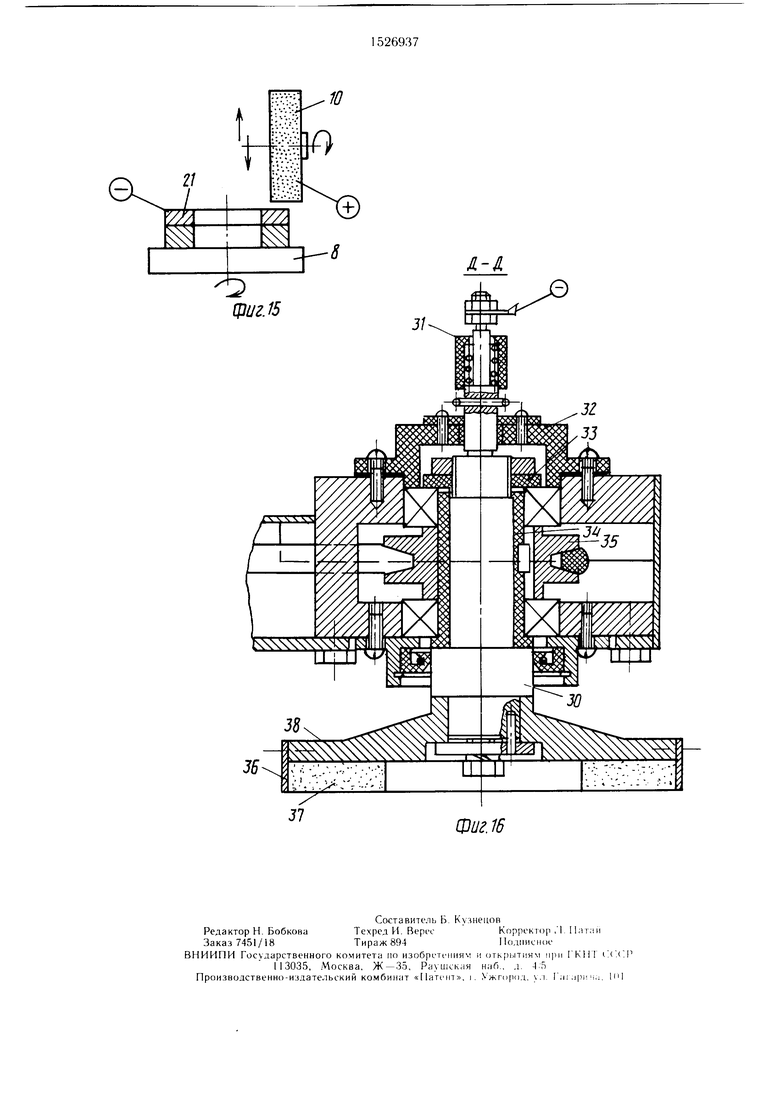
На фиг. 1 представлен станок, общий вид; па фиг. 2 - вид А на фиг. 1; на фиг. 3 -- кинематическая схема станка; на фиг. 4 - вертикальный ищиндель и правильное кольцо; на фиг. 5 - вид Б на фиг. 4; па фиг. 6 - сферическая опора вертикального П1пинделя; на фиг. 7 - разрез В В на фиг. 6; на фиг. 8 - разрез - Г на фиг. 6; на фиг. 9--15 - возможные схемы правки кругов; на фиг. 16 - разрез Д--Д на фиг. 6.
На станине 1 станка размещена 1нлифо- вальная бабка 2 с горизонтальным шпинделем 3 и двигателем 4 привода для вращения электрода 5 или абразивного круга. На илифовальной бабке имеется механизм 6 ручно|-о и механическог о вертикального перемещения шпинделя от двигателя 7.
Круглый вращающийся электромагнитный сто.,1 8 имеет привод от двигателя 9 с регулируемым числом оборотов. Профилируемый алмазный круг 10 устанавливается на столе 8 либо на пиинделе 3 станка, ( тол 8 установлен в люльке 11, закрен- .ленной на по.туосях 12 каретки 13 для обеспечения правки конических поверхностей алмазных кругов. Для обеспечения возвратно- поступательного движения стола предусмотрена гндростанпия 14 и гидроцилиндр 15.
Для нодачи охлаждающей жидкости (межэлектродной среды) предусмотрен бак 16 ох.таждения с насосом и сепаратором.
Для электроэрозионной нравки торцовым электродом предусмотрен вертикальный ппинде.чь 17 с электродвигателем 18, редуктором 19 и стойкой 20 для передачи вращения электроду 21. Стойка 20 крепится на кронщтейне 22 с разъемной сферической опорой 23. Для вертикальных перемещений электрода 21 предусмотрен редуктор 24 с маховичком 25 ручного нереме- щения. Редуктор 24 жестко соединен с кронштейном 22.
Для установки электрода 21 относительно поверхности профилируемого круга разъ- емпая часть сферической опоры 23 крепится на винтах 26 и регулировкой и закреплением с помощью винтов 27 и 28.
Токоподвод к электроду 5 осуществлен посредством медно-графитового стержня 29, а к торцовому электроду 21 напряжение подается через вал 30 (фиг. 16), выполненный из материала с малым электричес0
0
5
0
5
0
5
0
5
КИМ сопротивлением. Вал 30 закреплен на подшипниках качения и изолирован от корпуса втулка.ми 31-34. Вращение на торцовый электрод 21 передается через шкив 35 от электродвигателя 18. Торцовый электрод 21 представляет из себя медное кольцо 36 и абразивное кольцо 37, жестко соединенное с планщайбой 38 электрода.
Для осуществления электроэрозионного процесса правки на станке предусмотрен источник 39 постоянного тока с пультом управления, а также автономный пульт 40 управления при работе торцовым электродом 21. Токоподвод к алмазному кругу 10, который подвергается правке, осуществлен с помощью медно-графитового контакта 41, закрепленного в держателе 42 на кронштейне 43, который закреплен с возможностью перемещения и фиксации на валу 44, т. е. имеет пять степеней свободы перемещения, как и торцовый электрод со своим механизмом перемещений.
Токоподвод к алмазному кругу 10 (фиг. 5) может быть выполнен в виде контакта силового кабеля 45 с поверхностью алмазного круга 10 с прижимом с помощью постоянного магнита 46. Это применимо в том случае, когда корпус алмазного круга выполнен из ферромагнитного материала либо фи правке тонких отрезных кругов.
Для центрирования алмазного круга 10 при правке в центре электромагнитного стола 8 выполнено посадочное отверстие 47 с резьбовым креплением фиксатора 48, который вынолнен по размеру посадочного отверстия алмазного круга 10. Между алмазным кругом и зеркалом электро.магнит- ного стола имеется изолирующая прокладка 49, при этом фиксатор 48 выполнен так же с изоляцией или из диэлектрического материала.
Для ускорения процесса правки крупногабаритных кругов на профилируемый круг укладывают правильное кольцо 50, удерживаемое роликами 51 на кронштейне 52. Правильное кольцо 50 выполняют из абразивного неэлектропроводного или электропроводного круга, но изолированного от корпуса станка. Станок имеет шкаф 53 с автоматикой и электрооборудованием.
Станок работает следующим образом. Носле укладки профилируемого алмазно- круга 10 на зеркало электромагнитно- стола 8 через изолирующую прокладку с центрированием по отверстию 47 подводят технологический ток, устанавливают правильное кольцо. Далее включают вращение стола, вращение щпинделя 3 с цилиндрическим электродом 5, подают межэлектродную жидкость и выполняют правку по любой из схем (фиг. 9-15). Правка вы.- полпяется при напряжении источника тока
го го 49
10-24 В с помощью механизма 6 ручной вертнкальной подачи.
При правке торцовым электродом 21 осуществляется его установка относительно оси стола с алмазным кругом, что дости- гается вращением стойки 20 относительно сферической опоры 23. Тонкое регулирование установки оси торцового электрода 21 при правке плоскостей и конусов крупноразмерного инструмента выполняется с помощью винтов 27 с последующим зажимом винтами 28. Предварительная установка электрода выполняется также вращением стойки относительно сферической опоры.
При правке торцовым электродом 21 включают вращение стола 8 с инструментом, включают вращение электроду, подают в зону контакта воду и процесс ведут с вертикальной подачей электрода с помощью маховичка 25 и редуктора 24. Аналогичный порядок работы при правке одновре- менно двумя электродами.
Формула пзоорсп ния Станок для электроабразивно алмазных кругов, содержащий с выдвижным круглым электромаг тным столом с приводом вра цения, ерт кальны |
П НДеЛЬ ДЛЯ ЭЛеКТрОДа- НСТру МСНТа, Сточн К технологического тока и с стему подачи рабочей жидкости в межэлектродный зазор, отличающийся тем, что, с 1елью рас1 ирения технологическ х oзм()жнocтeй правки и профилирования )раз ерНЫХ алмазных кругов и ВОДИТеЛЬНОСТИ правки, он ДОПО,.)
снабжен горизонтальным 1 инделем и ме- ханизмо.м для установки прав льного ко., вы1 олненного в виде изолированного ого кронщтейна с размещенными на нем с возможностью свободного вра,ения вокруг вертикальных осей роликами, при этом стол установлен с возможностью акл()а ос вращения, а вертикальный 1П И 1дель уста- 0нле с возможностью наклона разворота относительно вертика. CXMI.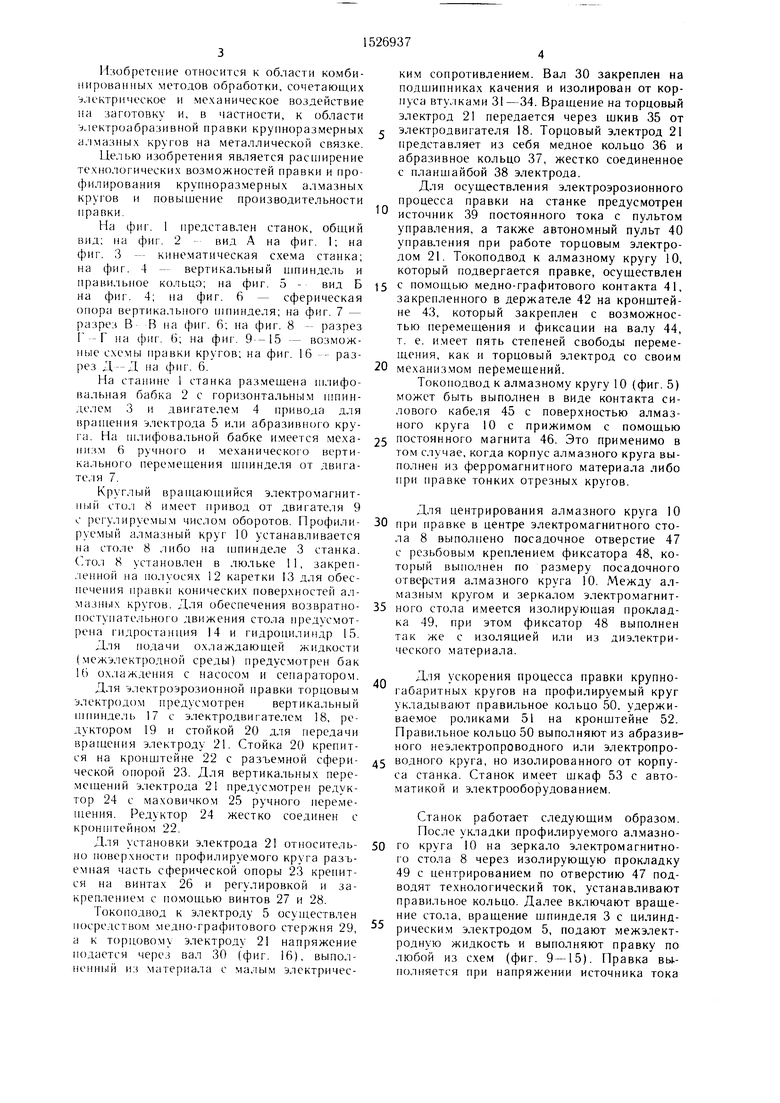
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионного профилирования алмазных кругов | 1982 |
|
SU1127732A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 2005 |
|
RU2305026C2 |
| Шлифовальный станок | 1983 |
|
SU1114525A1 |
| Устройство для очистки круглого электромагнитного стола | 1986 |
|
SU1349955A1 |
| Станок для притирки плоских поверхностей деталей | 1987 |
|
SU1530420A1 |
| Станок для обработки неметаллических материалов алмазным инструментом | 1981 |
|
SU973377A1 |
| Устройство для правки многониточных шлифовальных кругов | 1987 |
|
SU1785883A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Устройство для электрообработки | 1987 |
|
SU1523271A1 |
Изобретение относится к машиностроению, в частности к комбинированным методам электроабразивной правки крупноразмерных алмазных кругов на металлической связке. Цель изобретения - расширение технологических возможностей правки и повышение ее производительности. Станок содержит станину 1 с выдвижным круглым электромагнитным столом 8, связанным с приводом вращения, вертикальный шпиндель для электрода-инструмента, источник постоянного тока 39 и систему подачи рабочей жидкости в межэлектродный зазор. Станок снабжен горизонтальным шпинделем 3 и механизмом для установки правильного кольца, выполненного в виде изолированного откидного кронштейна с размещенными на нем двумя роликами. Стол 8 установлен с возможностью наклона оси вращения, а вертикальный шпиндель с возможностью наклона и разворота относительно вертикальной оси. 16 ил.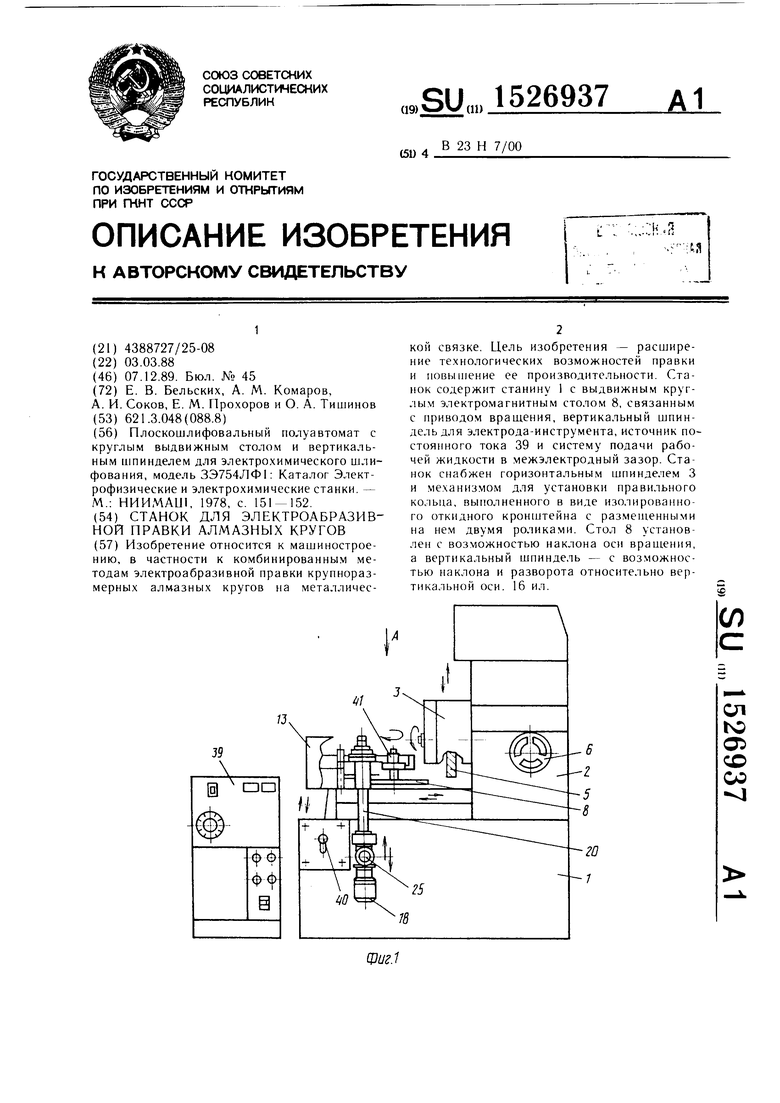
0
29
/3
12
Фи2.
5
WU2.
Вид 6
50
10
6
s-в
26
фиг.7
ст.
Т
8
7
фиг. 9
Шиг.П
.
.36
го
Г-Г
фиг.8
10
Фиг. Ю
21
X
W
Фиг.1
t
10
Z/
8
Щиг.15
JH-l
Фиг. 16
| Плоскошлифовальный полуавтомат с круглым выдвижным столом и вертикальным шпинделем для электрохимического шлифования, модель ЗЭ754ЛФ1: Каталог Электрофизические и электрохимические станки | |||
| - М.: HHHMAUI, 1978, с | |||
| Двухколейная подвесная дорога | 1919 |
|
SU151A1 |
