Изобретение относится к судостроению, а именно к технологической оснастке для изготовления секций корпуса судна.
Целью изобретения является уменьшение трудоемкости сборки и правки секции.
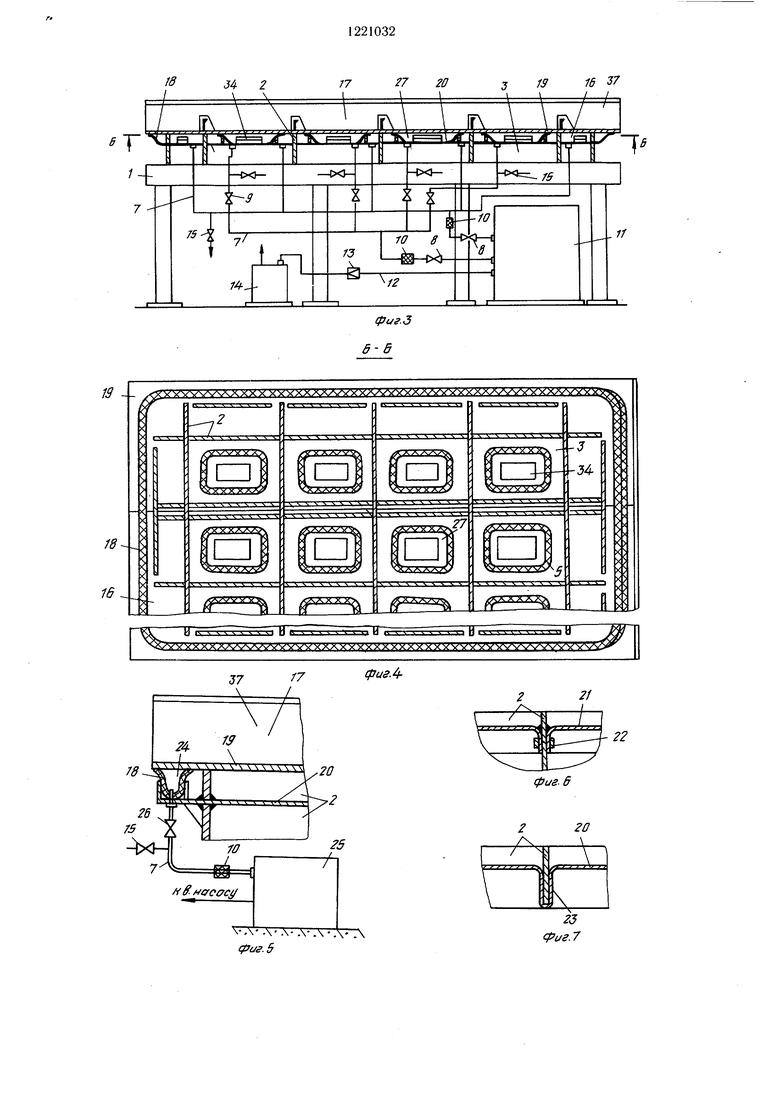
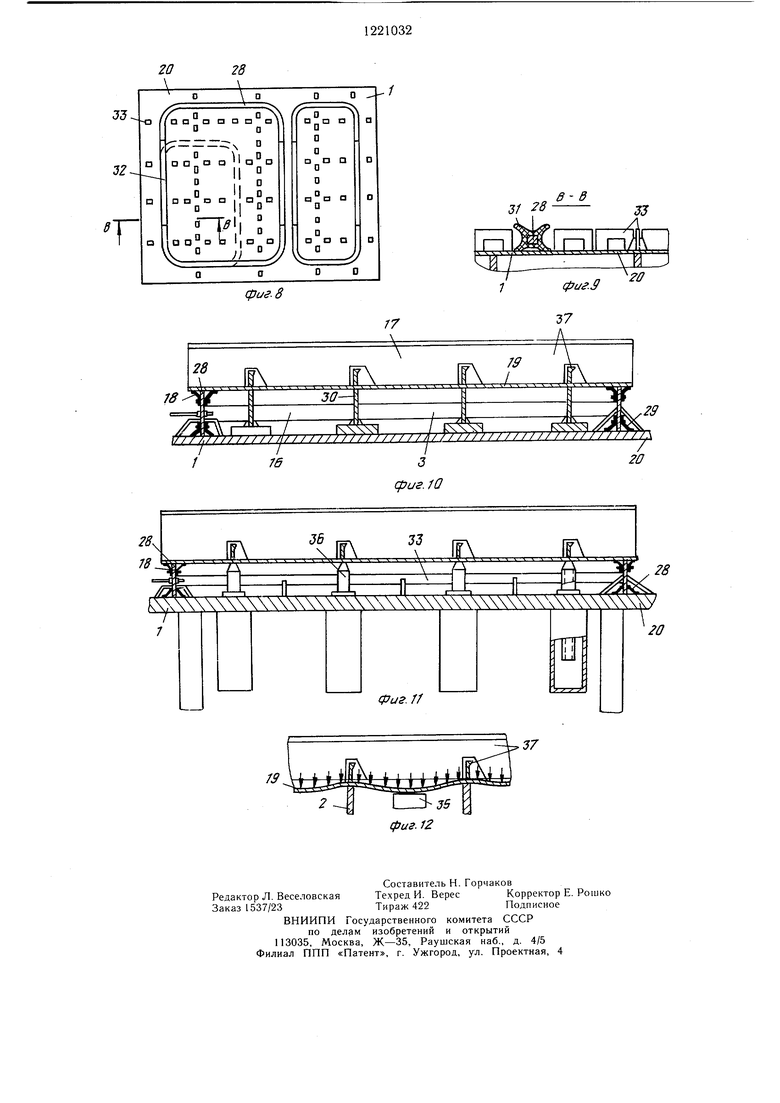
На фиг. 1 изображена схема постели для сборки секций корпуса судна; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема постели, вариант исполнения; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - V-об- разные уплотнительные лепестки; на фиг. б - болтовое соединение пластин днища с лекалами; на фиг. 7 - днище камеры с вы- штамповками для установки лекал; на фиг. 8 - универсальная постель для сборки плоских секций с гибкими съемными стенками; на фиг. 9 - разрез В-В на фиг. 8; на фиг. 10 - универсальная постель со съемными лекалами и съемными боковыми стенками; на фиг. 11 - то же, с выдвижными стойками; на фиг. 12 - обшивка секции, упругодеформированная под действием атмосферного давления.
Постель для сборки секций корпуса судна содержит основание 1 с лекалами 2. На основании в межлекальных ячейках 3 установлены фиксируюш,ие приспособления в виде вакуумных захватных камер 4 с уплот- нительными лепестками 5, закрепленными на днищах 6. Вакуумные захватные камеры 4 соединены через трубопроводы и установленные на них вентили 8 и 9 и фильтр 10 с реверсивером 11, который соединен через трубопровод 12 и обратный клапан 13 с вакуум-насосом 14.
Наиболее эффективно в данном случае применение эжекторного вакуум-насоса, работающего от цеховой воздушной сети (не показан). На трубопроводе 7 установлен клапан 15 впуска воздуха в камеры 4.
По второму варианту выполнения постели для сборки секций корпуса судна последняя снабжена вакуумной захватной камерой 16, повторяющей в плане форму собираемой секции 17, причем ее уплотнительные лепестки 18 контактируют с обшивкой 19 секции 17 по ее периметру, а верхняя часть лекал 2 помещена в полость вакуумной захватной камеры 16, для чего днище 20 камеры 16 выполнено из отдельных пластин 21, установленных в межлекальных ячейках 3 и соединенных с лекалами 2 с помощью сварки (фиг. 3) или герметизированного болтового соединения 22 (фиг.6). В другом случае днище 20 может быть выполнено с выштамповками 23, куда вставляются лекала 2 (фиг. 7).
Уплотнительные лепестки 18 могут быть выполнены V-образными, а их внутренняя полость 24 соединена с реверсивером 25 через клапан 26 (фиг. 5).
С целью расширения технологических возможностей в вакуумной захватной камере 16, в межлекальных ячейках 3, установлены дополнительные вакуумные захватные камеры 27, соединенные трубопроводами 7 через клапаны 8 и 9 и фильтр 10 с реверсивером 11. С целью повышения надежности камеры 27 могут быть соединены с отдельным источником вакуума (не показан). Захватная вакуумная камера 16 может быть выполнена со съемными боковыми стенками 28, снабженными дополнительными уплотнительными лепестками 29, по ее нижней кромке, контактирующей с днищем
20. При этом днище 20 может быть основанием постели (фиг. 10). Указанная постель снабжена несколькими съемными боковыми стенками 28 с различными размерами в плане для сборки нескольких секций и соответствующими ко.мплекта- ми съемных лекал 30.
Боковые стенки 28 для сборки плоских секций могут быть выполнены гибкими из эластичного материала и для облегчения их установки на днище 20 снабжены фиксирую0 щими элементами, например, в виде отдельных постоянных магнитов 31, впрессованных с определенным шагом в съемную гибкую боковую стенку 28.
Кроме того, гибкие стенки могут быть выполнены с поперечными разъемами 32 по длине. Для эффективного использования гибких стенок на лекальных постелях съемные лекала выполняются из отдельных частей (элементов) 33, устанавливаемых независимо один от другого на днище 20 вакуумной
д захватной камеры 16.
В межлекальных ячейках 3 на днище 20 вакуумной захватной камеры 16 и на днищах 6 вакуумных захватных камер 4 установлены регулируемые по высоте упоры в виде набора пластин 34 или установленных на резьбе стержней 35.
Вакуумные захватные камеры 4, 16 и 27 и внутренняя полость 20 лепестков 5 снабжены вакуумметрами (не показаны).
Универсальная постель может быть выпол- 0 нена с регулируемыми по высоте стойками 36. На обшивке 19 секции 17 установлен набор 37 (фиг. 10 и 11).
На предложенной постели секции корпуса судна собирают следующим образом.
С помощью вакуум-насоса 14 эжекторно- го типа в реверсивере 11 создают вакуум.
На лекала 2 постели укладывают первый (закладной) лист обшивки 19. Упругие уплотнительные лепестки выступают за уровень верхней кромки лекал 2 и после укладки Q листа плотно прижимаются к нему, в том числе и в местах, где есть зазоры между обшивкой 19 и лекалами 2. Затем открывают клапаны 8 и 9 соответствуюших вакуумных камер 4, находящихся под листом. В вакуумных камерах 4 создается вакуум, и ат- 5 мосферное давление поджимает обшивку 19 к лекалам 2 и фиксирует ее. Клапаны могут открываться и закрываться с одного пульта (не показан).
Если на отдельных участках постели зазор между обшивкой 19 и лекалами 2 слишком велик, то указанную обшивку подтягивают, создавая вакуум вначале в тех камерах, в районе которых обшивка более плотно лежит на лепестках. При этом вся обшивка подтягивается в лекалам.
После этого создают вакуум в оставшихся камерах 4. Затем укладывают и подтягивают второй лист обшивки 19, фиксируют его с помош,ью вакуумных камер 4 и соединяют с первым листом. Таким же образом устанавливают следуюшие листы обшивки.
После сборки обшивки 19 на ней производят установку и приварку набора 37. Затем готовую секцию 17 открепляют от постели, открывая впускные клапаны 15, соеди- няюшие камеры 4 с атмосферой.
Если обшивку (полотнище) 19 секции собирают на отдельных стендах (например, при сборке секций на поточных линиях), целесообразней использовать постель по вто- рому варианту. В этом случае обшивку 19 устанавливают на лекала 2, обжимают в случае необходимости в местах прилегания обшивки 19 к лепесткам 18 камеры 16 с помошью грузов или зажимов (не показаны) и открывают клапан 8. При этом атмосферное давление обжимает обшивку 19 по всей ее поверхности.
При использовании V-образных лепестков 18 (фиг. 5) вначале создают вакуум во внутренней полости 24 и по вакуумметру (не показан) определяют изменение давления в полости 24 за определенный промежуток времени. Если давление (степень вакуума) постоянно или изменяется в незначительных пределах (это означает, что уп0
5
0
лотнительные лепестки 18 плотно прилегают по всему периметру), то открывают клапан 26, создавая вакуум в вакуумной захватной камере 16, после чего собирают секцию 17 (устанавливают набор 37). Для сборки секций на универсальных постелях (фиг. 8-11) на днище 20 вакуумной захватной камеры 16 устанавливают соответствующую собираемой секции съемную боковую стенку 28, набор съемных лекал 30 или устанавливают стойки 36 на необходимую высоту в соответствии с кривизной обшивки 19. После этого, как это описано выше, устанавливают обшивку 19, обжимают и закрепляют ее вакуумной захватной камерой 16 и собирают секцию 17.
Плоские секции целесообразно собирать на постели, изображенной на фиг. 8. Для этого собирают из отдельных частей съемную гибкую боковую стенку 28, стыкуя их по разъемам 32. Устанавливают стенку 28 на днище 20, выкладывая ее по периметру собираемой секции 17, при этом мешающие укладке элементы 33 (фиг. 9) убирают.
Съемные гибкие боковые стенки 28 фиксируются на днище 20 впрессованными в них постояннь1ми магнитами 31. После этого собирают секцию 17.
При создании вакуума в вакуумной захватной камере обшивка секций под воздействием атмосферного давления подвергается упругим деформациям в районе межлекальных (межстоечных) ячеек (фиг. 12), что позволяет уменьшить остаточные сварочные деформации. Величина деформаций может регулироваться изменением степени вакуума в вакуумной захватной камере или установкой упоров 34 и 35.
Вид А
19
18
16
16 37
TS
ц/ XX XXXЛ.,/Ч/VVУУy;
rff
F
78
qfus.S
фиг л
фиг-6
г 20
Ач
25
иг.7
фиг. 8
фиг.З
Т 76
17
37
Л
/
20
дуиг. 10
Составитель Н. Горчаков
Редактор Л. ВеселовскаяТехред И. ВересКорректор Е. Рошко
Заказ 1537/23Тираж 422Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
фиг. 12

| название | год | авторы | номер документа |
|---|---|---|---|
| Постель для сборки секций корпуса судна | 1989 |
|
SU1687502A1 |
| СПОСОБ СБОРКИ КОРПУСА СУДНА ИЗ ЛЕГКОГО СПЛАВА И СТАПЕЛЬ-ПОСТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2249532C1 |
| Способ изготовления криволинейных днищевых секций корпуса судна и устройство для его осуществления | 1979 |
|
SU787256A1 |
| Постоянная постель для сборки и сварки секций корпуса судна | 1979 |
|
SU856892A1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| Постель для сборки и сварки цилиндрических секций корпуса судна | 1983 |
|
SU1088983A1 |
| Способ сборки корпуса судна изСЕКций и уСТРОйСТВО для ЕгО ОСущЕ-СТВлЕНия | 1979 |
|
SU796056A1 |
| Способ изготовления корпуса судна и устройство для его осуществления | 1984 |
|
SU1221037A1 |
| Постель для сборки судовых конструкций | 1978 |
|
SU712316A1 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |

| Рыбалко Н | |||
| В | |||
| и др | |||
| Предстапельная сборка металлических судов | |||
| Л.: Судостроение, 1971, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
