1
Изобретение относится к судостроению и касается технологии сборки корпуса судна из секций.
Известен способ сборки блоков корпусов судов из секций и устройство .для его осуществления, по которому бортовые секции открепляют от постелей, в которых они собиргшись и сваривались, устанавливают на закрепленных в постелях днищевых секциях/ закрепляют в требуемом положеНИИ с помощью лекальных стоек, устанавливаемых вдоль борта, и сваривают по стыку. Постель представляет собой каркас из жестко соединенных между собой стоек, продольных и поперечных балок и лекал, задающих наружную поверхность днищевой секции l
Недостатками известного способа и устройства .для его осуществления (постель, лекальные стойки) являются большая трудоемкость и сложность установки бортовых секций в сборочное положение, необходимость установки подкрепляющих лекальных стоек и низкая точность и качество сборки из-за недостаточной жесткости сборочного устройства, а также из-за искажений формы и размеров бортовых секций, появляющихся при
откреплении последних от постелей, в которых они сваривались, и вызываемых сварочными напряжениями.
Наиболее близок по техническому решению к предлагаемому способ сборки корпуса судна из секций, по которому предварительно собранные секции бортов и днища открепляют от постелей, устанавливают в сбороч0ном устройстве, обжимают и закрюпляютпо лекалам и сваривают по стыку. Способ осуществляют устройством, содержащим стойки, продольные и поперечные балки и лекала, соединен5ные в жесткий объемный каркас, закрепленный на фундаменте 2
Недостатком указанных способа и устройства является большая трудоемкость обжатия секций к
0 лексшам стапель-кондуктора изза искажений формы и размеров (деформаций) секций, появпяющихся при откреплении последних от постелей и вызываемых сварочны5ми напряжениями. Большие сварочные деформации отдельных секций вызывают необходимость их предварительной правки тепловым или ударным способами. Значителен также объем С работ по откреплению спкций от постелей и закреплению их в стапелькондукторе. Все это вместе взятое приводит к увеличению трудоемкости и времени постройки корпусов судов.
Цель изобретения - уменьшение трудоемкости и времени стыковки. Поставленная цель достигается тем, что секции устанавливают в сборочном устройстве вместе с постелями, закрепляют постели и затем сваривают секции по пазам и стыкам.
Отличие устройства, позволяющего осуществить новый способ,состоит в том, что оно снабжено подвижными рамами с направляющими и общей рамо с направляющими, причем подвижная рама смонтирована на общей раме, закрепленной на фундаменте и оборудованной зажимами для закрепления подвижных рам, при этом жесткий объемный каркас разделен по плоскостям: в местах стыковки секций на отдельные подвижные жесткие постели, состоящие из центрального и боковых рядов и снабженные механизмами их перемещения, причем постели в местах стыковки установлены с возможностью перемещения в направляющих общей рамы.
Кроме того, общая рама и подвижные рамы выполнены в виде кронштейн на осях которых устанавливаются откидные винтовые прижимы с фиксаторами и контргайками.I
На направляющих подвижных рамах целесообразно закреплять фиксирующие элементы в виде упоров для фиксации постелей.
Кроме того, механизм перемещения может быть выполнен в виде откидных талрепов, которые целесообразно устнавлидать на кронштейнах и осях постелей.
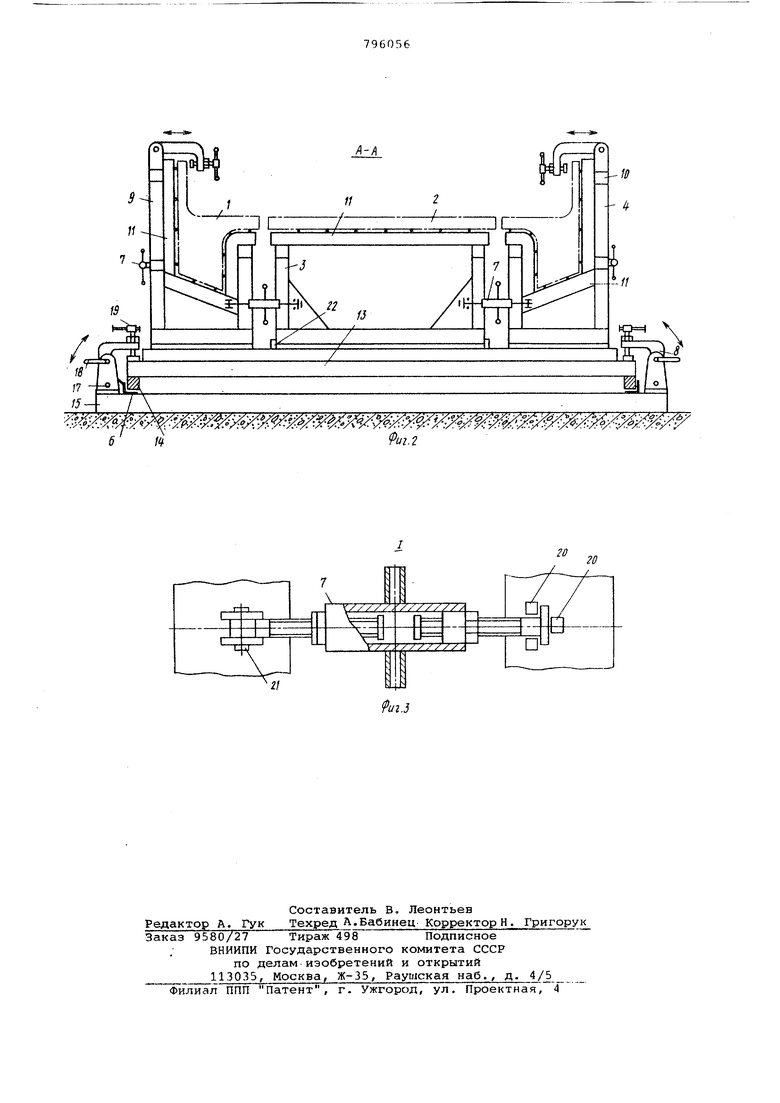
На фиг. 1 изображены закрепленны в постелях секции, установленные в сборочном устройстве, вид сбоку на фиг. 2 - разрез А-А на фиг. 1} на фиг. 3 - узел 1 на фиг. 1.
Описываемый способ осуществляют . следующим образом.
Бортовые секции 1 и днищевые секции 2, сваренные и закрепленные в постелях 3 и 4, последовательно устанавливают По направляющим 5 и 6 сборочного устройства в сборочное положение (до совмещения монтажных кромок) с помощью механизмов 7 перемещения (откидные талрепы) , закрепляют постели прижимами 8 и свариваю секции по пазам, а затем - по стыкам.
Устройство для осуществления способа включает центргшьный ряд постелей 3, боковые ряды постелей 4, направляющие 5 и 6 снабжено механизмами 7 перемещения и прижимами 8. Постели 3 и 4 состоят из стоек 9, соединенных между собой балками 10. Крме того, постели имеют лекала 11, направляющие рейки 12, установленные в направляющих 5 с возможностью перемещения в поперечном направлени а направляющие 5 жестко закреплены на подвижных рамах 13, имеющих направляющие рейки 14, в свою очередь установленных в направляющих 6 с воможностью продольного перемещения. Направляющие 6 закреплены на общей раме 15, на которой и на подвижных рамах 13 установлены кронштейны 16, причем на осях 17 установлены откидные винтовые прижимы 8, фиксируемые в рабочем положении фиксаторами 18 и контргайками 19. Механизмы 7 перемещения установлены на кронштейнах 20 и осях 21 с целью перемещения и соединяют между собой все постели и подвижные рамы, входящие в устройство для сборки корпуса. На направляющих 5 неподвижно закреплены упоры 22, фиксирующие постели центрального ряда на этих направляющих. Кроме того, на отдельных площадках могут быть установлены несколько комплектов постелей 3 и 4 и рам 13 с целью уменьшения цикла сборки корпусов судов.
Стыковку секций и сборку корпусов судов в предлагаемом устройстве осуществляют следующим образом.
Секции корпуса, сваренные и закрепленные, в постелях 3 и 4, устанавливают в сборочное положение, для чего талрепы 7 сцепляют с кронштейнами 20 и с их помощью боковые постели сдвигают по направляющим 5 к центральному ряду постелей до совмещения монтажных кромок пазов секций корпуса, после чего секции сваривают по пазам, а затем рамы 13 последовательно сдвигают по направляющим 6 до совмещения монтажных кромок стыков секций. Перед сваркой стыков,и пазов прижимы 8, зафиксированные фиксаторами 18, опускают до соприкосновения с балками 10 и стопорят контргайками 19. В случае размещения постелей 3 и 4 на отдельной сборочной площадке их после сварки секций предварительно устанавливают на направляющие 5 сборочного устройства.
Предлагаемый способ сборки корпусов судов и устройство для его осуществления позволяют облегчить и ускорить установку секций в сборочном устройстве и исключить их правку, поскольку сборочное положение секций,зафиксированных в постелях, точно определено лекалами постелей и направляющими рам; искЛючить повторение операций закрепления и открепления секций, поскольку секции закрепляют только один ра в постелях в процессе сборки и открепляют только один раз после соединения их в корпус, При использовании дополнительного комплекта постелей и рам, установленных на отдельных площадках, уменьшается цикл сборки корпуса судна за счет возможности параллельного выполнения работ по изготовлению секций и стыковке их в корпусе.
Формула изобретения
; i. Способ сборки корпуса судна из секций, по которому предварительно собранные секции бортов и днища открепляют от постелей, устанавливаю в сборочном устройстве, обжимают и закрепляют по лекалам и сваривают по стыку, отличающийся тем, что, с целью уменьшения трудоемкости и времени стыковки, секции устанавливают в сборочном устройстве вместе с постелями, закрепляют постели и затем сваривают секции по пазам и стыкам.
2. Устройство для осуществления способа по п, 1, содержащее стойки, продольные и поперечные балки и лекала, соединенные в жесткий объемный -каркас, закрепленный на фундаменте, отличающееся тем, что, оно снабжено подвижными рамами с направляющими и общей рамой с направляющими, причем подвижная рама смонтирована на общей раме. т (9 Фа}{ закрепленной на фундаменте и оборудованной зажимами для закрепления подвижных рам, при этом жесткий объемный каркас разделен по плоскостям в местах стыковки секций на отдельные подвижные жесткие постели, состоящие из центрального и боковых рядов и снабженные механизмами их перемещения, причем постели .в местах стыковки установлены с возможностью перемещения в направляющих общей
0 рамы.
3.Устройство по п. 2, отличающееся тем, что общая рама и подвижные рамы выполнены в виде кронштейнов, на осях которых установлены откидные винтовые прижимы с фиксаторами и контргайками.
4.Устройство по п. 2, отличающееся тем, что на направляющих подвижных рам закреплены фиксирующие элементы в виде упоров для фиксации постелей.
5. Устройство по п. 2, отличающееся тем, что механизм , перемещения выполнен в виде откидных талрепов, установленных на кронштейнах и осях постелей.
Источники информации, принятые во внимание при экспертизе
1.Рубинчик Ю.Л. Механизированная сварка корпусных конструкций из алюминиевых сплавов. Л., Судостроение, 1974, с. 33-36, 111, рис. 6.
2.ОСТ 5.9644-76 (прототип). Ц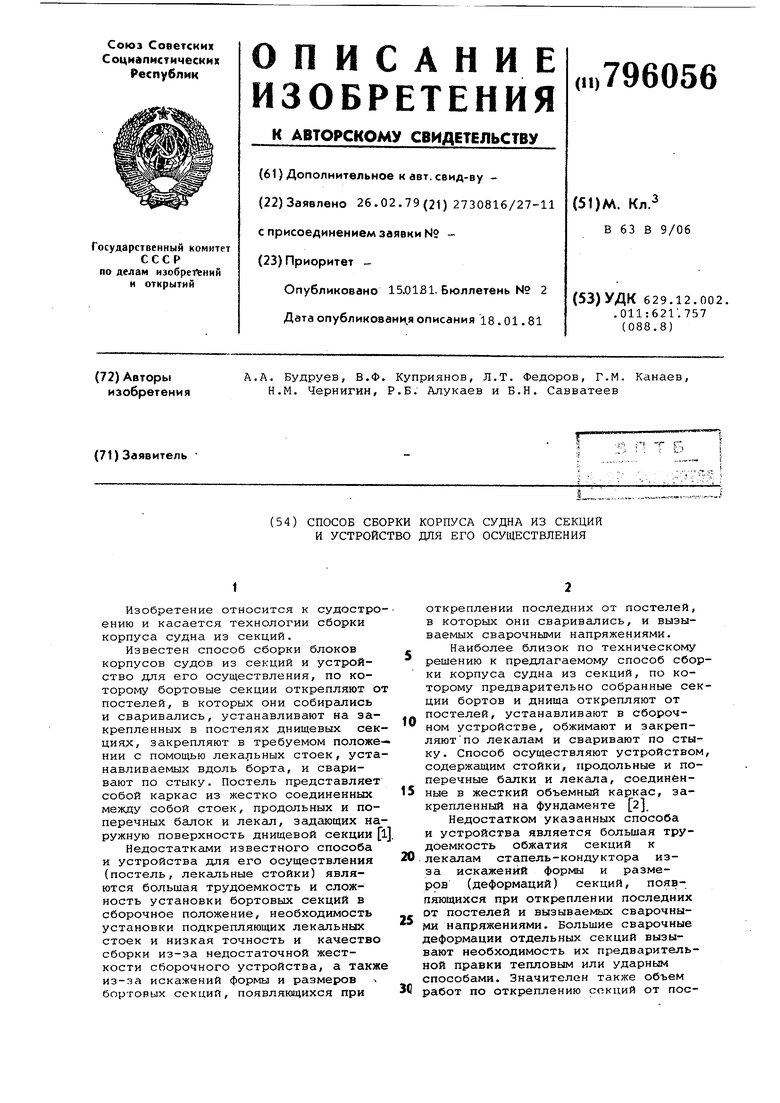

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления корпуса судна и устройство для его осуществления | 1984 |
|
SU1221037A1 |
| Постель для сборки секций корпуса судна | 1983 |
|
SU1221032A1 |
| Устройство для сборки секцииКОРпуСА СудНА | 1979 |
|
SU800014A1 |
| СПОСОБ СБОРКИ КОРПУСА СУДНА ИЗ ЛЕГКОГО СПЛАВА И СТАПЕЛЬ-ПОСТЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2249532C1 |
| Способ сборки корпуса судна из алюминиевых сплавов и устройство для его осуществления | 1982 |
|
SU1024352A1 |
| Способ сборки криволинейных секций корпуса судна | 1982 |
|
SU1062103A1 |
| Постель для сборки секций корпуса судна | 1983 |
|
SU1105366A1 |
| Устройство для сборки цилиндрической части корпуса судна | 1981 |
|
SU994328A1 |
| Устройство для сборки объемного блока корпуса судна | 1980 |
|
SU982962A1 |
| Постель для сборки секций корпуса судна | 1989 |
|
SU1687502A1 |