Изобретение относится к судостроению, в частности к оборудованию для сборки набора с обшивкой корпуса судн, и может быть использовано как в сборочных цехах, так и на стапеле.
Цель изобретения - снижение трудоемкости путем автоматизации операций под- жатия набора и электроприхватки.
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сбоку.
Устройство состоит из траверзы 1, на которой смонтированы рычаги 2 с пневмоприводом 3. На концах рычагов 2 шарнирно установлены сварочные головки 4. Рычаги 2 и сварочные головки 4 связаны пружиной 5. На рычагах 2 установлены электромехани- ческие стабилизаторы 6 положения, контактирующие с набором 7 и обшивкой 8. В верхней части устройства установлен пульт 9, а в траверзе 1 - силовой цилиндр 10 с датчиком 11 давления, сварочные головки 12 и выдвижные опоры 13.
Устройство работает следующим образом.
Устройство подключают к источнику подачи защитного газа, сжатого воздуха, источнику питания сварочной дуги и электрическому шкафу управления (не показаны). Устанавливают устройство на выдвижных опорах 13 на обшивку В таким образом, чтобы шток силового цилиндра 10 находился над головкой набора 7, при этом шток находится в крайнем верхнем положении, а ролики электромеханических стабилизаторов положения 6 касаются обшивки. Производят настройку сварочных головок 12. После этого вся работа устройства происходит автоматически. Нажима- ют кнопку «Работа на пульте 9 (не показана). При этом включается подача защитного газа в сварочные головки 12 и производится продувка места сварки защитным газом в течение заданного време- ни, затем происходит подача сварочного напряжения, проволока в сварочных головках 12 приваривается к общивке 8. По истечении заданного времени сварочное
0 0
напряжение снимается, отключается подача защитного газа. Одновременно включается в работу силовой цилиндр 10, при этом происходит зажим проволоки, приваренной к обшивке, и поджатие набора 7 к обшивке 8. После окончания прижатия набора к обшивке, о чем дает сигнал датчик 11 давления, установленный на силовом цилиндре 10, включается пневмопривод 3, рычаги 2 начинают поворачиваться ролики электромеханических стабилизаторов 6 положения катятся по обшивке до упора в стенку набора 7, при этом пневмоприводы 3 работают до тех пор, пока сварочные головки 4 не займут определенного положения относительно набора и обшивки, о чем подают сигнал датчики (не показаны) электромеханических стабилизаторов 6 положения. После подачи сигнала пневмоцилиндр 3 останавливается, включаются в работу сварочные 4 и происходит продувка места сварки защитным газЬм. Одновременно в источнике питания производится переключение на режим работы, в котором работают сварочные головки 4. Затем подается сварочное напряжение и осуществляется подача сварочной проволоки. Таким образом, осуществляется электроприхватка в двух точках. По истечении определенного времени снимается сварочное напряжение, отключается подача защитного газа в сварочных головках 4, и одновременно включается пневмопривод 3 и силовой цилиндр 10. Сварочные головки 4 занимают исходное положение, а шток силового цилиндра 10 - крайнее верхнее положение. При остановке рычагов 2 в исходном положении включается датчик электромеханических стабилизаторов положения, подающий сигнал на подачу сварочного газа короткого замыкания на сварочные головки 12, в результате чего происходит быстрый нагрев проволоки в месте приварки обшивки 8 и ее отрыв от нее.
Цикл сборки заканчивается, после чего устройство перемещают на следующую позицию.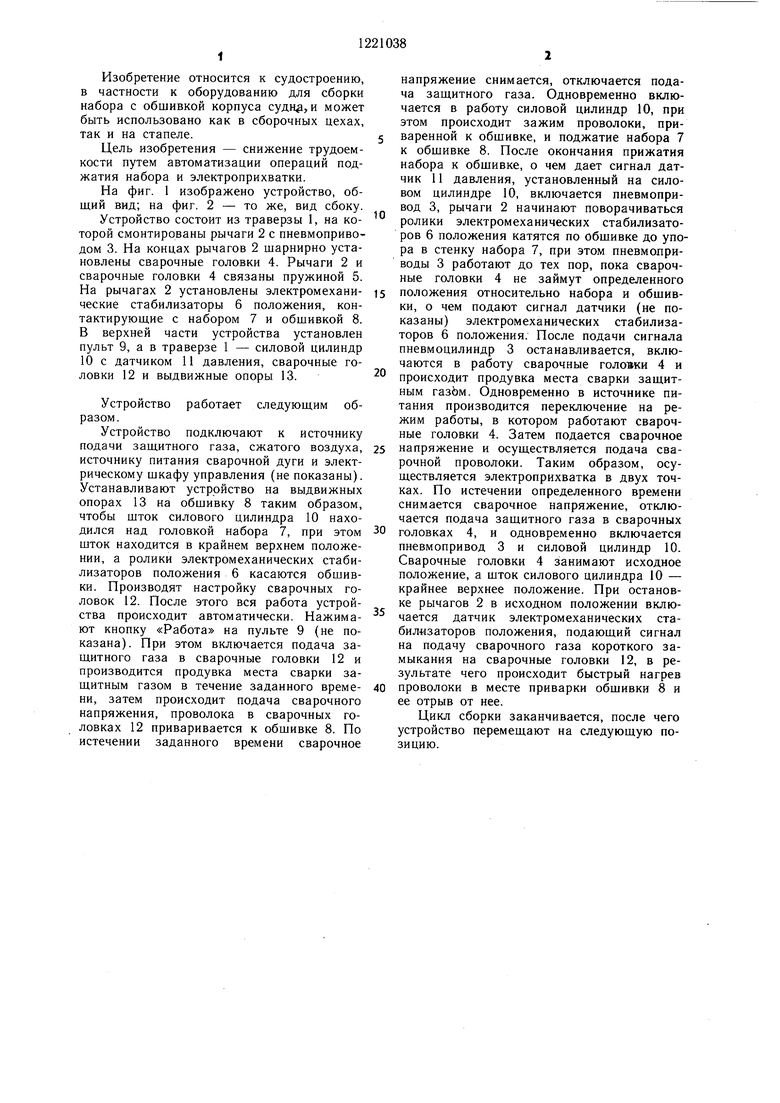
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки набора с обшивкой корпуса судна | 1978 |
|
SU753707A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1982 |
|
SU1011442A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1980 |
|
SU943080A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| МНОГОЦЕЛЕВОЙ ВЫСОКОМАНЕВРЕННЫЙ СВЕРХЗВУКОВОЙ САМОЛЕТ, ЕГО АГРЕГАТЫ ПЛАНЕРА, ОБОРУДОВАНИЕ И СИСТЕМЫ | 1996 |
|
RU2207968C2 |
| Стенд для сборки и сварки полотнищ | 1979 |
|
SU837696A1 |
| Роботизированный саморегулируемый сварочный комплекс и способ дуговой сварки неповоротных стыковых соединений трубопроводов большого диаметра | 2023 |
|
RU2817272C1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| ПОРТАЛЬНЫЙ РОБОТ | 1988 |
|
RU2022770C1 |
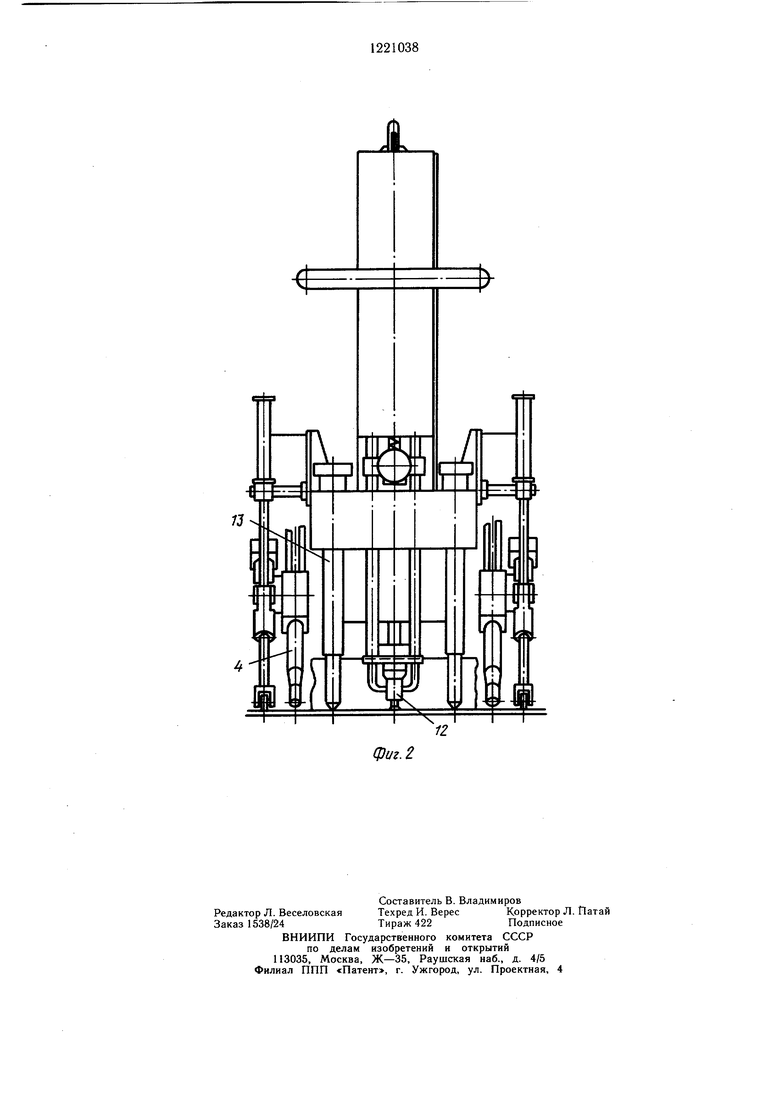

фиг. 2
| Устройство для сборки набора с обшивкой корпуса судна | 1980 |
|
SU943080A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
