Изобретение относится к обработке металлов давлением, а именно к листовой штамповке, и может быть использовано в машиностроении для получения сосудов и других подобных им деталей с двойной стенкой.
Цель изобретения - расширение техно- логических возможностей при раздаче заготовок с любой толщиной стенки.
На чертеже изображено предлагаемое устройство, общий вид в разрезе и схема его работы.
Устройство содержит жесткий пуансон 1, в вершине которого выполнена полость с расположенным механизмом 2 крепления заготовки, который может быть выполнен, например, в виде разрезной конической шайбы, установленной соосно пуансону, поддержи- вающий заготовку элемент, выполненный в виде обоймы 3 в виде полого цилиндрического корпуса 4, при этом корпус 4 связан с пуансоном 1 через стержень 5, например, с помощью винтового соединения,пуансону полностью.
обойма 3 установлена относительно корпуса 4Предлагаемое устройство опробовано при с возможностью осевого перемещения, напри- раздаче трубы 046X0,4 мм из алюминие- мер, под действием траверсы пресса. Кро-вого сплава. В качестве источника рабоче- ме того, в корпусе 4 поддерживающего эле-го .давления используют гидростанцию с мак- мента выполнено отверстие 6, которое черезсимальным давлением жидкости 6,3 МПа и трубопровод соединено с автономным источ- 25 производительностью 5 л/мин. Движение подником создания рабочего давления жидкости (не показано), в качестве которого может быть использована, например, гидростанция.
Устройство работает следующим образом.
вижного элемента осуществляют с помощью гидравлического пресса. При давлении 5,5 МПа заготовка касается подвижного элемента, а затем при постоянном давлении осуществляется ее деформирование путем осеТонкостенную трубную заготовку устанав- 30 вого перемещения подвижного элеменливают на пуансон 1 и фиксирую с помощью механизма 2 крепления. Затем устанавливают корпус 4 и с помощью стержня 5 фиксируют относительно пуансона 1. На корпус 4 устанавливают обойму 3 и помещата со скоростью 100 мм/мин. В результате получают цилиндрические детали с двойной стенкой, наружным диаметром 60 и внутренним 50 мм, длина детали составляет 150- 170 мм, что в десять раз выше, чем при
ют устройство в. рабочую зону пресса, где 5 использовании известного устройства, закрепляют обойму 3 на траверсе пресса. ОтПредлагаемое устройство значительно
внешнего источника жидкость под давлением q через отверстие 6 подают во внутреннюю полость трубной заготовки 7, при этом заг о- товка деформируется и раздае1ся в зазор Q
между пуансоном 1 и корпусом 4, одвоврерасширяет (до более 10-15 раз) технологические возможности при получении тонкостенных цилиндрических деталей с двойной стенкой и деталей с малым углом конусности.
менно выворачиваясь. В момент контакта заготовки с обоймой 3 осуш,ествлиют его осевое перемещение, при этом обойма 3 захватывает заготовку силой активного трения, возникающей между поверхностями заготовки и обоймы 3, и осуществляют ее последующие деформирование. Изменяя давление можно увеличивать или уменьшать силу активного трения, обеспечивая тем самым оптимальные условия деформирования заготовки, которые зависят от применяемого материала, геометрии заготовки, получаемой детали и других условий. По достижении требуемой длины получаемой детали (которая может быть неограниченно большой) давление q стравливают, обойму 3 поднимают и извлекают полученную деталь.
Устройство обеспечивает получение двух- стенных цилиндрических деталей, деталей с конической внутренней стенкой одностенных деталей, когда заготовка выворачивается по
вижного элемента осуществляют с помощью гидравлического пресса. При давлении 5,5 МПа заготовка касается подвижного элемента, а затем при постоянном давлении осуществляется ее деформирование путем осе вого перемещения подвижного элемента со скоростью 100 мм/мин. В результате получают цилиндрические детали с двойной стенкой, наружным диаметром 60 и внутренним 50 мм, длина детали составляет 150- 170 мм, что в десять раз выше, чем при
использовании известного устройства, Предлагаемое устройство значительно
использовании известного устройства, Предлагаемое устройство значительно
расширяет (до более 10-15 раз) технологические возможности при получении тонкостенных цилиндрических деталей с двойной стенкой и деталей с малым углом конусности.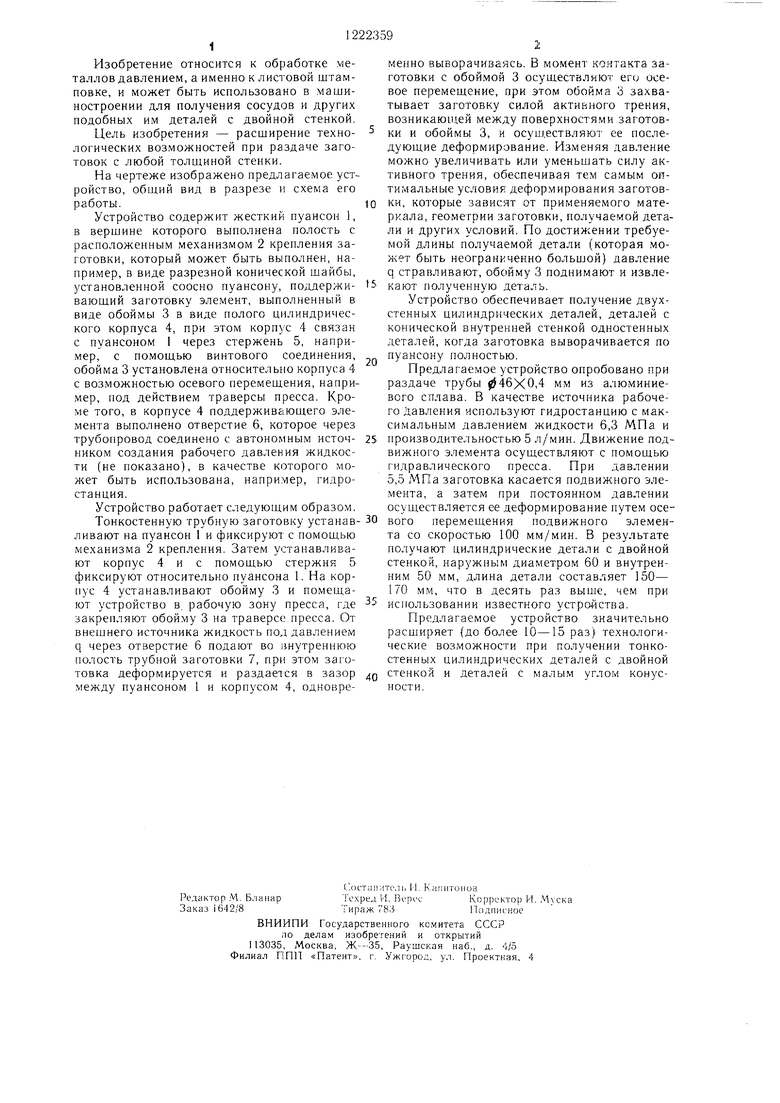
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи тонкостенных труб | 1983 |
|
SU1131577A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| Устройство для раздачи трубчатых заготовок | 1983 |
|
SU1143497A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122913C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ КОНЦОВ ТРУБ | 1997 |
|
RU2122481C1 |
| СПОСОБ ГИБКИ ТРУБ | 2001 |
|
RU2210452C2 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
| Способ изготовления тонкостенных оболочек | 1986 |
|
SU1465152A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |

| Устройство для раздачи трубчатых заготовок | 1982 |
|
SU1038016A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
