Изобретение относится к устройствам для подачи заготовок в рабочую зону обрабатывающей машины, преимущественно в пресс, и может быть использовано для загрузки в зону щтамповки полосового мате- риала и последующей его шаговой подачи.
Цель изобретения - расширение технологических возможностей устройства путем объединения в один механизм загрузочного устройства я шаговой подачи.
На фиг. 1 изображена схема устройства для подачи заготовок в рабочую зону обрабатывающей машины; на фиг. 2 - вид А на фиг. 1.
Устройство для подачи заготовок в рабочую зону обрабатывающей машины содержит цепную передачу 1, на валу 2 которой установлены шестерни 3 и 4, которые связаны с валом управляемыми муфтами, например электромагнитными 5 и 6. Шестерня 3 с помощью шестерни 7 кинематически связана с приводом холостого перемеа1.ения каретки, выполненного в виде электродвигателя 8, а шестерня 4 посредством шестерни 9 -- с приводом рабочего перемещения каретки - пневмоцилиндром 10, шток И которого выполнен в виде зубчатой рейки. На цепной передаче 1 установлен на каретке толкатель 12. Перед зоной штамповки на основании смонтированы конечные выключатели 13 и 14, а за зоной штамповки установлен конечный выключатель 15. По обеим сторонам от зоны штамповки установлен прижим 16 для полосы. На станине обрабатывающей машины установлен конечный выключатель 17 с упором 18, установленным на ползуне 19.
Устройство для подачи заготовок в рабочую зону обрабатываюшей машины работает следующим образом.
В исходном положении толкатель находится в крайнем левом положении (фиг. 1), ползун 19 пресса - в крайнем верхнем положении, управляемые муфты 5 и 6 отключены.
Для подачи заготовки из полосы в рабочую зону включается управляемая муфта 5, которая входит в зацепление с шестерней 3 и через шестерню 7 вращение от электропривода 8 передается на вал 2 цепной передачи ,
каретка с толкателем 12 перемещается в сторону штампа и досылает заготовку в зону штамповки, конечный выключатель 13, контактируя с кареткой, дает сигнал на отключение управляемой муфты 5 и включение муфты 6, при этом шестерня 3 расцепляется с муфтой 5, а шестерня 4 входит в зацепление с муфтой 6 и дальше через шестерню 9 со штоком 11 пневмоцилиндра 10. Сигнал также подается на включение ползуна 19 пресса на рабочий ход. Происходит штамповка первой детали.
При ходе ползуна 19 пресса вверх кулачок взаимодействует с конечным выключателем 17, сжатый воздух подается в полость А пневмоцилиндра 10. Шток 11, перемещаясь, через шестерни 9 и 4 и управляемую .муфту 6 вращает вал 2 цепной передачи . Толкатель 12 перемещается в сторону штампа, одновременно перемещая полосовую заготовку на заданный шаг. Происходит штамповка следующей детали. При ходе ползуна 19 вниз управляемая муфта 6 отключается, происходит расцепление последней с шестерней 4, сжатый воздух подается в полость Б пневмо- иилиндра 10, шток 11 возвращается в исходное положение. Цикл повторяется.
В конце штамповки полосы каретка контактирует с конечным выключателем 14, который дает сигнал на остановку ползуна 19 пресса в верхнем положении и включение муфты 5. Происходит сцепление последней с шестерней 3 и от электропривода 8 происходит вращение вала 2. Толкатель 12, перемешаясь над зеркалом штампа, сбрасывает последний отход, а каретка нажимает на конечный выключатель 15. Происходит реверс электропривода В и толкатель 12 возвращается в исходное положение. После чего происходит повторение автоматического цикла.
В процессе холостого хода и шаговой подачи заготовки толкатель 12 находится в постоянном контакте с задним торцом полосы, что исключает перебег толкателя (образование технологического зазора между толкателем и полосой) и уменьшает скорость толкателя, так как сокращается длина хода толкателя на величину перебега, те.м самы.м улучшаются динамические характеристики устройства.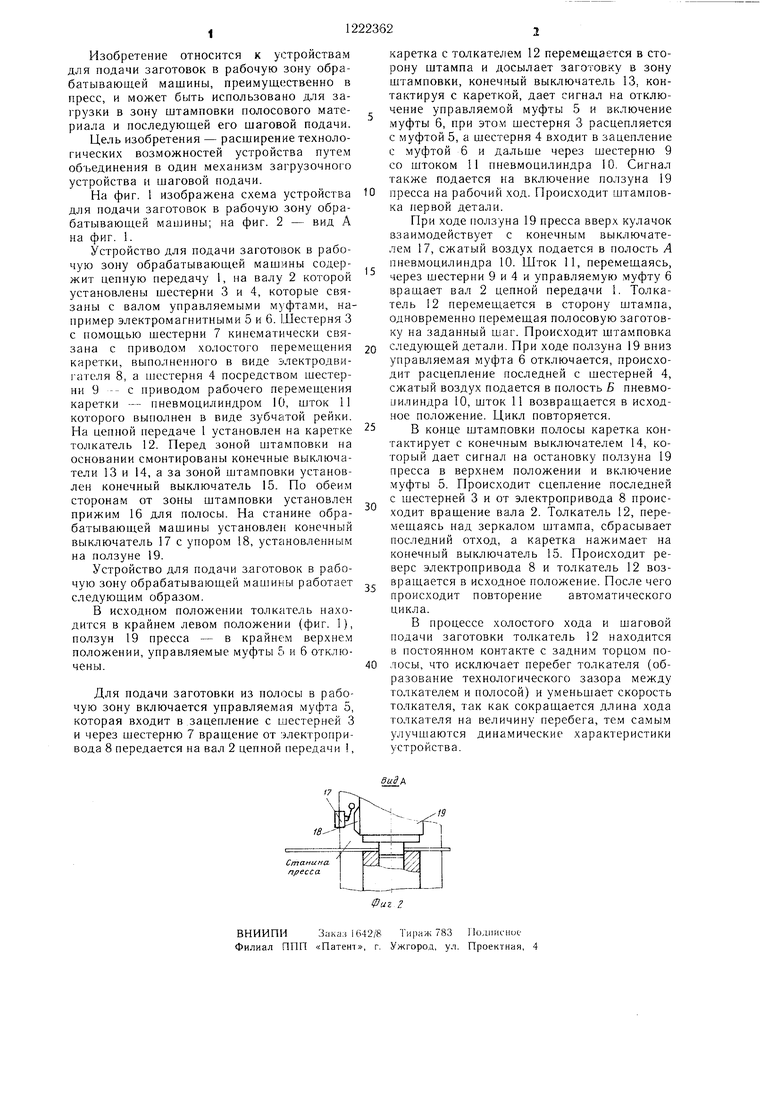
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для подачи листовых заготовок к прессу | 1984 |
|
SU1230723A1 |
| Автоматизированный комплекс для штамповки | 1982 |
|
SU1058684A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1411082A1 |
| Автоматическая линия для штамповки деталей | 1991 |
|
SU1817725A3 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Поточная линия для обработки длинномерных заготовок | 1977 |
|
SU692759A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПРУТКОВ | 1966 |
|
SU223568A1 |

Станина- пресса
Фиг г
ВНИИПИЗаказ 1642/8 Тираж 783 Подписное
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Устройство для подачи листовых заготовок в пресс | 1974 |
|
SU489562A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
