Изобретение относится к холодной обработке металлов давлением и мржет быть использовано в штамповочном производстве различных отраслей промышленности, в частности для подачи листовых заготовок к прессу на вырубку деталей в шахматном порядке.
Цель изобретения - повьш1ение надежности.
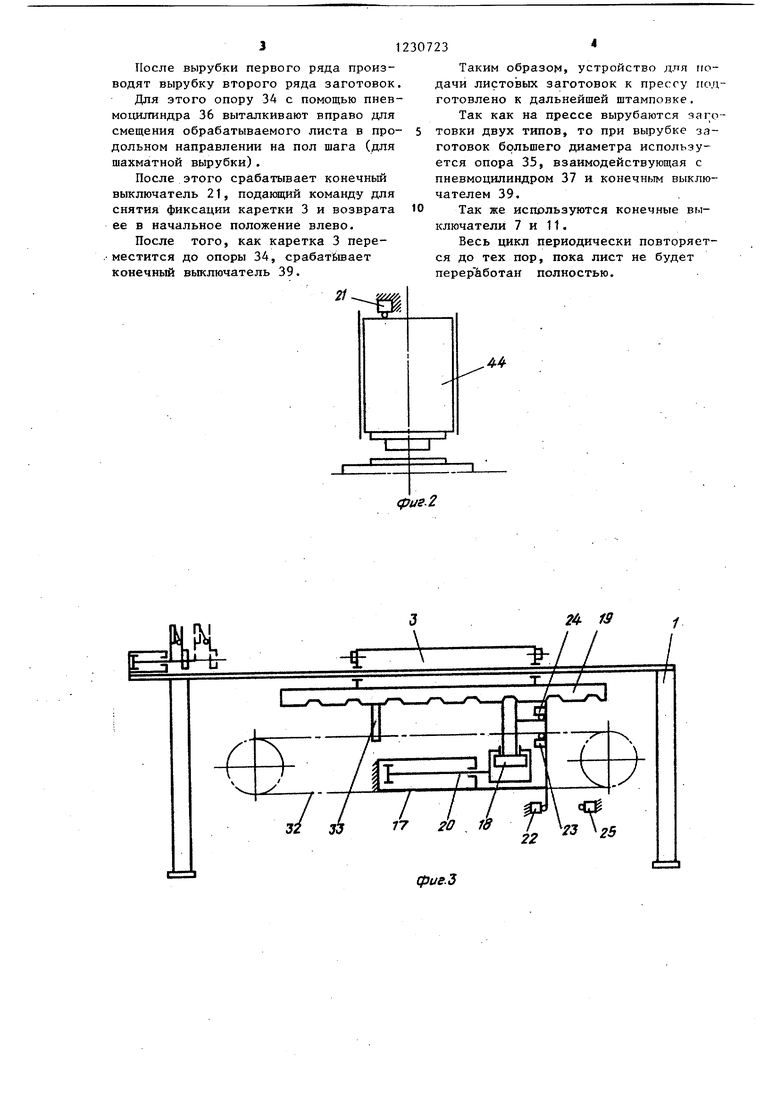
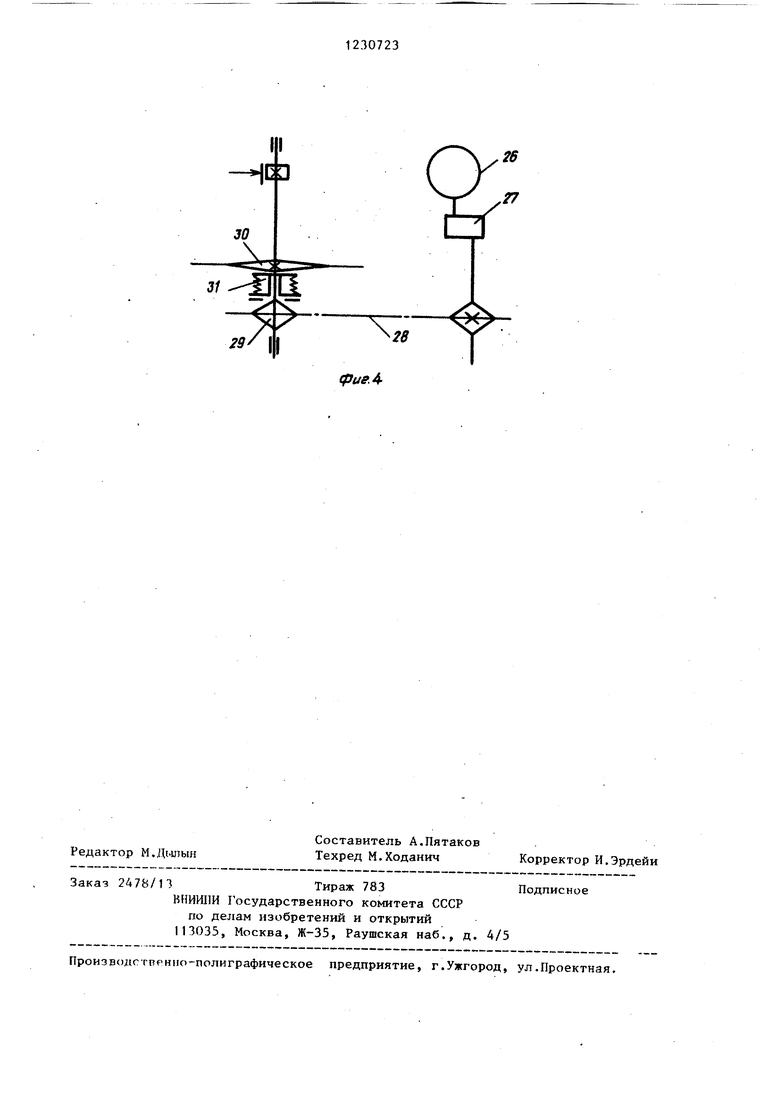
На фиг. 1 представлена кинематичес кая схема устройства для подачи листовых заготовок к прессу, общий вид на фиг. 2 - штамп для вьфубки заготовок J на фиг. 3 - то же, вид сбоку; на фиг. 4 привод перемещения каретки.
Устройство для подачи листовых заготовок к прессу содержит станину 1, на направляющих 2 которой установлена каретка 3. На каретке 3 закреплена передвижная полка 4 с опорами 5 и кулачком 6, взаимодействующая с конечными выключателями 7, 8, 9, yci;a- новленными на станине 1.
На каретке 3 установлены конечные выключатели 10 и 11. Ходовые винты 12 с полугайками 13 (закреплены на каретке 3) сообщают шаговое перемещение каретке 3 в поперечном направлении посредством электродвигателя 14 через клиноременную передачу 15 и вал 16.
Продольное перемещение каретки 3 с листом осуществляется пневмоцилинд- ром 17 через пневмофиксатор 18, вза-; имодействующий с планкой 19, закрепленной жестко на каретке 3. Остановка и приведение в движение штока 20 пневмоцилиндра 17 осуществляются конечным выключателем 21, взаимодейст- ,вующим с конечными выключателями 72-25.
Узел возврата каретки 3 в исходное положение в продольном перемещении состоит из электродвигателя 26, который через редуктор 27, цепную передачу 28, звездочки 29, 30, муфту 31 и цепь 32, соединенную посредством стержня 33, закрепленного на планке 19, приводит в движение каретку 3 , На станине 1 пресса установлены опоры 34 и 35, связанные с пневмо- цилиндрами 36 и 37 и конечными выключателями 38 и 39.
Для обрезки отходов используются гильотинные ножницы 40 и 41, на ползунах которых установлены конечные выключатели 42 и 43. Вырубка листо10
20
25
вых заготовок производится штампом 44 пресса.
Устройство для подачи листовых заготовок к прессу осуществляется следующим образом.
Обрабатываемый лист под заготовки вручную укладывают на каретку 3 и закрепляют. В исходный момент передвижная полка 4 отодвинута до конечного выключателя 9.
При нажатии кнопки Пуск (не показано) включается электродвигатель 26 с приводом и с помощью цепной передачи 32 каретка 3 с листом перемещается влево до опоры 34. При воздействии на конечный выключатель 38 каретка 3 останавливается и подается команда поперечного перемещения каретки 3 К прессу.
Перемещение каретки 3 в поперечном направлении осуществляется от электродвигателя 14 через клиноременную передачу 15, передающую вращение на вал 16 и винты 12, сообщающие шаговое перемещение каретке 3.
Конечный выключатель ТО останавливает поперечную подачу К прессу и одновременно подает команду на сра- батьшание гильотинных ножниц 40 и штампа 44 пресса для вырубки заготовки.
После срабатывания гильотинных ножниц 40 и их конечного выключателя 42 конечный выключатель 21 команду на перемещение каретки 3 с листом посредством пневмоцилиндра 17 на шаг подачи в рабочую зону (продольная подача) для вырубки следующей заготовки.
Одновременно конечный выключатель 21 подает команду фиксации каретки 3 пневмофиксатором 18, входящим в зацепление с планкой 19, и связанным с конечным выключателем 24, подающим команду для перемещения каретки 3 до конечного выключателя 25.
Весь цикл обработки листа Вьфуб- ка-перемещение периодически повторяется до тех пор, пока каретка 3 не дойдет до правого крайнего положения и не вырубится последняя в ряду заготовка.
В это время кулачок 6, прикреп- лен ный к полке 4, подает команду на выключение конечного выключателя 8, дающий сигнал для срабатывания гильотинных ножниц 41 и их конечного выключателя 43.
30
35
40
45
50
55
После вырубки первого ряда производят вырубку второго ряда заготовок
Для этого опору 34 с помощью пнев мо1шлиндра 36 выталкивают вправо для смещения обрабатываемого листа в продольном направлении на пол шага (для шахматной вырубки).
После этого срабатывает конечный выключатель 21, подакщий команду для снятия фиксации каретки 3 и возврата ее в начальное положение влево.
После того, как каретка 3 переместится до опоры 34, срабатЬшает конечный выключатель 39.
Таким образом, устройство для подачи листовых заготовок к прессу подготовлено к дальнейшей штамповке.
Так как на прессе вырубаются заготовки двух типов, то при вырубке заготовок большего диаметра используется опора 35, взаимодействующая с пневмоцилиндром 37 и конечным выключателем 39.
Так же используются конечные выключатели 7 и 11.
Весь цикл периодически повторяется до тех пор, пока лист не будет переработай полностью.
21
-«
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи листового материала в зону обработки | 1988 |
|
SU1669619A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ШТАМПОВКИ | 1965 |
|
SU169480A1 |
| Устройство для подачи ферромагнитного листового материала к обрабатывающей машине | 1978 |
|
SU747589A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в зону обработки | 1982 |
|
SU1069909A1 |
| Установка для раскроя листового материала | 1984 |
|
SU1146146A1 |
| Устройство для подачи многослойного настила к вырубочному прессу | 1985 |
|
SU1286487A1 |
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Устройство для подачи листового материала в рабочую зону пресса | 1979 |
|
SU824534A1 |
| Устройство для подачи заготовок в рабочую зону пресса | 1981 |
|
SU1004155A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |

т/
/7 7 / /и
i ЗЬ77 20 ,18 т U Т
22
фиг.З
29/
Редактор М.Дьшын
Составитель А.Пятаков Техред М.Ходанич
Заказ 2478/13Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная.
Корректор И.Эрдейи
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| М., 1974. | |||
