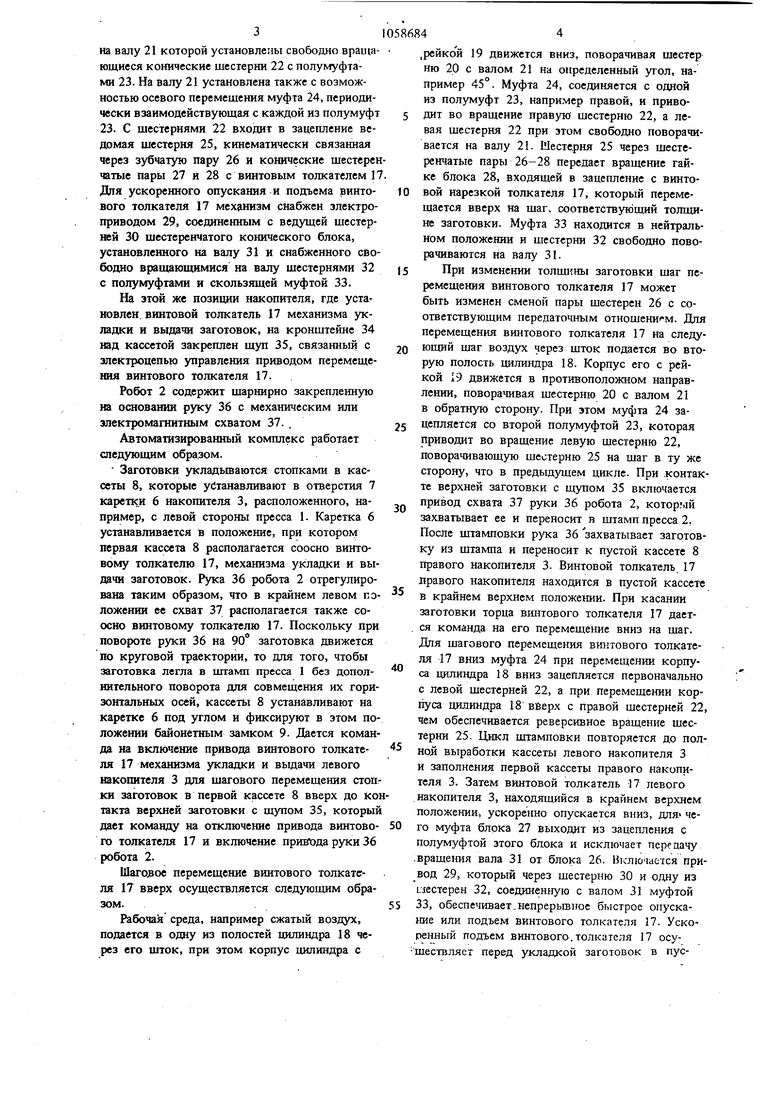
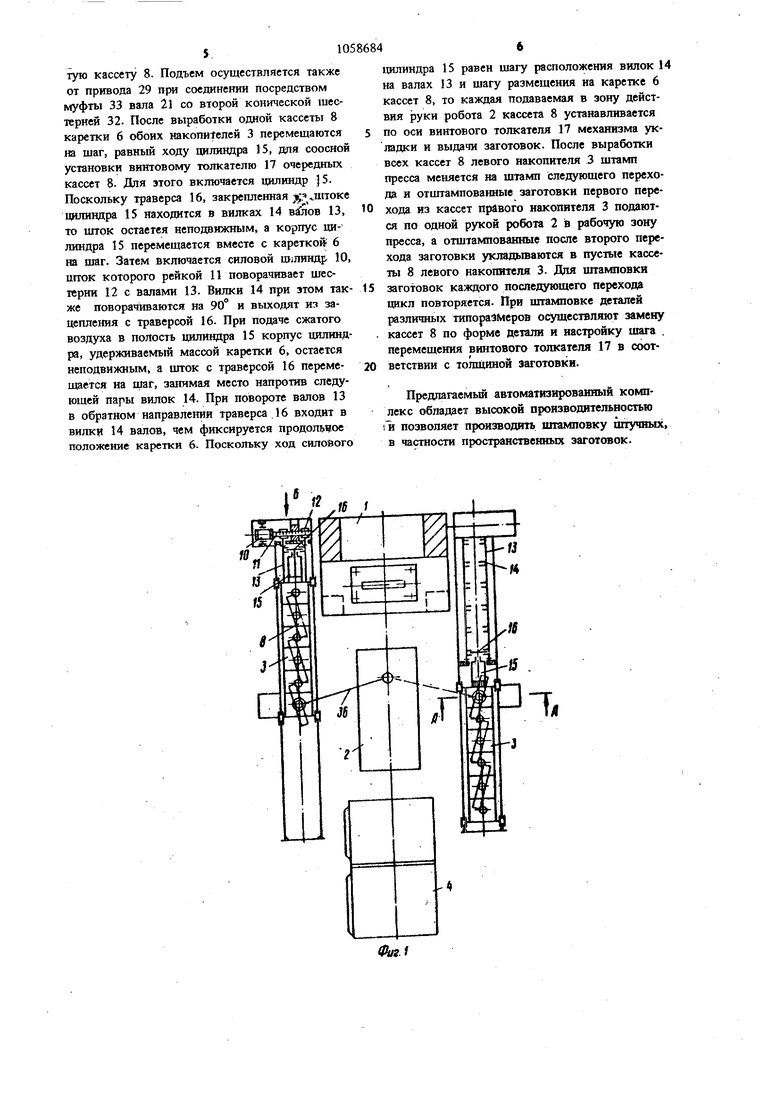
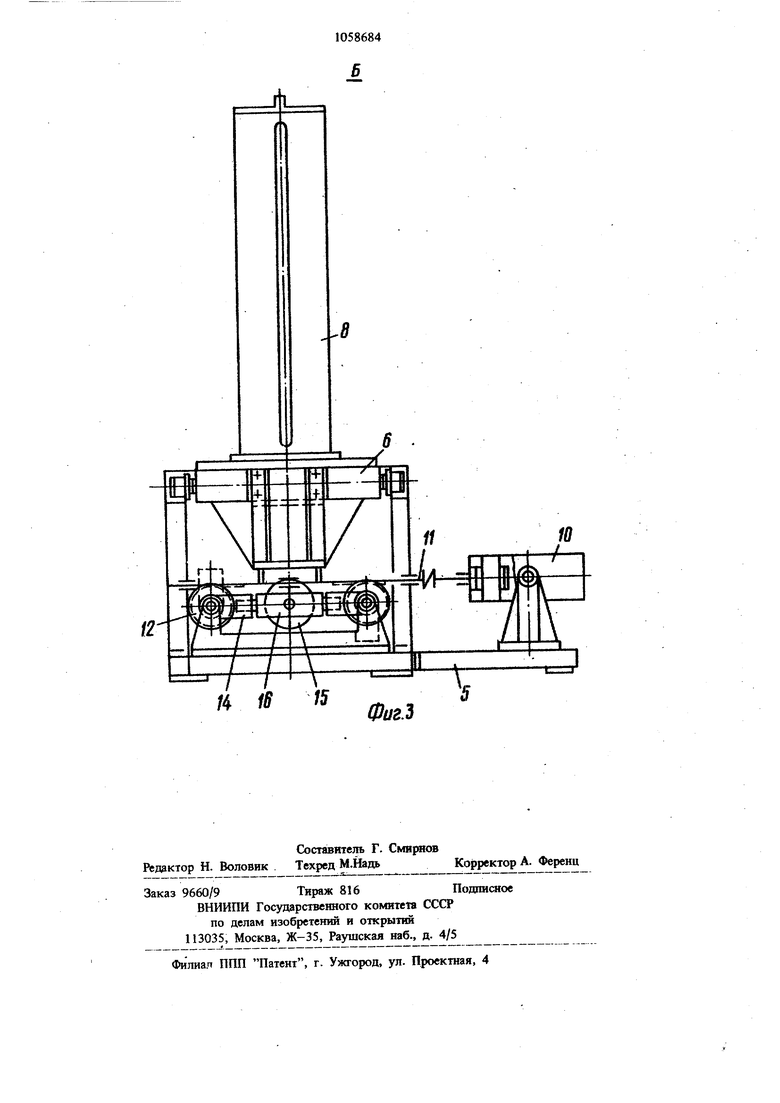
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации процессов штамповки в различных отраслях машиностроения. Известен автоматизированный комплекс для штамповки листовых заготовок, содержащий рресс, отводящий транспортер с приводной штангой и съемными кассетами, устройства для загрузки и выгрузки, два манипулятора, закреп ленные на станине пресса для переноса заготовок в рабочую зону и стапелирования 1. Недостатком известного автоматизированного комплекса является сложность его конструк ции, невысокая производительность и невозмож ность штамповки штучных., в частности пространственных заготовок. Наиболее близким по технической сущности и достигаемому результату является автоматизированный комплекс для штамповки, содержащий пресс, робот, установленные на осно вании накопитель заготовок со съемными кассетами и механизм укладки и выдачи заготовок с приводным толкателем jjf . Р едостатком данного автоматизированного комплекса является недостаточная производительность из-за необходимости поворота кассет при укладке заготовок. Кроме того, отсутствует возможность штамповки штучных, в частности пространственных заготовок. Цель изобретения - повышение его произво дительности и расширение технологических воз можностей путем обеспечения штамповки штучных, в частности пространственных заготовок. Поставленная цель достигается тем, что в автоматизирова1шом комплексе для штамповки содержащем пресс, робот, установленные на ос новании накопитель заготовок со съемными кассетами и механизм укладки и выдачи заготрвок с приводным толкателем, накопитель снабжен приводной кареткой, кассеты установлень последовательно одна за другой на карет ке с возможностью поворота относительно сво ей вертикальной оси, толкатель механизма укладки и выдачи заготовок размещен под кареткой с возможностью возвратно-поступательного вертикального перемещения в одной из кассет. При этом привод каретки вьшолнен в виде двух снабженных приводом параллельных валов, установленных на основании с возможностью поворота относительно своей продольной оси и несущих валки, закрепленные с шагом, равным шагу перемещения каретки, а также силового цилиндра, закрепленного на каретке и несущего траверсу, установленную на штоке с возможностью взаимодействия (СВОИМИ концами с вилками валов. Кроме того, приводтолкателя механизма укладки и выдачи заготовок выполнен в ви2де подвижного силового Щ..индра и передаточного механизма, содержащего закрепленную на цилиндре рейку, систему шестерен и муфты вклн). Привод поворота валов вьшолнен в виде силового цилиндра и передаточного механизма, содержащего закрепленную на штоке цилиндра рейку и шестерни. Кроме того, автоматизированный комплекс снабжен дополнительным накопителем и механизмом укладки и выдачи заготовок. При этом накопители установлены параллельно боковым сторэнам пресса. На фиг. 1 изображен комплекс в плане, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б та фиг. 1. Автоматизированный комплекс холодной штамповки содержит пресс 1, робот 2, накопители 3, расположенные параллельно боковым сторонам пресса 1 и блоки 4 программного управления. Каждый накопитель 3 представляет собой установленную в направляющих основания 5 с возможностью шагового перемещения приводную каретку 6, имеющую на верхней поверхности ряд параллельных отверстий 7. В каждом отверстии с возможностью поворота вокруг вертикальной оси установлены съемные кассеты 8, выполненные по форме заготовок. Угловое положение кассет В фиксируется, например байонетным замком 9. На кассете 8 имеется фланец, на котором нанесена угловая градуировка, посредством которой можно фиксировать утол разворота кассеты 8 относительно, например риски, нанесеиной на плоскости каретки 6, а затем производить зажим кассеты 8 болтом байонетного . замка 9. Вместо байонетного 3aMka можно применить кулачковый зажим и т. п. Разворот и фиксиро:вание являются настроечными опера1ШЯМИ и осуществляются вручную. Привод шагового перемещения каретки 6 выполнен в виде закрепленного на основании цилиндра 10, иггок которого соединен с рейкой 11, входящей в зацепление с двумя шестернями 12, которые закреплены на валах 13, i установленных вдоль оси каретки 6 и несущих вилки 14, закрепленные по длине валов 13 с шагом, равным ходу дилиндра 15, корпус которого жестко закреплен на каретке 6. На штоке цилиндра 15 закреплена траверса 16, свободно входящая своими концами в одну из пар вилок 14. Соосно одному из отверстий 7 каждой каретки установлен винтовой топкатель 17 мехаиизма укладки и выдачи заготовок, привод котоуюго вьшолиеи в виде цилиндра 18, шток которого жестко закреплен на основании 5. На корпусе цилиндра 18 закреплена рейка 19, входящая в зацепление с щестерней 20,
на валу 21 которой установлены свободно вращающиеся конические шестерни 22 с полумуфтами 23. На валу 21 установлена также с возможностью осевого перемещения муфта 24, периодически взаимодействующая с каждой из полумуфт 23. С шестернями 22 входит в зацепление ведомая шестерня 25, кинематически связанная через зубчатую пару 26 и конические шестеренчатые пары 27 и 28 с винтовым толкателем 17 Для ускоренного опускания и подъема винтового толкателя 17 механизм снабжен электроприводом 29, соединенным с ведущей шестерней 30 шестеренчатого конического блока, установленного на валу 31 и снабженного свободно вращающимися на валу шестернями 32 с полумуфтами и скользящей муфтой 33.
На этой же позиции накопителя, где установлен, винтовой толкатель 17 механизма укладки и выдачи заготовок, на кронштейне 34 над кассетой закреплен щуп 35, связанный с электроцепью управления приводом перемещения винтового толкателя 17.
Робот 2 содержит шарнирно закрепленную на основашш руку 36 с механическим или электромагнитным схватом 37. ,
Автоматизированный комплекс работает следующим образом.
Заготовки укладьшаются стопками в кассеты 8, которые устанавливают в отверстия 7 кареткн 6 накопителя 3, расположенного, например, с левой стороны пресса 1. Каретка 6 устанавливается в положение, при котором первая кассета 8 располагается соосно винтовому толкателю 17, механизма укладки и выдачи заготовок. Рука 36 робота 2 отрегулирована таким образом, что в крайнем левом положении ее схват 37 располагается также соосно винтовому толкателю 17. Поскольку при повороте руки 36 на 90° заготовка движется по круговой траектории, то для того, чтобы заготовка легла в штамп пресса 1 без допоянительного поворота для совмещения их горизонтальных осей, кассеты 8 устанавливают на каретке 6 под углом и фиксируют в этом положении байонетным замком 9. Дается команда на включение привода винтового толкателя 17 механизма укладки и вьщачи левого накопителя 3 для щагового перемещения стопки заготовок в первой кассете В вверх до котакта верхней заготовки с щутюм 35, который дает команду на отключение привода винтового толкателя 17 и включение привлода руки 36 робота 2.
Шагозое перемещение винтового толкатс ля 17 вверх осуществляется следующим образом.
Рабочая среда, например сжатый воздух, подается в одну из полостей цилиндра 18 через его шток, при этом корпус цилиндра с
,рейкой 19 движется вниз, поворачивая шестер ню 20 с валом 21 на определенный угол, например 45°. Муфта 24, соединяется с одной из полумуфт 23, например правой, и приводит во вращение правую шестерню 22, а левая шестерня 22 при этом свободно поворачивается на валу 21. Ыесте.рня 25 через шестеренчатые пары 26-28 передает вращение гайке блока 28, входящей в зацепление с винтовой нарезкой толкателя 17, который перемещается вверх на щаг, соответствук)щнй толщине заготовки. Муфта 33 находится в нейтральном положении и шестерни 32 свободно поворачиваются на валу 31.
При изменении толщины заготовки шаг перемещения винтового толкателя 17 может быть изменен сменой пары шестерен 26 с соответствующим передаточным отношением. Для перемещения винтового толкателя 17 на следующий шаг воздух через шток подается во вторую полость цилиндра 18. Корпус его с рейкой 19 движется в противоположном направленни, поворачивая шестерню 20 с валом 21 в обратную сторону. Прн этом муфта 24 зацепляется со второй полумуфтой 23, которая приводит во вращение левую шестерню 22, поворачиваюшую шестерню 25 на шаг в ту же сторону, что в предыдущем цикле. При контакте верхней заготовки с щупом 35 включается привод схвата 37 руки 36 робота 2, котормй захватывает ее и переносит в штамп пресса 2. После штамповки рука 36 захватывает заготовку из и переносит к пустой кассете 8 правого накопителя 3. Винтовой толкатель. 17 Правого накопителя находится в пустой кассете в крайнем верхнем положении. При касании заготовки торца винторого толкателя 17 дается команда на его перемещение вниз на шаг. Для шагового перемещения виктового толкателя 17 вниз муфта 24 при перемещении корпуса цилиндра 18 вниз зацепляется первоначально с левой шестерней 22, а при перемещении корпуса цилиндра 18 вЁерх с правой шестерней 22, чем обеспечивается реверсивное вращение шестерни 25. Цикл цггамповки повторяется до полной выработки кассеты левого накопителя 3 и заполнения первой кассеты правого накопителя 3. Затем винтовой толкатель 17 левого акопителя 3, находящийся в крайнем верхнем оложении, ускоренно опускается вниз, для- чего муфта блока 27 выходит из зацепления с олумуфтой этого блока и исключает передачу вращения вала 31 от блока 26. Включается привод 29, который через шестерню 30 и одну из естерен 32, соединенную с валом 31 муфтой 3, обеспечивает,непрерьтное быстрое опускаие или подъем виитового толкателя 17. Ускоенный подъем винтового, толкателя 17 осуествляет перед укладкой заготовок в пустую кассету 8. Подъем ос)тцествляется также от привода 29 при соединении посредством муфты 33 вала 21 со второй конической шестерней 32. После выработки одной кассеты 8 каретки 6 обоих накопителей 3 перемещаются ва шаг, равный ходу цилиндра 15, для соосной установки винтовому толкателю 17 очередных кассет 8. Для этого включается цилиндр }5. Поскольку траверса 16, закрепленная i. штоке цилиндра 15 находится в вилках 14 вййов 13, то шток остается неподвижным, а корпус цилиндра 15 перемещается вместе с кареткой; 6 на шаг. Затем включается силовой шлиндр 10, иггок которого рейкой 11 поворачивает шестерни 12 с валами 13. Вилки 14 при этом также поворачиваются; на 90° и выходят из зацепления с траверсой 16. При подаче сжатого воздуха в полость цилиндра 15 корпус цилиндра, удерживаемый массой каретки 6, остается неподвижным, а шток с траверсой 16 перемещается на шаг, за1гамая место напротив следующей пары вилок 14. При повороте валов 13 в обратном направле1шя траверса 16 входит в вилки 14 валов, чем фиксируется продол&чое положение каретки 6. Поскольку ход силового
цилиндра 15 равен шагу расположения вилок 14 на валах 3 и шагу размещения на каретке 6 кассет 8, то каждая подаваемая в зону действия руки робота 2 кассета 8 устанавливается
по оси винтового толкателя 17 механизма укладки и выдачи заготовок. После выработки всех кассет 8 левого накопителя .3 штамп пресса меняется на штамп следующего перехода и отштампованные заготовки первого перехода из кассет правого накопителя 3 подаются по одной рукой робота 2 в рабочую зону пресса, а отштампованные после второго перехода заготовки укладываются в пустые кассеты 8 левого накопителя 3. Дня штамповки
заготовок ка:«дого последующего перехода цикл повторяется. При штамповке деталей различных типора:)Меров осуществляют замену кассет 8 по форме детали и настройку шага . перемещения винтового толкателя 17 в соответствии с толШиной заготовки.
Предлагаемьш автоматизированный комплекс обладает высокой производительностью и позволяет производить штамповку йггучпых, в частности пространственных заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163942A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Устройство для перемещения заготовок | 1986 |
|
SU1400732A1 |
1. АВТОМАТИЗИЮВАННЫЙ КОМПЛЕКС ДЛЯ ШТАМПОВКИ, содержащий пресс, робот, установленные на основании накопитель заготовок со съемными кассетами и. механизм укладки и заготовок с приводным толкателем, отличающийся тем, что, с целью повыщения его производительности и расширеюм технологических возможностей путем обеспечения штамповки штучных, в частности пространственных, заготовок, накопитель снабжен приводной кареткой, кассеты установлены последовательно одна за другой на каретке с возможностью поворота относительно своей вертикальной оси, толкатель механизма укладки и выдачи заготовок размещен под кареткой с возможностью возвратнопоступательного вертикального перемещения в. одной яз кассет. 2.Комплекс по п. 1, о т л и ч а ю щ и йс я тем, что привод каретки вьшопнен в виде двух снабженных приводом параллельных валов, установленных на основании с возможностью поворота относительно своей продольной оси и несущих вилки, закрепленные с шагом, равным шагу перемещения каретки, а также шлового шсшндра, закрепленного на иаретке и, несущего траверсу, установленную на штоке с возможностью взаимодействия своими концами с вилками валов. 3.Комплекс по п. 1, о т л и ч а ю щ и йс я тем, что привод толкателя механизма укладки и вьщачи заготовок вьшолнен в виде подвижного силового цилиндра и передаточноi го механизма, содержащего закрепленную на цилиндре рейку, систему шестерен и муфты (Л включения. 4.Комплекс по п. 2, о т л и ч а ю щ и йс я тем, что привод поворота валов вьшолнен в виде ошового цилиндра и передаточного механизма, содержащего закрепленную на штоке цилиндра рейку и шестерни. 5.Комплекс по п. 1, о т л и ч а ю щ и йо сд оо с я тем, что он снабжен дополнительным накопителем и механизмом укладки и выдачи заготовок. О5 ас 6. Комплекс по пп. 1и 5, отличаю4 щий с я тем, что накопители установлены параллельно боковым сторонам пресса.
1058684
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| тотип)-. | |||
