Известны установки для резки прутков, содержащие рольганг для подачи прутков, пресс-ножницы и два раскрывающихся захвата для поддержания немерного остатка.
Однако в таких установках подачу прутков в ножницы, их дорезку до технологического отхода и отделение выполняют с применением ручного труда.
Изобретение относится к отрасли кузнечно-прессового производства и дает возможность автоматизировать процесс резки прутков. Для удаления немерного остатка из зоны резки и предотвращения поломки ножей, описываемую установку снабжают связанными системой автоматического управления, отсекателем немерного остатка и роликом, служащим для прижима разрезаемого прутка к рольгангу и дающим команду доталкивателю. Последний выполнен в виде стержня, закрепленного на качающемся рычаге и получающего перемещение от цилиндра, например пневматического, установленного на рольганге и снабженного датчиком, сообщающим команду на раскрытие захватов.
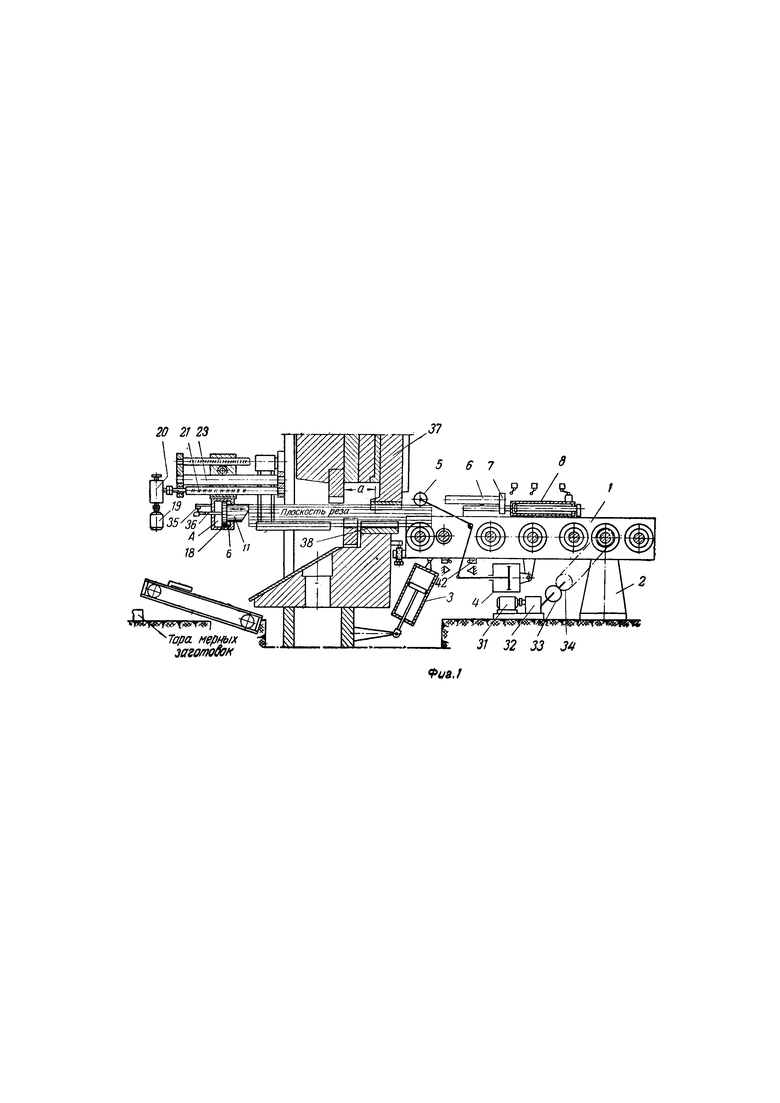
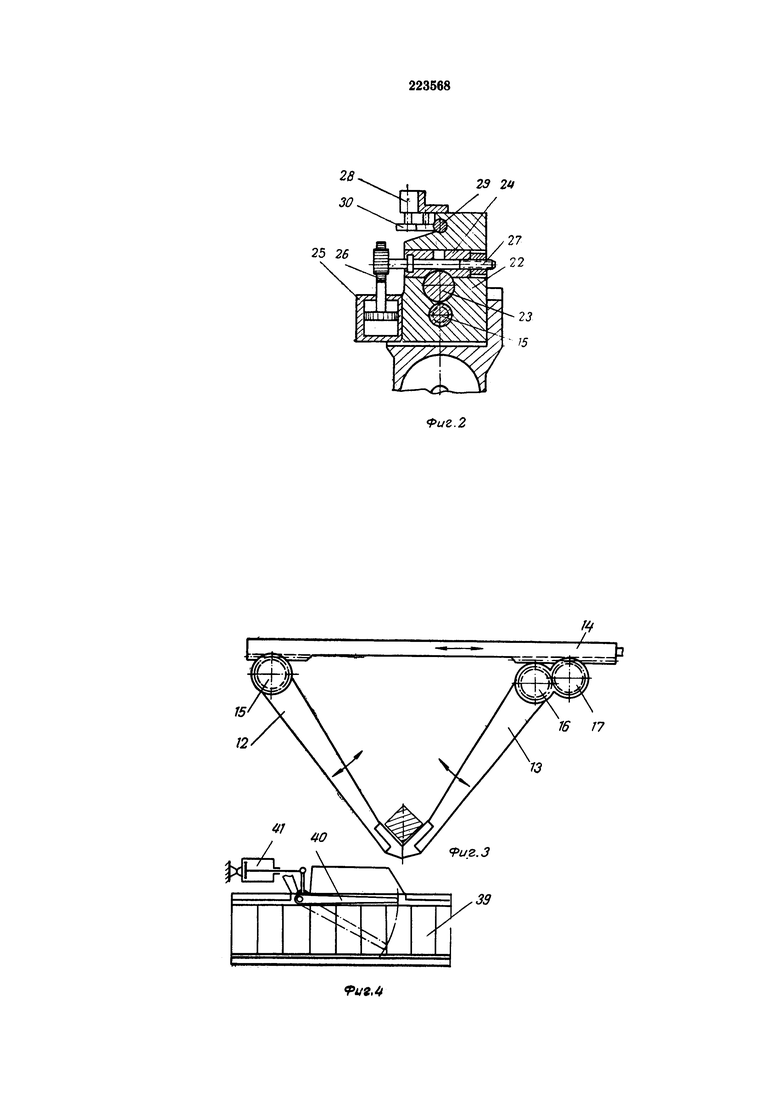
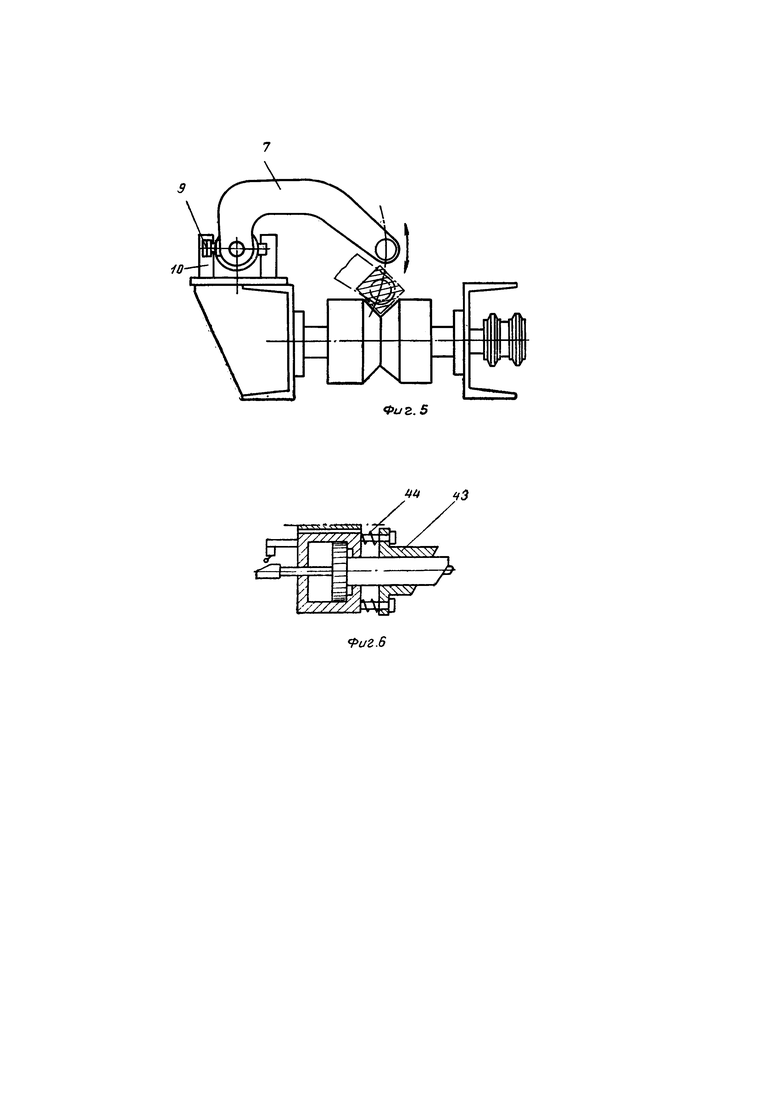
На фиг. 1 изображена описываемая установка, продольный разрез; на фиг. 2 - каретка заднего упора со считывающим устройством, поперечный разрез; на фиг. 3 - поддерживающие створы; на фиг. 4 - механизм отделения немерного остатка, вид в плане; на фиг. 5 - вид на рольганг с торца со стороны ножниц; на фиг. 6 - вариант заднего упора с отсекателем.
Рольганг 1 установки установлен справа шарнирно на опоры стойки 2 и слева на пневмоцилиндр 3. При этом обеспечивается зазор между штангой и нижним ходом рольганга и его опускание при резке заготовки. На рольганге укреплен пневмоцилиндр 4, который может поджимать роликом 5 разрезаемый пруток к рольгангу. Доталкиватель 6 остатка штанги с помощью рычага 7 соединен с цилиндром 8, который перемещается и поворачивается, опуская рычаг 7 с помощью ролика 9, катящегося по спиральному пазу направляющей 10. За ножницами установлен упор 11. Во время подачи штанги к упору поддерживающие створы 12-13 сомкнуты, а при движении ползуна вниз раскрываются с помощью рейки 14 и шестерен 15, 16 и 17, обеспечивая свободное удаление отрезной заготовки. Для исключения удара отрезной заготовки об упор во время разрезки штанги упор при ходе ползуна вниз отходит от заготовки за счет связи упора с поршнем пневмоцилиндра 18. Возвращается упор в исходное положение при ходе ползуна ножниц вверх.
Перемещается цилиндр 18 с упором 11 от электродвигателя 19 через червячный редуктор 20 и винт 21, который перемещает каретку 22 по направляющему валу 26. а заданном положении каретка зажимается на направляющем валу 23 при помощи двух сухариков 24 от пневмоцилиндра 25 через шток-рейку 26 и винт с шестерней 27.
Контроль величины перемещения заднего упора при дозировании отрезной заготовки по весу происходит посредством сельсина 28, который, перемещаясь вместе с кареткой заднего упора 22, имеет некоторый угол поворота ротора за счет связи его с неподвижной рейкой 29 через пару шестерен 30. При достижении необходимой величины перемещения заднего упора, которая задается сельсином-задатчиком весового дозирующего устройства, сельсин 28 дает команду на выключение электродвигателя.
Ролики рольганга вращаются от электромотора 31 через редуктор 32, пневмомуфту 33, цепную передачу 34 на приводной опорный вал рольганга. Когда разрезаемый пруток подается к упору, включается конечный выключатель 35 от штока 36. От конечного выключателя 35 подается команда на зажим штанги прижимом ножниц 37 к подушке 38. После зажима штанги прижимом ножниц подается команда на выключение муфты 33 привода рольганга, отход заднего упора 11, раскрытие створ 12-13, выключение муфты ножниц для рабочего хода ползуна и опускание ролика 5. Отрезная заготовка транспортером 39 удаляется в тару мерных заготовок. Немерная заготовка отсекателем 40, который поворачивается от пневмоцилиндра 41, удаляется в отдельную тару. При ходе ползуна вверх упор 11 возвращается в исходное положение, створки 12 и 13 закрываются, прижим 37 поднимается и муфта привода рольганга выключается.
Затем пруток подают на следующий шаг и цикл повторяется. При этом ролик 5 постоянно прижимает штангу к рольгангу, а муфта ножниц может быть постоянно включенной, обеспечивая непрерывный ход ползуну ножниц в том случае, если конечный выключатель 35 при подаче штанги будет включаться раньше конечного выключателя одиночных ходов ножниц.
Когда ролик 5 соскакивает с подаваемого прутка, включается конечный выключатель 42, который дает команду на работу доталкивателя 6, и ролик 5 возвращается в исходное положение.
При выборе немерного остатка, когда его величина наибольшая (т.е. равна сумме длины заготовки и расстояния а) и когда величина а больше длины отрезной заготовки необходимо применять отсекатель 43, который сталкивает немерный остаток своим скосом вниз на транспортер. Для гашения энергии удара отсекатель опирается на пружину 44.
Порезка следующей штанги осуществляется в аналогичной последовательности.
Подача прутка, дорезка его до технологического отхода и разделение мерных и немерных заготовок в данном случае может осуществляться в автоматическом режиме.
При резке заготовок заданного веса уменьшается разброс веса отрезанных заготовок от разных прутков одного номинала, что ведет к экономии металла и повышению стойкости штампов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к пресс-ножницам для резки прутков | 1981 |
|
SU996113A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Устройство для мерной резки проката | 1980 |
|
SU998008A1 |
| Устройство для резки прутков на мерные заготовки | 1985 |
|
SU1269924A1 |
| Устройство для обработки длинномерного материала | 1987 |
|
SU1488077A1 |
| Токарный автомат | 1979 |
|
SU856666A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Устройство для резки прутков на мерные заготовки с отбраковкой немерных отходов | 1974 |
|
SU516483A1 |
Установка для резки прутков, содержащая рольганг для подачи прутков, прессножницы и два раскрывающихся захвата для поддержания немерного остатка, отличающаяся тем, что, с целью удаления немерного остатка из зоны резки и предотвращения поломки ножей, она снабжена связанными системой автоматического управления, отсекателем немерного остатка и роликом, служащим для прижима разрезаемого прутка к рольгангу и дающими команду доталкивателю, выполненному в виде стержня, закрепленного на качающемся рычаге и получающего перемещение от цилиндра, например пневматического, установленного на рольганге и снабженного датчиком, сообщающим команду на раскрытие захватов.
