Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении игл, предназначенных для установок сушки табака в плотной массе.
Цель изобретения - повышение качества получаемых изделий путем обеспечения стабилизации перемеш,ения заготовок в процессе их обработки.
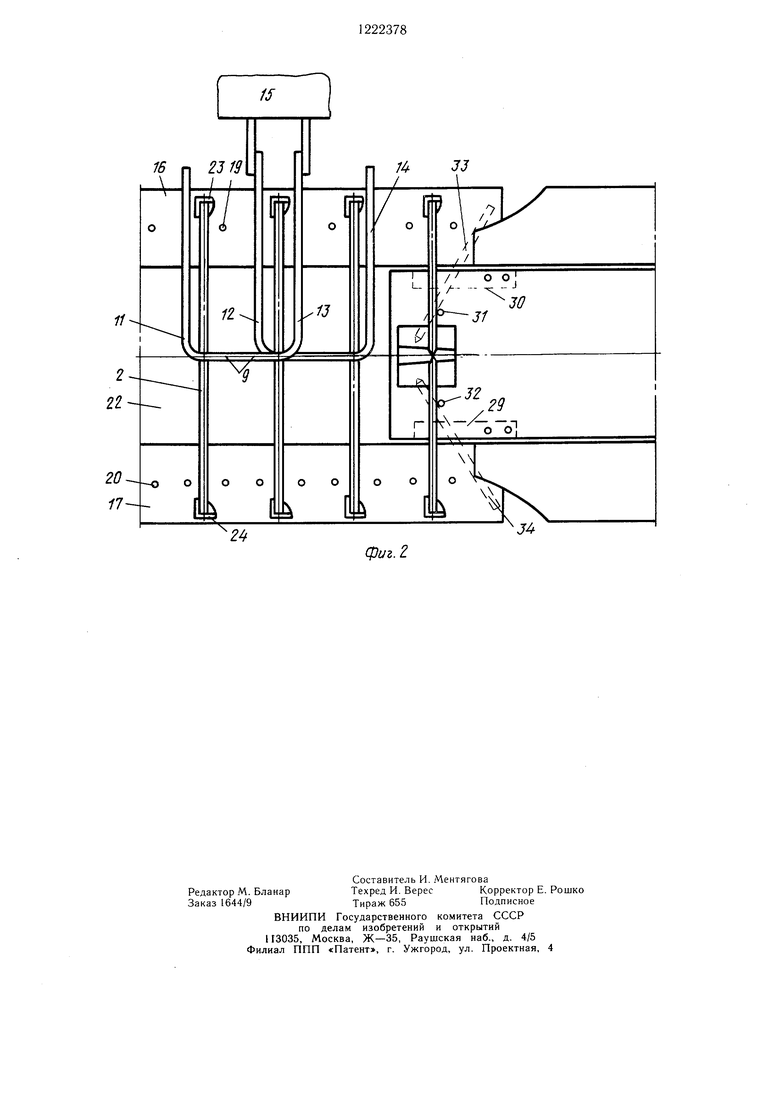
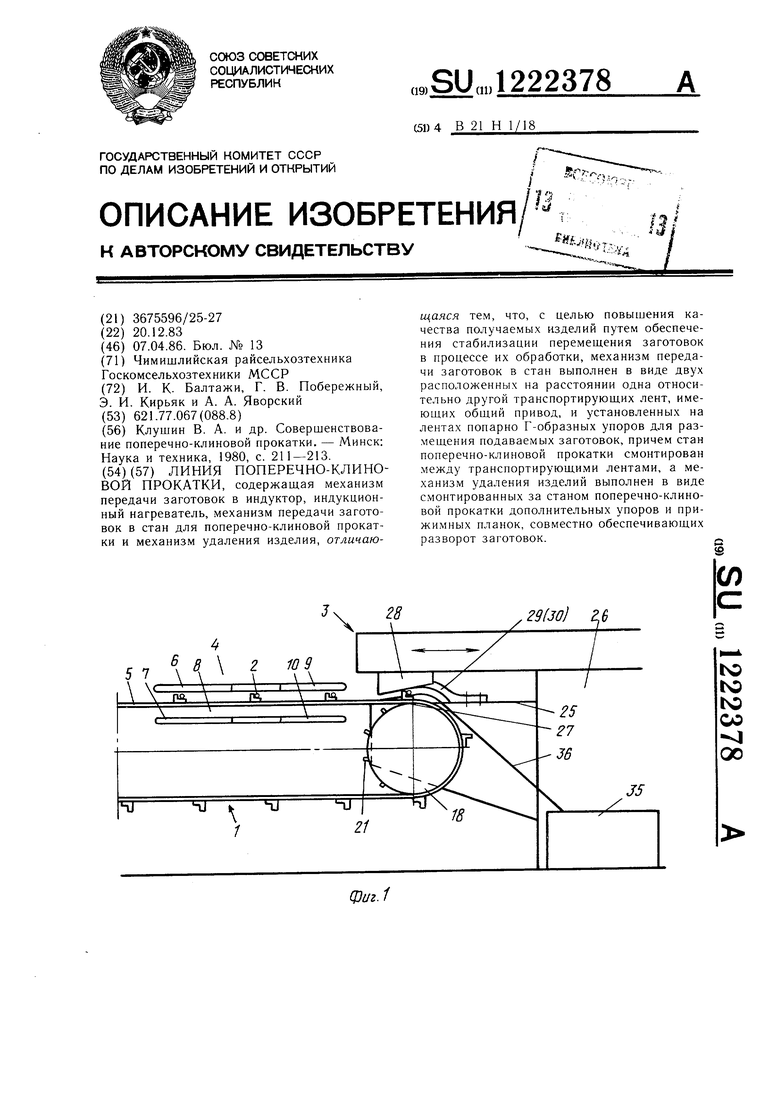
На фиг. 1 показано устройство, вид сбоку; па фиг. 2 - то же, вид сверху.
Устройство 1 для индукционного нагрева расположено в линии, включаюшей установку для мерной резки проволоки (не изображена) на стержневые заготовки, имеющие длину, равную длине двух игл, питатель (не изображен), подаюш,ий стержневые заготовки 2 на транспортируюш,ий конвейер устройства 1 для индукционного нагрева и устройство 3 для резки стержневых заготовок посредине прокаткой с одпо феменным заострением концов игл.
Устройство 1 для индукционного нагрева содержит щелевой индуктор 4 и транспортирующий конвейер 5. Щелевой индуктор 4 образован двумя плоскими рамками 6 и 7, между которыми в щели 8 расположен транспортирующий конвейер 5. Элементы 9 и 10 рамок 6 и 7 расположены вдоль продольной оси трапспортирующего конвейера и представляют собой нагревающие индуктирующие проводники. Поперечные элементы 11 -14 рамок проходят над стержнями быстро и нагрева не осуществляют. Рамки индуктора 4 соединены с установкой ТВЧ 15.
Транспортирующий конвейер 5 содержит транспортирующие ленты 16 и 17 из неметаллического материала, которые охватывают ведущий барабан 18, Ленты 16 и 17 имеют отверстия 19 и 20, в которые входят пальцы 21, жестко закрепленные на барабане. Ввиду этого обеспечена жесткая связь лент 16 и 17 с ведущим барабаном 18. Ленты 16 и 17 конвейера расположены по краям конвейера. Между лентами 16 и 17 об- разована щель 22 конвейера. Продольные нагревающие проводники индуктора охватывают щель 22 конвейера в средней части.
На лентах 16 и 17 конвейера закреплены упоры 23 и 24 для стержневых заготовок. Последние питателем подаются на упоры 23 и 24 и расположены на этих упорах при перемещении ленты конвейера.
Устройство 3 для разрезки стержневых заготовок посредине и заострения концов игл представляет собой устройство поперечно-клиновой прокатки стержней, которое монтируется на столе 25 поперечно-строгального станка 26. Плиты 27 и 28 выполнены с клиновыми инструментами, которые осуществляют захват стержней и прокатку их при возвратно-поступательном перемещении верхней плиты 28. На столе 25 закреплены также прижимные планки 29 и 30 и упоры 31 и 32, относительно которых производится поворот игл 33 и 34 перед сбрасыванием их в контейнер 35. Для перемещения игл при сбрасывании в контейнер установлен склиз 36.
Устройство работает следующим образом.
Из питателя линии стержневые заготовки 2 подаются на транспортирующий конвейер 5, где они захватываются упорами 23 и 24 лент 16 и 17. При движении каждая заготовка 2 проходит через щель индуктора 4, где происходит ее разогрев в средней части. Далее заготовка подается на нижнюю плиту 27 устройства клиновой прокатки и проходит через щели, образованные между прижимными планками 29 и 30 и столом 25. При рабочем ходе верхней плиты 28 ее клиновый инструмент взаимодействует со стержневой заготовкой, осуществляя ее прокатку. Стержень разрезается с одновременным заострением концов. Образуются две иглы 33 и 34, которые при взаимодействии с упорами 31 и 32 стола сбрасываются по склизу 36 в контейнер 35.
Использование предлагаемого устройства обеспечивает непрерывную подачу стержней на ленте конвейера с нагревом их посредине для разделения их на две иглы и одновременного заострения концов игл прокаткой, что по сравнению с аналогичными устройствами значительно повышает производительность.
Фиг.г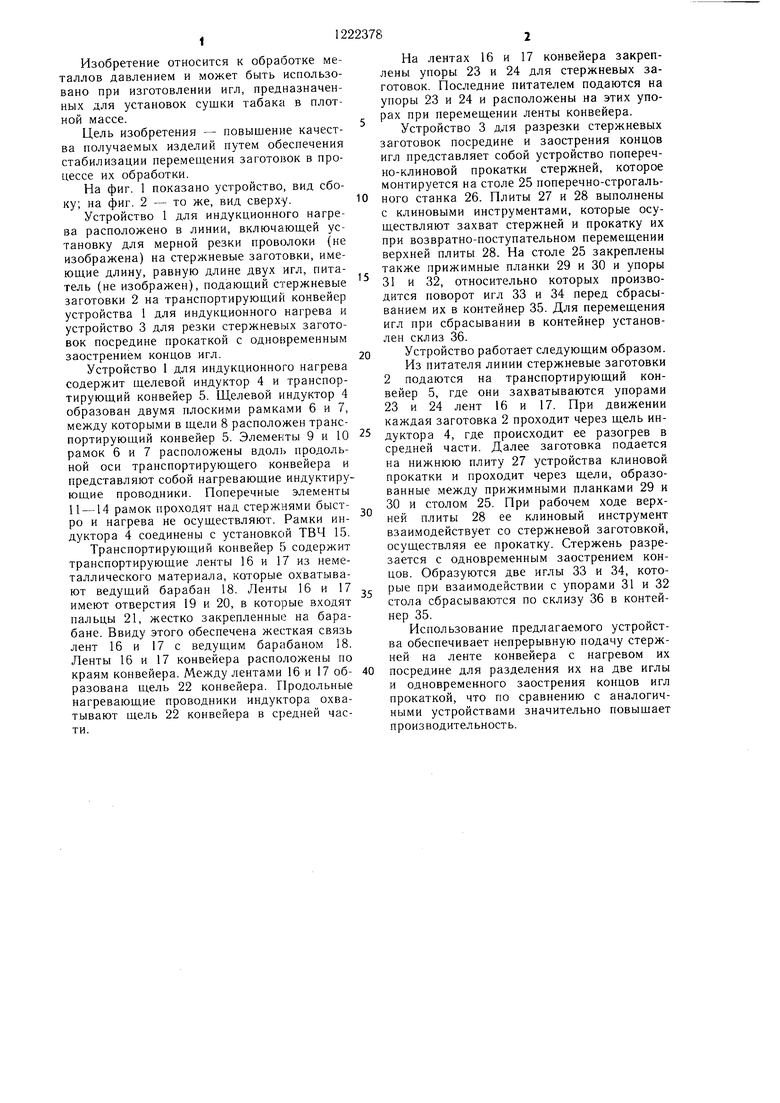
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Установка для нагрева заготовок | 1976 |
|
SU605841A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Стан для поперечно-клиновой про-КАТКи | 1978 |
|
SU795670A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ ЗАГОТОВОК ИЗ ПЛОСКОГО МАТЕРИАЛА И ПРОКАТКИ МАТЕРИАЛА | 1992 |
|
RU2049583C1 |
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
| Автоматическая линия для безоблойной штамповки поковок длинномерных изделий | 1986 |
|
SU1402402A1 |
| Клушин В | |||
| А | |||
| и др | |||
| Совершенствование поперечно-клиновой прокатки | |||
| - Минск: Наука и техника, 1980, с | |||
| Способ добывания бензина и иных продуктов из нефти, нефтяных остатков и пр. | 0 |
|
SU211A1 |
