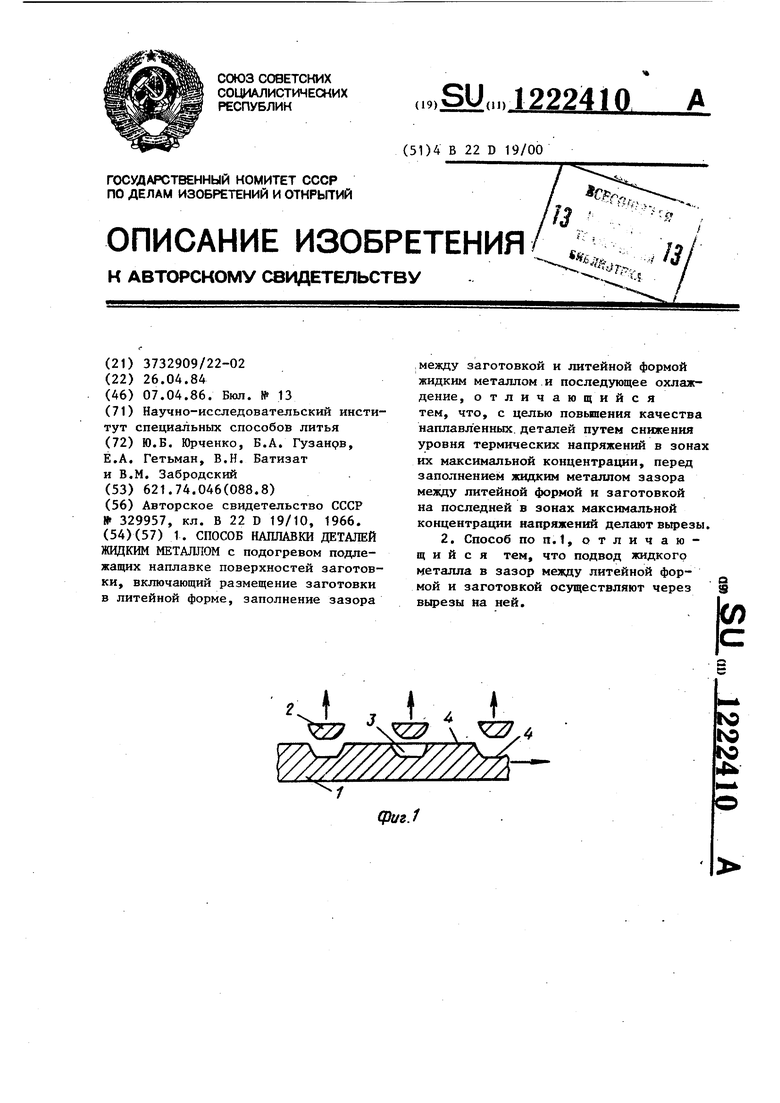
Изобретение относится к литейному производству, в частности к способам изготовления многослойных и восстановления изношенных деталей в литейных формах наплавкой жидкого металла
Цель изобретения - повьшение качества наплавленных деталей путем снижения уровня термических напряжений в зонах их максимальной концентрации.
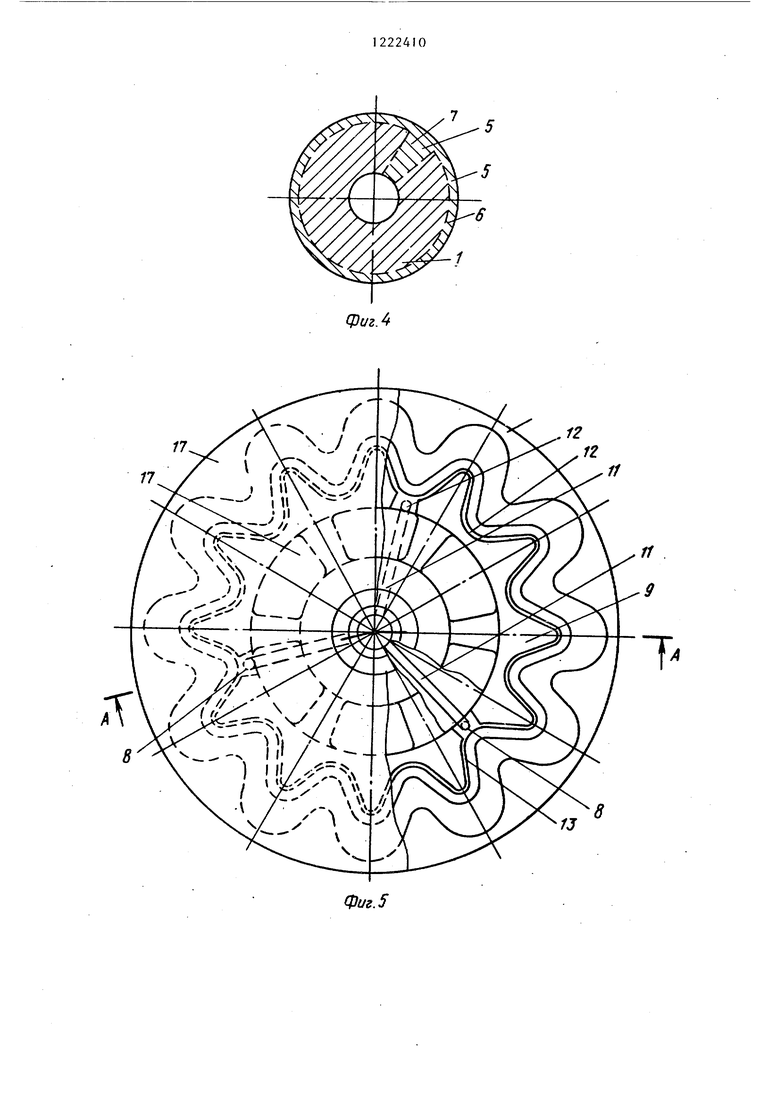
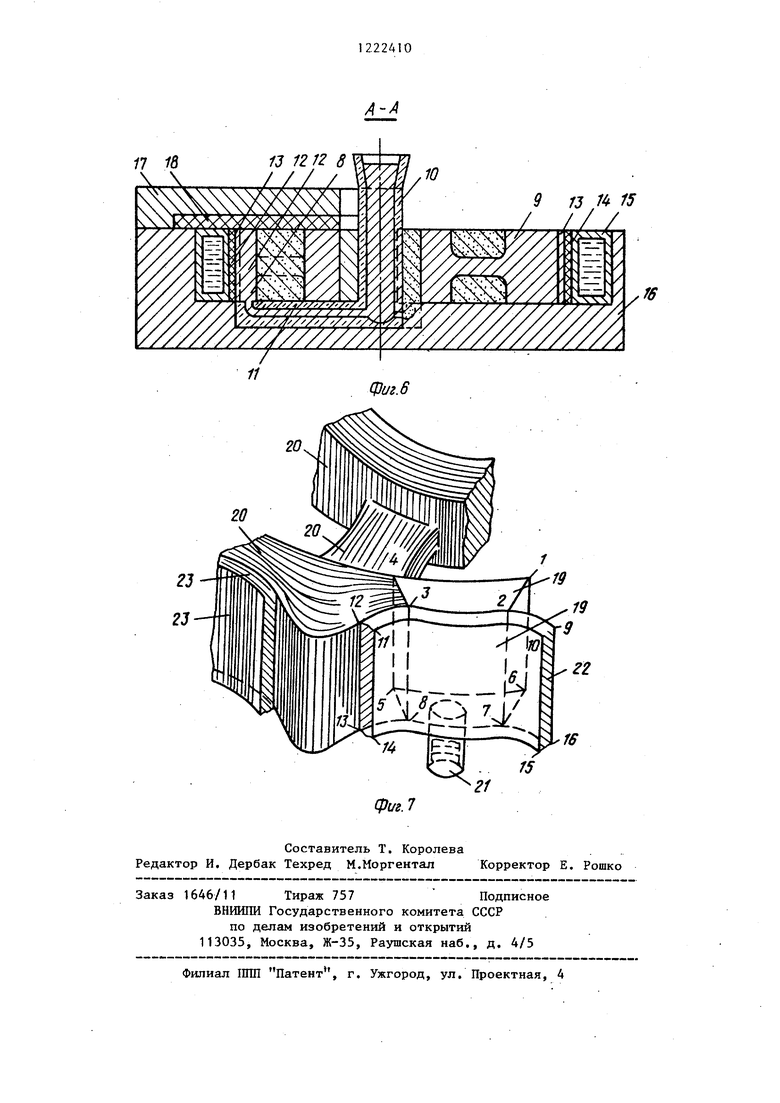
На фиг. 1 и 2 схематично показаны операции удаления частей плоской заготовки и подачи к ней жидко.го металла; на фиг. 3 и 4 - те же, для заготовок типа диска или кольца; на фд1г, 5 - литейная форма (вид сверху) для восстановления наплавкой жидким металлом изношенных ведущих колес гусеничных тракторов, вид сверху; на фиг. 6 - разрез А-А на фиг. 5; на фиг. 7 - схема подвода жидкого металла к плоскости заготовки, образованной в результате удаления ее части.
В плоской заготовке 1 удаляют части 2 (фиг. 1 и 2). В результате образуются полости 3. Заготовку нагревают по поверхности 4 и на нее подают слой жидкого металла 5, кото- рьй в частях 6 затвердевает раньше, чем в частях 7.
На наплавке колеса трактора (фиг. 5 и 6) уровень возникающих в восстанавливаемом колесе напряжений уменьшают тем, что в каждой заготовке, подлежащей наплавке, предварительно удаляют части 8 обода 9 между соседними спицами. Затем при заливке жидкого металла в литниковую систему 10 он по питателям 11 поступает через полости 12 заготовки в полость 13, образованную термозащитной облицовкой 14 медного индуктора 15, установленФиг.г
5
0
ного в опоку 16, а также верхней опорой 17 с утеплителем 18.
В результате наплавки полностью в осстанавливают геометрию детали- колеса.
При подводе Ж1едкого металла через полость (фиг. 7) заготовки, образованную в результате удаления ее части, в части 19 заготовки 20 вместе с частью литниковой системы 21 и частью наплавляемого слоя 22 образуется тепловой узел по отношению к наплавляемому на заготовку слою 23. При этом выбирается суммарный объем так, что процесс затвердевания жидкого металла завершается в тепловом узле 21 - 19 - 22 по отношению к наплавляемому на колесо слою 23. Этой же цели служит утеплитель 18 (фиг.6).
Способ обеспечивает снижение уровня и благоприятное перераспределение термических напряжений в изготавливаемых многослойных, либо восстанавливаемых наплавкой жидкого металла деталях, что исключает возможность образования различного рода трещин как при изготовлении, либо восстановления этих деталей, так и в процессе их эксплуатации. Кроме то- 0 го, упрощается и становится более надежным подвод лсидкого металла при наплавке.
Использование предлагаемого способа в промьшшенности улучшит эксплуатационные свойства деталей, а при восстановлении ведущих колес гусеничных тракторов с тяговым усилием в 20 и 30 кН увеличится срок их службы в 2 раза. При этом, экономия металла составит 8-10% от массы восстанавливаемого колеса, а экономия электроэнергии - 3-3,5 кВт/ч на одно колесо.
5
5
0
фиг A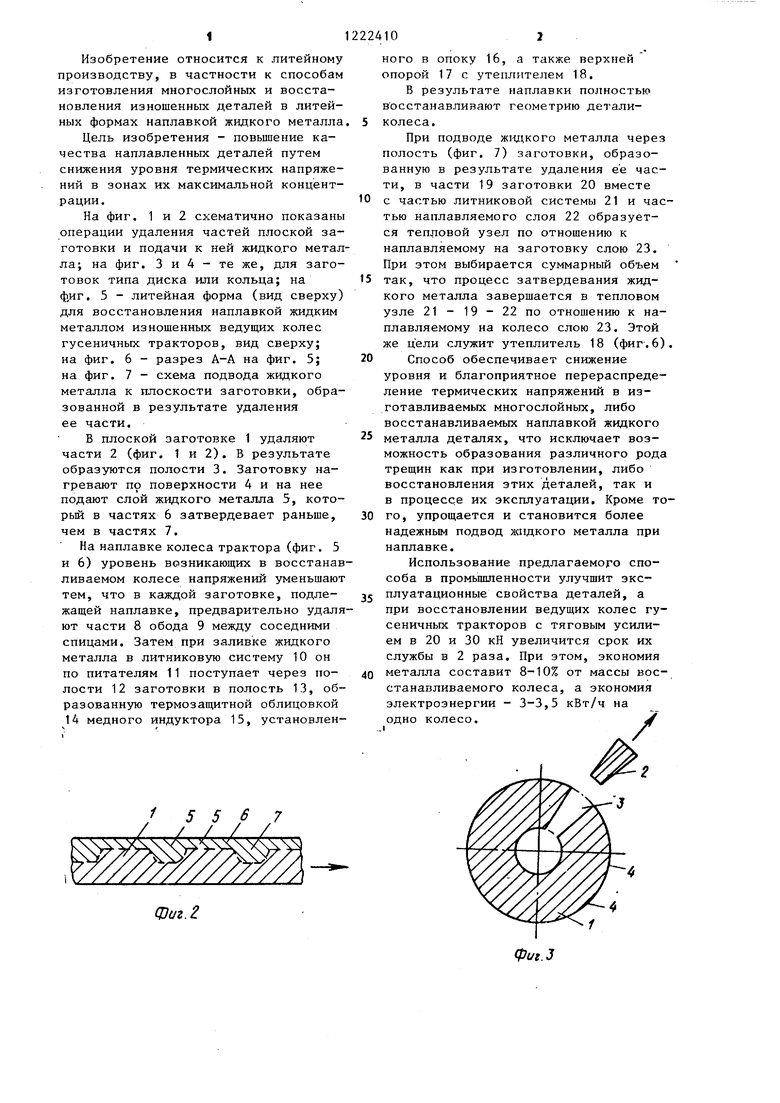
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления зубьев ведущих колес гусеничных машин | 1989 |
|
SU1731562A1 |
| СПОСОБ НАПЛАВКИ ПЛАВЯЩИМСЯ ЛЕЖАЩИМ ЭЛЕКТРОДОМ | 1998 |
|
RU2133177C1 |
| Способ наплавки деталей | 1980 |
|
SU939168A1 |
| Способ наплавки металла на деталь | 1981 |
|
SU1026947A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 1996 |
|
RU2109614C1 |
| Способ восстановления деталей | 1991 |
|
SU1822372A3 |
| Способ восстановления деталей | 1990 |
|
SU1773620A1 |
| Способ восстановления звена гусеницы | 1987 |
|
SU1458075A1 |
| Установка для наплавки деталей | 1978 |
|
SU814562A1 |
| Установка для наплавки деталей | 1980 |
|
SU933233A1 |
17
17
12
12
11
/J
8
Фиг. 5
Фиг.6
20
16
15
Составитель Т. Королева Редактор И, Дербак Техред М.Моргентал Корректор Е, Рошко
Заказ 1646/11 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Филиал 111Ш Патент, г. Ужгород, ул. Проектная, 4
(риг. 7
| СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ | 0 |
|
SU329957A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
