г
Г
..J I
4 Ю
Oi О5
О5
о: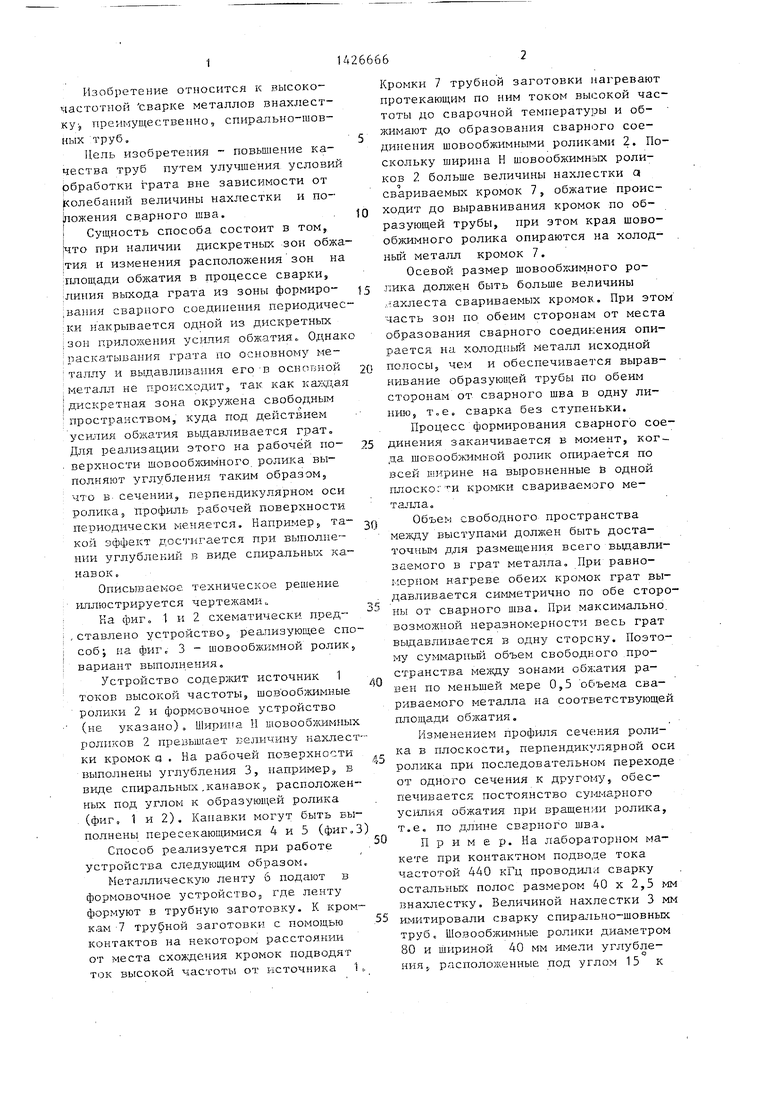
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Шовообжимной ролик | 1978 |
|
SU770700A1 |
| Способ изготовления спиральношовных труб | 1980 |
|
SU893283A2 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1310061A1 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1980 |
|
SU902889A2 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1143481A1 |
| Шовообжимный ролик | 1986 |
|
SU1362524A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2009 |
|
RU2393036C1 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1977 |
|
SU707643A1 |

Изобретение относится к области высокочастотной сварки металлов внахлестку, преимущественно спирально- шовных труб. Цель - повышение качества труб путем улучшения условий обработки грата вне зависимости от колебаний величины нахлестки и положения сварного шва. При сварке трубы из заготовки 6 ток высокой частоты подают на кромки от источника 1. Сформованные с перехлестом кромки обжимают роликами 2, формируя дискретные зоны обжатия. На рабочей поверхности роликов 2 для этого выполнены периодические углубления 3 в виде спиральных канавок, расположенных наклонно к образующей ролика, или в виде взаимопересекающихся канавок. Способ позволяет повысить качество спирально-шовных труб за счет исключения вдавливания грата в основной металл трубы. 4 з.п. ф-лы, 3 ил. 
Фиг.
Изобретение относится к высокочастотной сварке металлов внахлестку, преимущественно, спирально-шовных труб.
Цель изобретения - повьшшние качества труб путем улучшения условий обработки грата вне зависимости от олебаний величины нахлестки и по- Ьожения св.арного шва, I Сущность способа состоит в том, |что при наличии дискретных зон обжа |тия и изменения расположения зон на тшощади обжатия в процессе сварки, ;линия вькода грата из зоны формиро- ;ва}1ия сварного соединепия периодичес :ки накрывается одной из дискретных :зон приложения усилия обжатия с, Однак :раскатывания грата по основному металлу и выдавливания его в основной металл не прог сходит, так как I дискретная зона окрулсена свободным : пространством, куда под действием усилия обжатия вьщавливается грат. Для реализации этого на рабочей по- . верхности шовообжимного ролика выполняют углубления таким образом, что в сечении, перпендикулярном оси ролика 5 профиль рабочей поверхности периодически меняется. Например, такой эффект дoc Jигaeтcя при выполнении углублений в виде спиральньс канавок.
Описываемое техническое; решение 1-шлюстрируется чертежами„
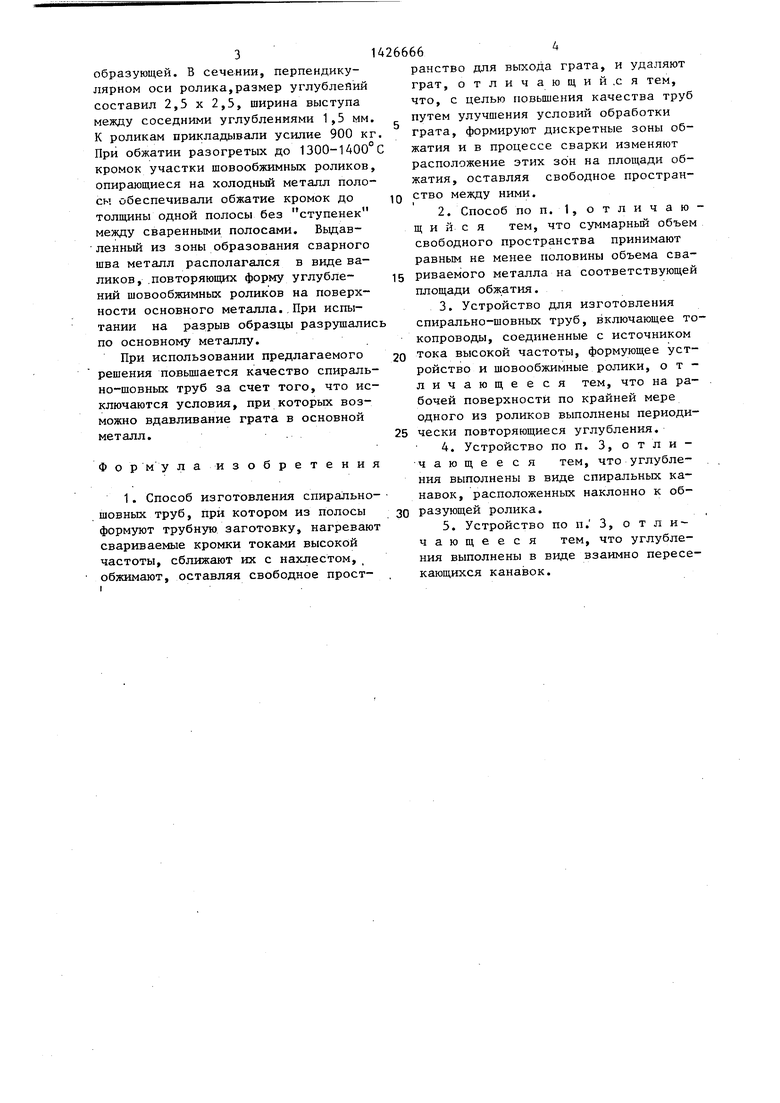
Ка фиг о 1 и 2 схематически пред- ,ставлено устройство, реализующее способ; на фиг. 3 - шовообжимной ролик, вариант выполнения.
Устройство содерлшт источник 1 токов высокой частоты, шовообжимные ролики 2 и формовочное устройство (не указано) . Ширина II шовообйшмных роликов 2 превышает величину нахлестки кромок q . На рабочей поверхности выполнены углубления 3, например, в виде спиральных .канавок J распололсен- ных под углом к образующей ролика (фиг, 1 и 2), Капавки могут быть выполнены пересекаюпщмися 4 и 5 (фиг„3
Способ реализуется при работе устройства следующим образом.
Металлическую ленту 6 подают в формовочное устройствоэ где ленту формуют в трубную заготовку. К кромкам 7 трубной заготовки с помощью контактов на некотором расстоянии от места схождения кромок подводят ток высокой частоть от источника 1
0
.5
0
5
0
0
5
0
5
Кромки 7 трубной заготовки нагревают протекающим по ним током высокой частоты до сварочной температуры и обжимают до образования сварного соединения шовообжимными роликами 2. Поскольку ширина Н шовообжимных роликов 2 больше величины нахлестки а свариваемых кромок 7, обжатие происходит до выравнивания кромок по образующей трубы, при этом края шово- обжшчного ролика опираются на холод- ньш металл кромок 7.
Осевой размер шовообяеимного ролика долнсен быть больше величины ..лахлеста свариваемых кромок. При этом часть зон по обеим сторонам от места образования сварного соединения опирается па холодный металл исходной полосы, чем и обеспечивается выравнивание образующей трубы по обеим сторонам от сварного шва в одну линию, т„е. сварка без ступеньки.
Процесс формирования сварного соединения заканчивается в момент, когда шовообжимной ролик опирается по всей ширине на выровненные в одной плоско; и кромки свариваемого металл а«
Объем свободного пространства между выступами должен быть достаточным для размещения всего выдавливаемого в грат металла. При равномерном нагреве обеих кромок грат выдавливается симметрично по обе стороны от сварного шва. При максимально, возможной неравномерности весь грат выдавливается в одну сторону. Поэтому суммарньм объем свободного пространства между зонами обя;атия равен по меньшей мере 0,5 объема свариваемого металла на соответствующей площади обжатия.
Изменением профиля сечения ролика в плоскости, перпендикулярной оси ролика при последовательном переходе от одного сечения к другому, обеспечивается постоянство су.марного усилия обжатия при вращении ролика, т.е. по длине сварного шва.
Пример. На лабораторном макете при контактном подводе тока частотой 440 кГц проводила сварку остальных полос размером 40 х 2,5 мм внахлестку. Величиной нахлестки 3 мм имитировали сварку спирально-шовных труб. Шовообжимные ролики диаметром 80 и шириной 40 мм имели углубления , расположенные под углом 15 к
образующей. В сечении, перпендикулярном оси ролика,размер углублений составил 2,5 х 2,5, ширина выступа между соседними углублениями 1,5 мм. К роликам прикладывали усилие 900 кг. При обжатии разогретых до 1300-1400°С кромок участки шовообжимных роликов, опирающиеся на холодный металл полосы обеспечивали обжатие кромок до толщины одной полосы без ступенек между сваренными полосами. Выдавленный из зоны образования сварного шва металл располагался в виде валиков, .повторяющих форму углублений щовообжимных роликов на поверхности основного металла.,При испытании на разрыв образцы разрушались по основному металлу.
При использовании предлагаемого решения повьшается качество спирально-шовных труб за счет того, что исключаются условия, при которых возможно вдавливание грата в основной металл..
Фор мула из обретения
426666
ранство для выхода грата, и удаляют грат, отличающий.с я тем, что, с целью повышения качества труб путем улучшения условий обработки грата, формируют дискретные зоны обжатия и в процессе сварки изменяют расположение этих зон на площади обжатия, оставляя свободное простран- д ство между ними.
20 тока высокой частоты, формующее устройство и шовообжимные ролики, отличающееся тем, что на рабочей поверхности по крайней мере одного из роликов выполнены периоди25 чески повторяющиеся углубления.
Фиг. 2
фив. 3
| Способ изготовления спиральношовных труб | 1978 |
|
SU749485A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
