25
Изобретение относится к сварке, а именно к конструкции устройства для изготовления секций из листов и ребер жесткости.
Целью изобретения является повышение качества сварки путем повышения точности фрезерной обработки кромок листов.
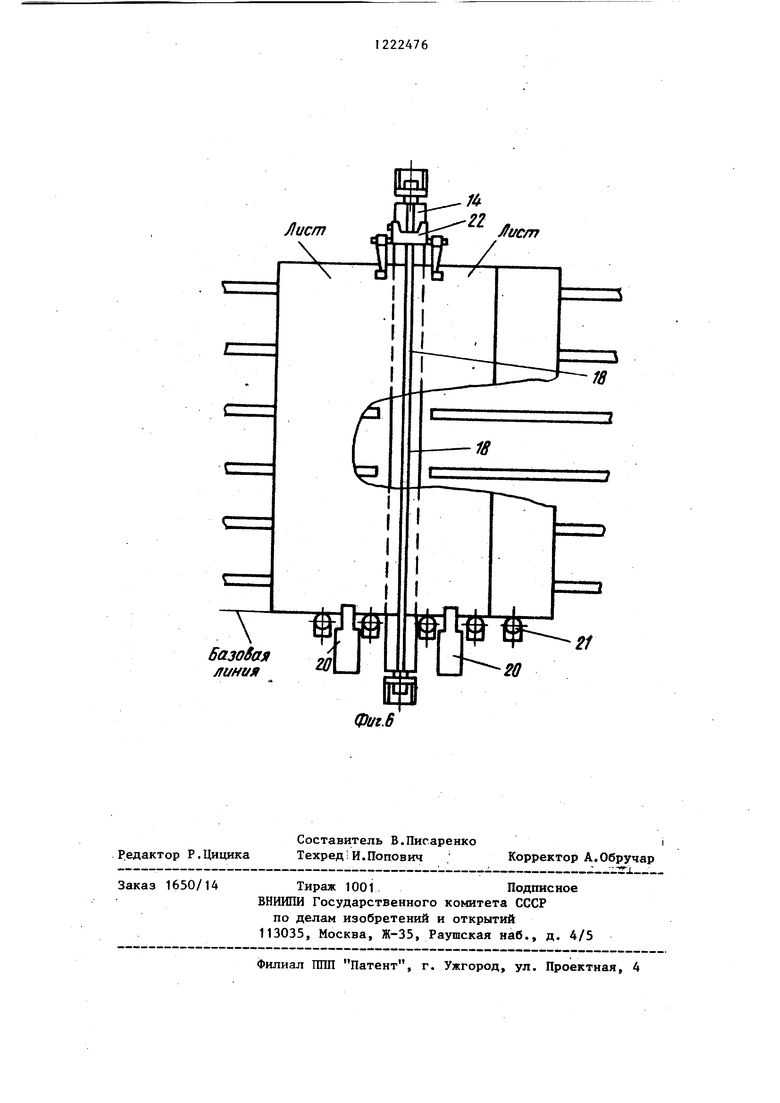
На фиг. 1 показана механизированная поточная линия, вид сверхуJ на фиг. 2 - то же, вид с торца; на фиг. 3 - узел I на фиг. 2f на фиг. 4- разрез А-А на фиг. 2} на фиг. 5 - разрез Б-Б на фиг. 3, на фиг. 6 - закрепленные на линии лист ы, вид сверху.
Устройство содержит листоуклад- чик 1 для подачи листов.
Транспортная система устройства 20 состоит из цепных транспортеров 2 и 3, служапшх для транспортирования листов и полотнищ по линии.
Портал А состоит из стоек 5 и поперечины 6 с направляющей, на которой установлены с возможностью перемещения вдоль нее сварочньй автомат 7, фрезерное и зачистное устройство 8, причем оба они имеют общий электропривод перемещения (не показан).,
Фрезерное и зачистное устройство 8 имеет каретку и индивидуальный электропривод вращения фрезы и щетки, а также коробку скоростей для 35 изменения числа оборотов фрезы (не . показаны).
Механизм прижима листов выполнен в виде установленного концентрично на шпинделе 9 приводного стакана 10, снабженного двумя осями, расположенными перпендикулярно направлению перемещения каретки зачистного устройства 8, на которых с возможностью наклона установлена рамка, оснащенная двумя цапфами, расположенными параллельно направлению перемещения каретки зачистного устройства В, йа каждой из которых с возможностью наклона установлено коромысло 11 50 с закрепленными на его концах бочкообразными роликами для прижима кромок листов. Стакан 10 может пере-- мещаться по вертикали с помощью винтового механизма 12. В шпинделе 55 закреплена фреза 13. Ролики могут поворачиваться на коромыслах 11 относительно рамки в двух плоскостях
12224762
Ложемент 14, на котором производится фрезерование и сварка листов, состоит из бруса 15, вставленного полуосями 16 в неподвижно закреп5 ленные к полу кронштейны 17. По трем граням брус снабжен пластинами 18 с канавками различной формы для формирования обратной стороны сварного шва при односторонней сварке
10 встык листовых конструкций с одновременной прокаткой околошовной зоны роликами сварочного автомата (не показаны). Размеры и геометрия канавок зависят от диапазона тол15 щин свариваемых листов и определены экспериментальным путем. На четвертой грани вьшолнен паз на всю длину бруса для возможности фрезе30
40
45
рования, в который встроены выдвижные упоры 19, образующие совместно с захватами 20, стационарными упорами 21 и струбциной 22 систему ориентации и фиксации листов при их установке на ложемент перед фрезерованием. .
Кантователь 23 полотнищ предназначен для контроля геометрии сваренного полотнища, для контроля качества обратного формирования сварного шва и дальнейшего транспортирования полотнища в перевернутом положении.
Установщик 24 ребер жесткости предназначен для установки /и приварки продольных ребер жесткости на сваренное из листов полотнище. Уста- новпщк 24 ребер одновременно может выполнять роль транспортирующего полотнища механизма.
Консольно-поворотная стрела 25 предназначена для установки и приварки поперечных ребер жесткости на полотнище с приваренными продольными ребрами жесткости.
Кантователь 26 секций предназначен для поворота полотнища с приваренными продольными и поперечными ребрами для последующей вырезки отверстий в нем.
Устройство работает следующим
образом.
Q
Листоукладчик 1 подает два листа. С помощью цепных транспортеров 2 и 3 листы подаются в зону фрезерования и сварки. Ориентирующими устройствами 19-21 оба листа устанавливаются на ложементе 14 с зазором между их кром
рования, в который встроены выдвижные упоры 19, образующие совместно с захватами 20, стационарными упорами 21 и струбциной 22 систему ориентации и фиксации листов при их установке на ложемент перед фрезерованием. .
Кантователь 23 полотнищ предназначен для контроля геометрии сваренного полотнища, для контроля качества обратного формирования сварного шва и дальнейшего транспортирования полотнища в перевернутом положении.
Установщик 24 ребер жесткости предназначен для установки /и приварки продольных ребер жесткости на сваренное из листов полотнище. Уста- новпщк 24 ребер одновременно может выполнять роль транспортирующего полотнища механизма.
Консольно-поворотная стрела 25 предназначена для установки и приварки поперечных ребер жесткости на полотнище с приваренными продольными ребрами жесткости.
Кантователь 26 секций предназначен для поворота полотнища с приваренными продольными и поперечными ребрами для последующей вырезки отверстий в нем.
Устройство работает следующим
образом.
Q
Листоукладчик 1 подает два листа. С помощью цепных транспортеров 2 и 3 листы подаются в зону фрезерования и сварки. Ориентирующими устройствами 19-21 оба листа устанавливаются на ложементе 14 с зазором между их кромками, равным диаметру фрезы (40мм), при этом брус 15 с помощью полуосей 16, входящих в отверстия кронштейнов 17, повернут пазом вверх. После ориентации и установки листы фиксируются неподвижно относительно ложемента 14 с помощью устройств 20 и 22. Встроенные упоры 19 утапливаются вниз, освобождая паз бруса 15 для прохода фрезы 13.
Фрезерное и зачистное устройство 8 совместно со сварочным автоматом 7 перемещается по направляющей поперечины 6 Б положение, соответствующее началу фрезерования. На начало кромок зафиксированных листов по шпинделю 9 опускается вниз рамка с роликами с помощью винтового механизма 12. Ролики рамки прижимают усилием 500 кг кромки листов к брусу 13 ложемента 14 впереди и сзади фрезы 13 по направлению обработки, устраняя тем самым вибраци кромок листов при обработке. Затем опускается фреэа 13, включается электропривод перемещения, каретки фрезерного устройства и вращения фрезы и производится одновременная обработка кромок у двух листов, причем ролики рамки катятся сверху листов, осуществляя постоянное приГжатие их кромок к брусу 15 ложемента 14 в зоне резания фрезой 13.
Так как ось фрезы 13 смещена относительно оси электрода сварочного автомата 7 на размер, равный половине диаметра фрезы, то после фрезерования кромка первого листа оказывается точно на линии сварки, а кромка второго отстоит на размер, равный диаметру фрезы 13, поэтому, не освобождая первый лист, сдвигают второй лист до упора в первый лист цепным транспортером 2. Таким образом, обе кромки оказываются на линии сварки.
Брус 15 ложемента 14 поворачивается в кронштейййх 17 так, чтобы сверху оказалась одна из граней.
2224764
имеющих пластины 18 с канавками, соответствующей диапазону сваривае- . мых толщин листов.
После этого обратным ходом прос изводится заварка стыка сварочным автоматом 7 методом односторонней сварки, при этом расплавленный металл сварного шва протекает в канавку пластин 18 и образует валик сварfQ ного шва на нижней поверхности стыка листов.
Далее сваренные листы освобождаются и сдвигаются вперед по ходу потока цепным транспортером 3. К сва15 ренным двум листам пристыковывается третий, затем четвертый и т.д. до полного изготовления полотнища. Полотнище переворачивается на 180 с помощью кантователя 23 полотнищ,
20 производится контроль качества обратного формирования сварного щва, установка и приварка продольных ребер жесткости с помощью установщика 24 продольных ребер жест25 кости. Установщик 24 транспортирует полотнище с приваренными прбдольны- ми ребрами жесткости на следующую ПОЗИЦИЯ), где при помощи стрел 25 . производится установка и приварка поперечных ребер жесткости на полотнище. Изготовленную таким образом секцию кантователя 26 переворачивают ребрами вниз и с помощью переносного механизированного инструмента производят вырезку в секции отвер35 стий различного назначения.
Устройство по сравнению с известным решением позволит повысить качество сварных швов путем обеспе- р чения точности зазора между кромками свариваемых листов в пределах +0,2 мм при длине кромок 8 м и более, повысить производительность путе исключения операции устранения 6palcsi сварных швов и сократить обслуживающий персонал и производственные площади путем осуществления операций фрезерования и сварку на одном рабочем месте.
30
45

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Способ изготовления крупногабаритных плоских секций | 1981 |
|
SU967742A1 |
| Способ изготовления сварных листовых конструкций | 1980 |
|
SU929369A1 |
| Стенд для сборки и сварки панелей | 1978 |
|
SU770712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ОБЕЧАЕК | 2014 |
|
RU2570249C1 |
| Способ изготовления двухшовных труб большого диаметра | 2017 |
|
RU2667194C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК РЕЗАНИЕМ ДЛЯ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2013 |
|
RU2560814C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТОНКОСТЕННЫХ КОНИЧЕСКИХ ОБЕЧАЕК С РЕБРАМИ ЖЕСТКОСТИ | 2012 |
|
RU2510686C1 |


Листы
Ослеферн
OctetoflKif
6-6
11
Фа4
Фи1.5
базобая линия
21
UU
Фиг.В
Редактор Р.Цицика
Составитель В.Пигаренко Техред:И.Попович
Заказ 1650/14
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал гаш Патент, г. Ужгород, ул. Проектная, 4
Корректор А.Обручар
. Si..
| СБОРОЧНО-СВАРОЧНЫЙ АГРЕГАТ | 0 |
|
SU236680A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
