Изобретение относится к области сварочного производства и может быть использовано в процессах изготовления тонкостенных обечаек с ребрами жесткости методами сварки, которые используются, например, в качестве тепловых экранов сопла ГТД.
Известен процесс изготовления конических обечаек, включающий размещение свариваемой обечайки в коническом обжимном каркасе, поперечное сжатие обечайки с совмещением свариваемых кромок, выравнивание ее торцов и фиксацию в требуемом положении с последующей сваркой стыков (SU 1747247, В23К 37/04, 1992 г.).
Известны также различные способы изготовления обечаек с ребрами жесткости, содержащие, например, установку обечайки в ложемент, ее фиксацию, размещение внутрь обечайки ребер жесткости и их приварку к поверхности обечайки (SU 343814, В23Р 19/02, 1972 г.); намотку на кольца жесткости тонкостенного листового материала и их приварку (SU 841880, В23К 37/04, 1981 г.); необходимое формообразование тонкостенной обечайки и приварку к ней ребер жесткости (RU 2082529, В23К 37/04, 1997 г.).
Недостатками известных технических решений являются, как правило, достаточная сложность технологического процесса, громоздкость и сложность необходимого производственного оборудования, а также дополнительное негативное влияние на конструкцию приварки ребер жесткости к обечайке
Задачей предлагаемого изобретения является значительное упрощение процесса изготовления тонкостенных обечаек с ребрами жесткости при сохранении требуемого качества получаемой конструкции.
Решение указанной задачи достигается тем, что производят формирование сегментов обечайки, отгибают продольные кромки сегментов, образуя ребра жесткости, а затем размещают сегменты на каркасе. Каркас содержит основание и установленные на нем съемные опорные пластины, образующие коническую поверхность и расположенные с зазорами между боковыми кромками смежных опорных пластин по образующей конической поверхности. Сегменты размещают на каркасе отогнутыми кромками в зазоры между опорными пластинами каркаса, производят поперечное сжатие сегментов до соединения отогнутых кромок смежных сегментов. Затем осуществляют фиксацию сегментов на каркасе в таком положении и сварку смежных сегментов друг с другом по линии продольных кромок с наружной стороны. Производят демонтаж съемных опорных пластин каркаса, полученную обечайку снимают с каркаса и производят ее последующую необходимую механическую обработку.
Изобретение поясняется чертежами, на которых:
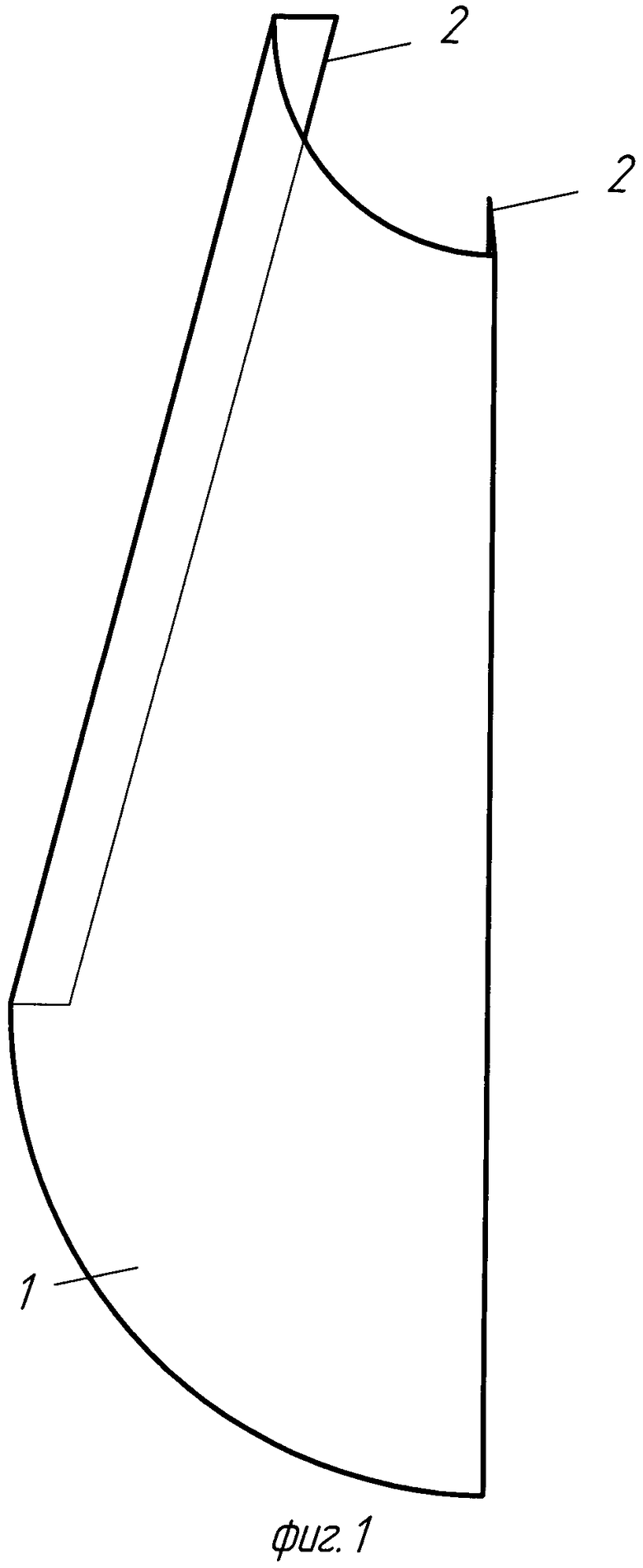
фиг.1 - сегмент конической обечайки;
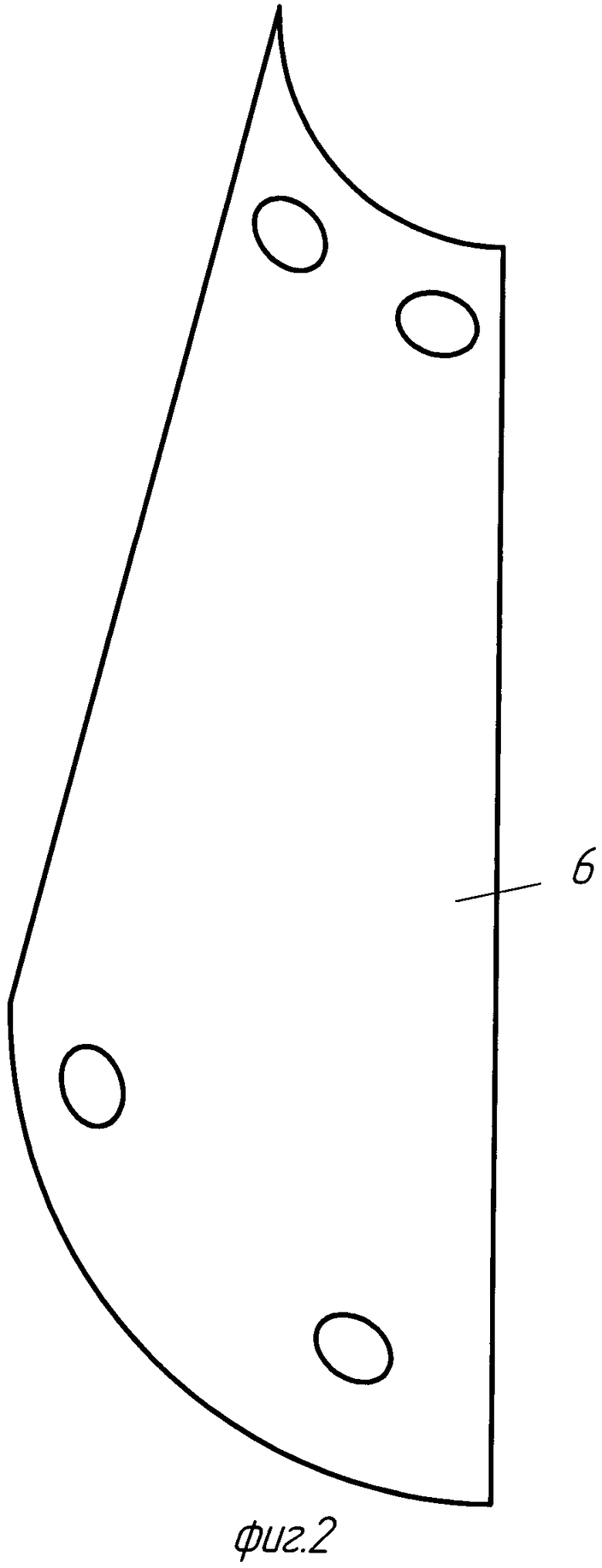
фиг.2 - съемная опорная пластина основания;
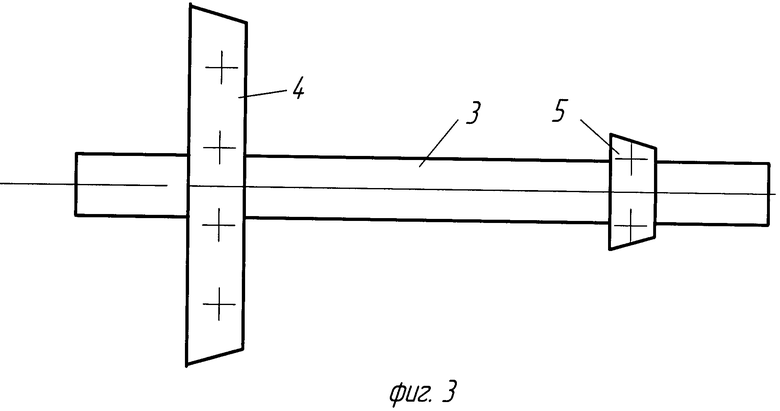
фиг.3 - основание;
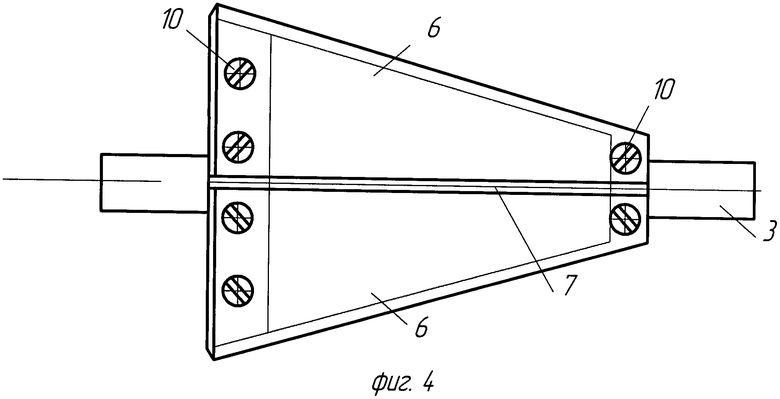
фиг.4 - основание со съемными опорными пластинами;
фиг.5 - коническая обечайка, собранная на основании;
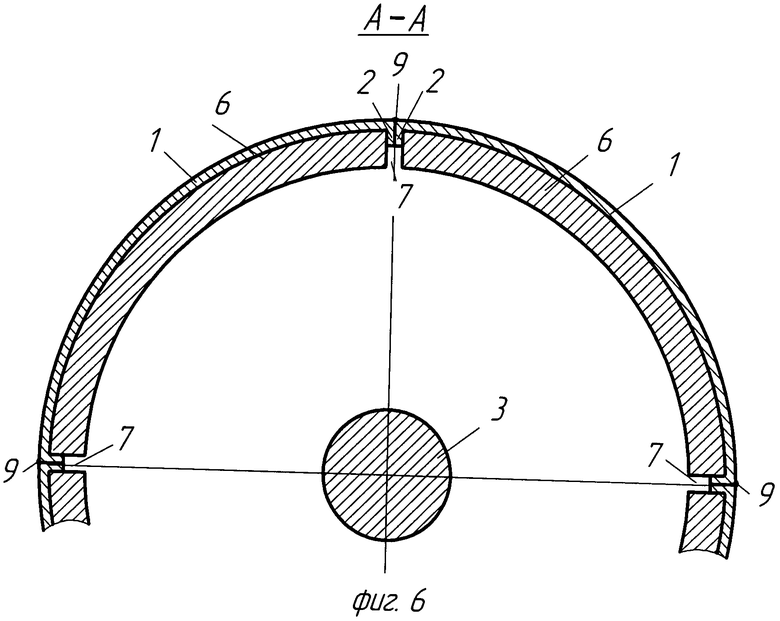
фиг.6 - сечение А-А, фиг.5.
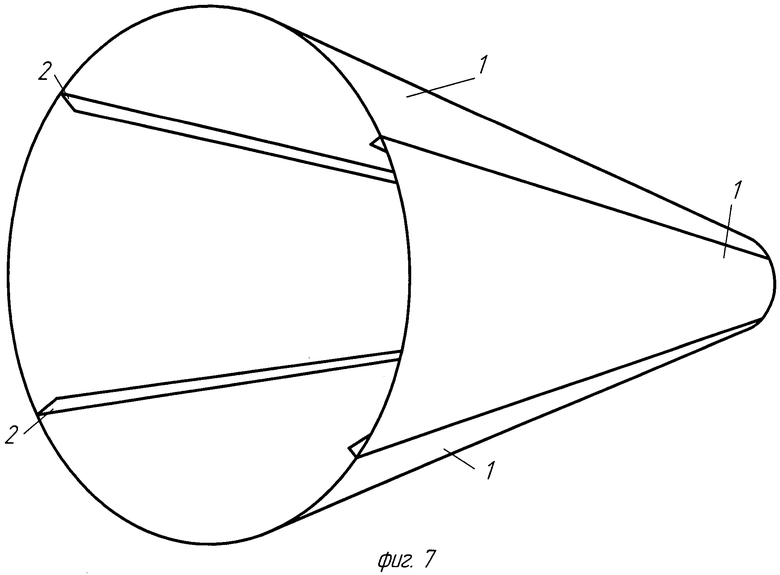
фиг.7 - готовая коническая обечайка
Пример выполнения способа
По заданным размерам формируют сегменты 1 конической обечайки. Производят отгибание продольных кромок 2 сегментов на требуемую величину для последующего образования ребер жесткости в конической обечайке. Затем размещают сегменты 1 конической обечайки на каркасе. Каркас содержит основание 3 с опорными элементами 4 и 5, например, коническими. Основание 3 имеет возможность установки своими концами в поворотное устройство (условно не показано). На опорные элементы 4 и 5 основания 3 устанавливают съемные опорные пластины 6 с боковыми зазорами 7 между ними по образующим конической поверхности. Опорные пластины 6 закрепляют винтами 10. Сегменты 1 конической обечайки размещают на каркасе отогнутыми кромками 2 в зазоры 7 между съемными опорными пластинами 6, после этого производят поперечное сжатие и фиксацию сегментов 1, например, хомутами 8 до стыковки отогнутых кромок 2 смежных сегментов 1 конической обечайки. Затем осуществляют сварку (любым возможным способом) смежных сегментов 1 конической обечайки друг с другом по линии продольных кромок 2 с наружной стороны. После сварки производят демонтаж съемных опорных пластин 6 с основания 3 совместно со сваренной обечайкой. Из полости обечайки последовательно извлекают съемные опорные пластины 6. В обечайке отогнутые кромки 2 сегментов 1, приваренные между собой, образуют ребра жесткости. Затем производят последующую необходимую механическую обработку - зачистку сварных швов 9 обечайки, подрезание ее торцов и т.д. В результате сварная обечайка с ребрами жесткости, выполненными за одно целое с материалом сегментов, обретает требуемые прочностные свойства, а потому повышается и надежность ее в эксплуатации также и за счет сварки сегментов обечайки друг с другом по отогнутым кромкам.
Способ предназначен для изготовления тонкостенных конических обечаек с ребрами жесткости методом сварки. Производят формирование сегментов обечайки. Отгибают продольные кромки сегментов для получения ребер жесткости, размещают сегменты на съемных опорных пластинах, установленных на основании каркаса с образованием конической поверхности и с зазорами между боковыми кромками смежных опорных пластин. Сегменты обечайки размещают на каркасе отогнутыми кромками в зазорах между опорными пластинами. Производят поперечное сжатие сегментов до соединения отогнутых кромок смежных сегментов. Затем осуществляют фиксацию сегментов на основании в таком положении и сварку смежных сегментов друг с другом по линии продольных кромок с наружной стороны. После этого производят демонтаж съемных опорных пластин каркаса. Полученную обечайку снимают с каркаса вместе со съемными пластинами. Затем производят последующую необходимую механическую обработку полученной обечайки. Способ позволяет изготавливать сварную обечайку с ребрами жесткости, выполненными за одно целое с материалом сегментов, что обеспечивает ей требуемые прочностные качества. При этом повышается надежность в эксплуатации обечайки еще и за счет сварки сегментов обечайки друг с другом по отогнутым кромкам. 7 ил.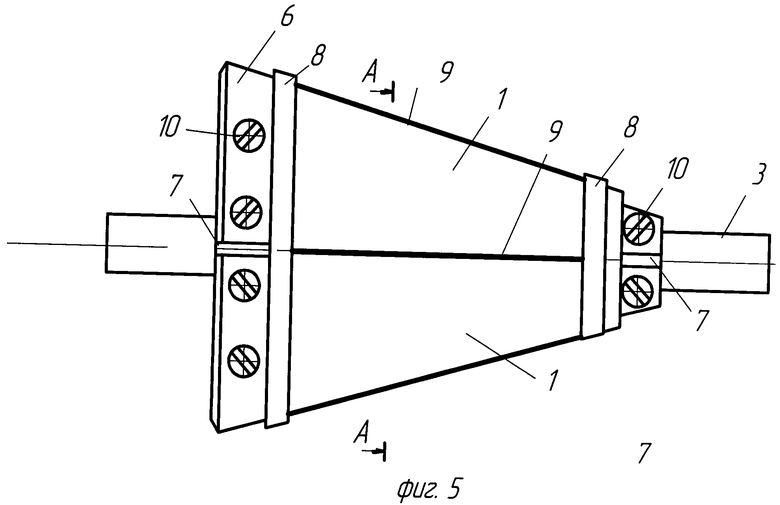
Способ изготовления сварных тонкостенных конических обечаек с ребрами жесткости, отличающийся тем, что осуществляют формирование сегментов обечайки, образование на них ребер жесткости путем отгибания продольных кромок сегментов, размещение сегментов на съемных опорных пластинах каркаса, установленных на основании каркаса с образованием конической поверхности и с зазорами между боковыми кромками смежных опорных пластин, при этом сегменты размещают отогнутыми кромками в зазоры между опорными пластинами каркаса, осуществляют их поперечное сжатие до соединения отогнутых кромок смежных сегментов, их фиксацию на каркасе в таком положении и сварку смежных сегментов друг с другом по линии продольных кромок с наружной стороны, затем осуществляют демонтаж съемных опорных пластин с основания каркаса вместе с полученной обечайкой и ее последующую механическую обработку.
| Устройство для сборки и сварки продольных стыков конических обечаек | 1990 |
|
SU1747247A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Функциональный генератор напряжения ступенчатой формы | 1977 |
|
SU622113A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| CN 201249338 Y , 03.06.2009 | |||
| DE 3643104 C , 24.03.1988 | |||
| US4763830A1,16.08.1988 | |||

