Известен агрегат для сборки н сварки inaxTных вагонеток с индивидуальным поджимом листов в районе каждой привариваемой лобовины. Сварочные листы в нем деформируются обкаткой роликами, -переналадка на новый тииоразмер вагонеткя с аналогичной системой )ебер жесткости осуидествляется за счет изменения расстояния между сварочными головкаЛ1И и прижимными роликами.
Предложенный сборочно-сварочн1)1Й агрегат предназначен для сборки и ириварки балок набора на иолотнигца.х плоских судовых панеле. Опорное устройство в нем В1 1иолнено в виде одного те;1а враи;ения, расположенного непос)едствепно иод инднвпдуальным нажимным устройством. Сварочная головка и наиравляюицш базовые ролики смонтированы на одной силовой головке. Кроме того, агрегат снабжен устройством для фрезерования 1кромок стыкуемых листов, а электродвигатель - кремниевыми вентилями.
Это обеснечивает устранение зазора между свариг5аемыми в тавр элементами, бескопирное Направление сварочной дугп но шву, поСТОЯНСТ1Ю зазора между свариваем1)1мп встык лпстамп, а также бесступенчатую регулировку оборотов электродвигателя.
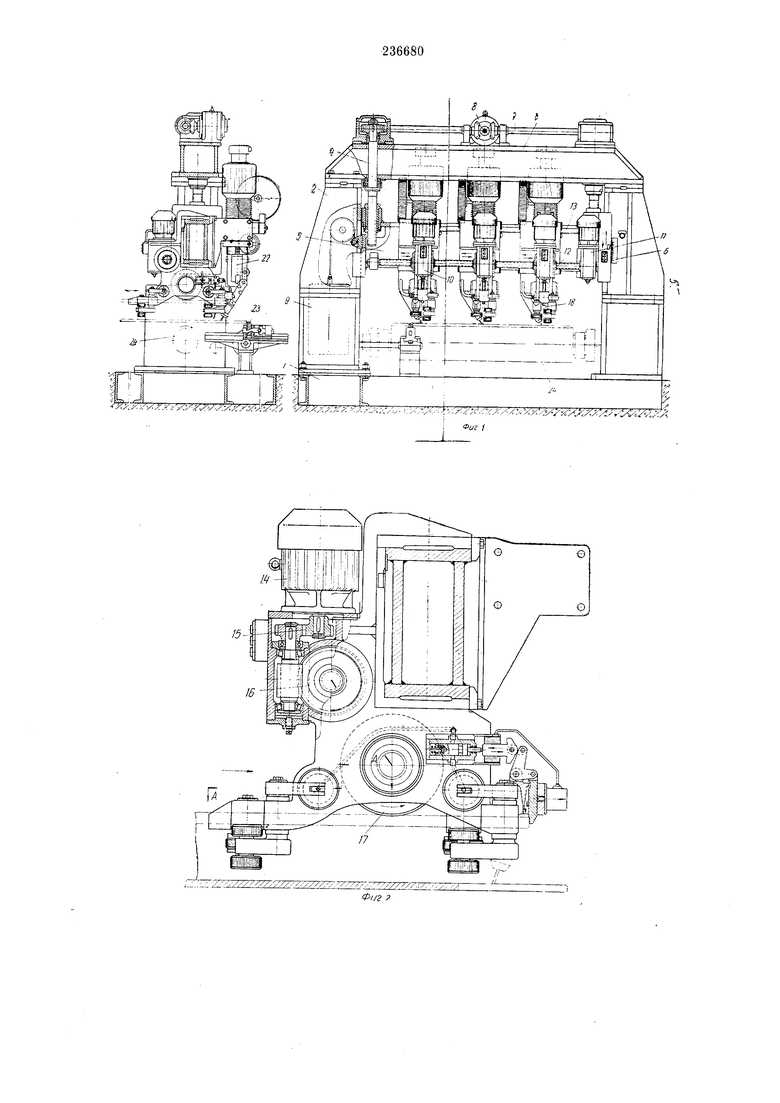
устройство агрегата, вид сбоку; на фиг. 4 - то же, вид сверху; на фиг. 5 - устройство для фрезерования кромок, вид спередп.
.Агрегат представляет собой портал, состоящий из нижней фундаментной рамы /, установленных на ней двух стоек 2 и связывающей их верхней балки 3. По стойкам 2 с помои1ью грузовых винтов 4 перемещается траверса 5. Положение траверсы контролируется ио Ш1кале 6. Винты 4 приводятся во вращенпе механизмом 7 от электродвигателя 8. Для разгрузки винтов 4 предусмотрены противовесы .9.
Траверса 5 несет на себе три силовые головки 10 и прпвод 11 групповой настройки головок. Головки вдоль траверсы иеремепдаются с иомощью винта 12, а положение их контролируется по шкале 13. Индивидуальный прн1ЮД для каждой головки содержпт электродвигатель 14, передачу 15 и червячный редуктор 16, колесо которого внутренней резьбой связано с винтом 12.
В нижней части головки расположен нажимной ролик 77 для ирижатия балок продольного набора к листам 18 свариваемой панели. Для фиксации иривариваемых балок в нопе 1ечном направленпи служат две пары боковых роликов 19, прижимаюш,их с по.мощью гпдропилиндров 20 балки к базовым роликам 21.
(|MiKcaniin полотнищ по длине is нижней части порта; ; смонтирован упор 23 нолотнин,.
Оиорнос устройство аг)егата выполнено в виде вала 24, расположенного под силовыми ro/ioi;i aMH. Вал смонтирован в ои() н,еках 25, качающихся вокруг оси 26 и поворачнва1ои1,11хся ги;|)оинлиндром 27. Вал приводится во 1 ;1ан1ение электродвигателем 28 с кремниеВ1-.1МИ венти;1ям 1 через редуктор 29 и шестерни -/(9. Для уменьшения влияния неровностеГ на С арнваем1 1х панелях (наирилгер. иопе1)ечных 1ПВ015) на работу привода вал 24 нокрыт слоем |)езнны.
Продольные кромки свариваемых нанелей ()6)аГ)атыва1от двухшиинде.льнымн фрсзерными головками: неподвижной н подвижной. Перемещеппе подвижной головки при наCTj) автомата оеуи1,ествляется электродвн|;1телем .)/ либо вручную с номон1ью махови1ча .72.
При настройке агрегата силовые головки по ншрине размещаются с 11омони ю нндивиду; льных приводов от .электродвигателей 14. В случае сохранения расстояния между головками ирн иеренастройке агрегата они могут одновременно с.менитться с помои1,ью привода // групповой настройки. После настройки в агрегат 1июдятся до соответствующих упоров листы иане.П и ба;1ки , регулируется ио.южеыпе сварочных головок и вк.почается
привод вала. После этого нронесс сварки ианели и обработ;-:а ее боковьгх кромок происходят автоматически.
П р е д м е т и з о б р е т е н и я
). Сборочно-сварочный агрегат для сборки и п)иварки балок набора на полотнип1ах плоских судовых панелей, состоящий из рамы пО()тала, главного привода, упора полотнищ п
Tpaiiepcbi с раздвижными сварочны.ми головка.1И н нрпжи.мнымп роликами, отличающийся тем, что, с целью устранения зазора .между евариваемыми в тавр элемента.ми, его оиорное устройство выполнено в виде одного тела вращення, расноложонного непосредственно под индивидуальным нажимным устройством.
2.Агрегат ио и. 1, отличающийся тем, что, с нелью бескоппрного направления сварочной дуги ио щву, его сварочная головка и направляющие базо1я,1е ролики с.монтированы на одной силовой головке.
3.Агрегат по пи. 1 и 2, отличающийся тем, что, с целью обеснечення постоянства зазора между свариваемыми встык листами и раздел:ки кромок, он снабжен устройством для фрезерования кромок стыкуемых листов.
4.Агрегат по пп. 1-3, отличающийся тем, что, с целью обеспечения бесстуненчатой регулировки оборотов электродвигателя, последний
снабжен кремппевЫМИ вентилями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для сборки и сварки элементовпРОдОльНОгО пРОфиля K пОлОТНищу | 1979 |
|
SU848227A1 |
| Стенд для сборки и приварки балокК пОлОТНищАМ плОСКиХ СудОВыХ пА-НЕлЕй | 1979 |
|
SU812491A1 |
| Установка для сборки и сварки тонких лент | 1988 |
|
SU1590302A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Установка для дуговой сварки полос встык | 1979 |
|
SU785007A1 |
| Установка для сборки и сварки изделий с прямолинейными сварными соединениями | 1978 |
|
SU779162A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Устройство для изготовления секций из листов и ребер жесткости | 1984 |
|
SU1222476A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ВСТЫК ТОНКИХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ БЕЗ ПРИСАДОЧНЫХ МАТЕРИАЛОВ ДЛЯ СВАРКИ С ИСПОЛЬЗОВАНИЕМ ЗАЖИМНЫХ ПРИЖИМНЫХ УСТРОЙСТВ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ПРИЖИМНОГО ЭЛЕМЕНТА, ПРИГОДНОГО ДЛЯ СОЗДАНИЯ ДВУХ ИЛИ БОЛЕЕ РАЗЛИЧНЫХ УРОВНЕЙ ДАВЛЕНИЯ | 2007 |
|
RU2432243C2 |

/54 Н
7
ЩКг lit
