«
Изобретение отнЪсится к устройствам, автоматизирующим подачу плоских деталей из кассеты на рабочую пози- цию и обратно в кассету, и может быть использовано в электронной, радиотехнической промьшленности, а также в машино- и приборостроении.
Целью изобретения является повышение производительности за счет обеспечения непрерывности процесса и сокращение производственной площади за счет использования одной технологической кассеты для обработанных и подлежащих обработке изделий.
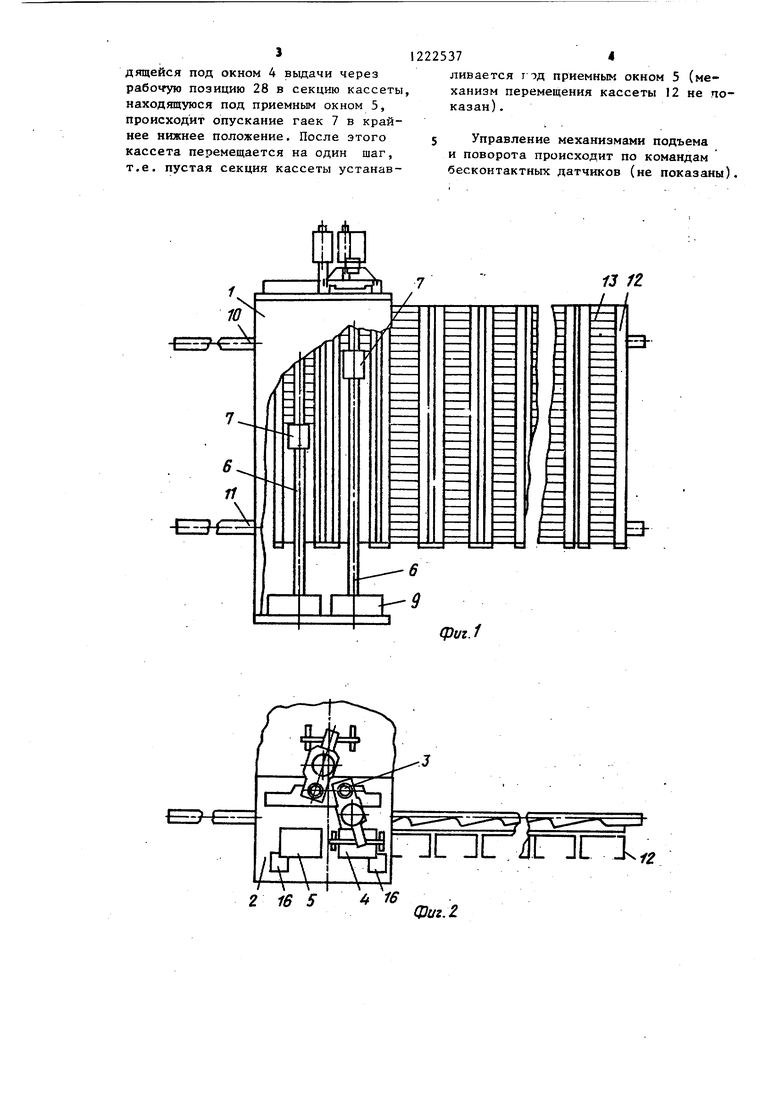
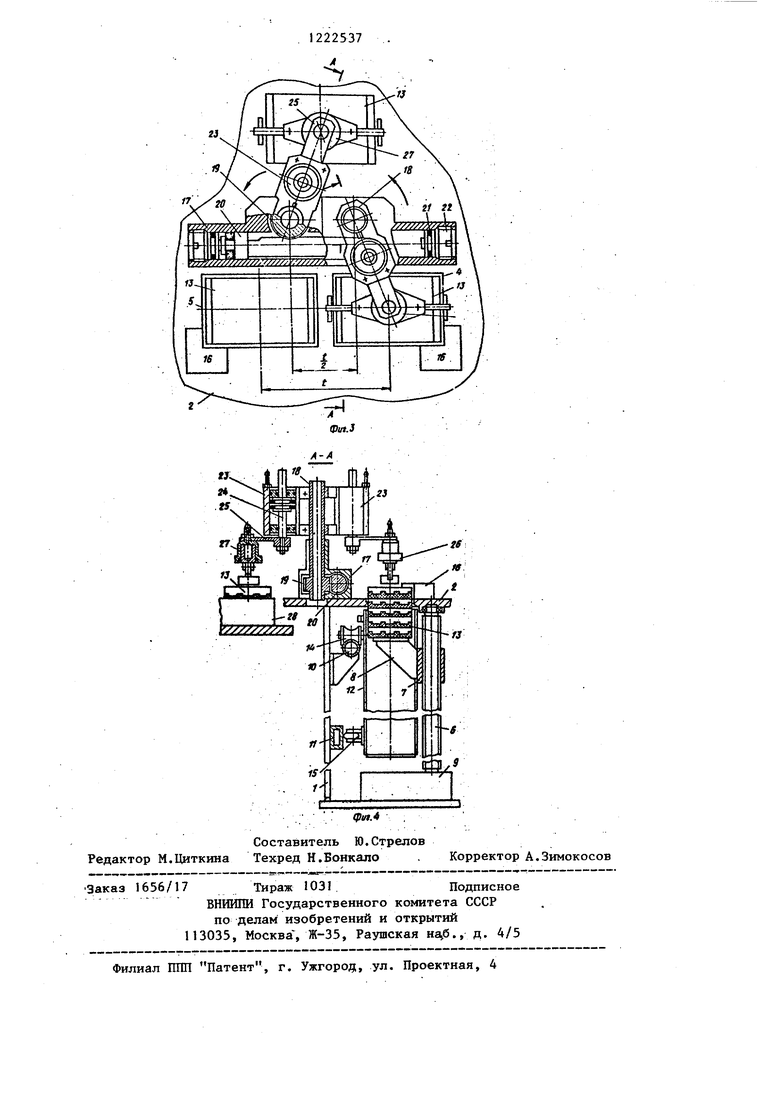
На фиг. 1 показало устройство, общий вид; на фиг. 2 то же, вид сверху; на фиг. 3 - манипулятор, вид сверху; на фиг. 4 - разрез А-А на фиг. 3.
Робототехнологический Комплекс состоит из корпуса 1, на верхней плите 2 которого смонтирован манипулятор 3, В плите 2 выполнены два окна 4 и 5 соответственно для выдачи и приема деталей. В корпусе 1 размещены два винта 6 с гайками 7, снабженные кронштейнами 8. Вращение винтов 6 осуществляется приводом 9. На корпусе 1 закреплены направляющие 10 и 11, по которым перемещаетг ся многосекционная кассета 12 с изделиями 13 на рамках 14 и 15. По углам окон 4 и 5 установлены фотодатчики 16. Манипулятор 3, осуществляющий передачу изделий 13, состоит из корпуса 17, являнмдегося корпусом цилиндра поворота в котором размещены две.вертикальные стойки 18 с зубчатыми колесами 19, находящимися в зацеплении с рейкой 20, являющейся одновременно .штоком цилиндра поворота. Ход рейки 20 ограничивается втулками 21 и регулировочными гайками 22. На вертикальных стойках 18 смонтированы механические руки, состоящие из цилиндров 23, на штоках 24 которых смонтированы кронштейны 25 с захватами 26 и 27, рабочая позиция 28 технологического оборудования обслуживается манипулятором 3.
Устройство работает следукяцим образом.
Многосекционная кассета 12, заполненная изделиями 13, кроме первой секции, устанавливается на направляющих 10 и 11 таким образом, что первая секция многосекционной
225372
кассеты 12 совмещается с п зиемным окном 5, вторая секция кассеты 12 с изделиями 13. занимает положение под окном 4 вьщачи, причем изделия уло5 жены в ячейки кассеты 12 стопками.
В момент установки кассеты 12 гайки 7 с кронштейнами 8 занимают крайнее нижнее положение. При включении привода 9 начинают вращаться
10 винты 6, которые, вращаясь, перемещают гайки 7 с кронштейнами 8 вверх (фиг. 4), поднимая при этом к окну 4 вьщачи стопку изделий 13 до перекрытия верхним изделием фотодат15 чика 16, который в свою очередь дает команду на выключение привода 9. При этом кронштейн 8 с гайкой 7 под приемным окном 5 занимает верхнее положение, т.е. кронштейн становится на
20- уровне с поверхностью верхней плиты2.
Передача изделий 13 из поднятой стопкч изделий на рабочую позицию 28 и съем с нее осуществляют,ся манипулятором 3 следующим образом. Б ис25 ходном положении захват 26 находится над окном 4 выдачи, а захват 27 - над рабочей позицией 28. Для съема обработанного изделия 13с рабочей позиции 28 и загрузки рабочей пози30 Ции 28 цилиндр 23 опускают захваты 26 и 27 на изделие 13 и схватьта- ют его. После этого цилиндры 23 поднимают захваты 26 и 27 с изделиями и происходит поворот стоек 18 на
3J 180° за счет зубчатых колес 19 при перемещении рейки-штока 20. Подачей давления в левую полость цилиндра поворсута (одновременно являющегося корпусом 17 манипулятора 3j осущест40 вляется рабочий ход, т.е. захват 26 переносит изделие 13 с позиции окна 4 вьщачи на рабочую позицию 28. В то же время захват 27 переносит уже обработанное изделие 13 с рабочей
45 позиции 28 на кронштейн 8 окна 5 приема.
Подачей давления в правую полость цилиндра поворота осуществляется возврат захватов 26 и 27 в исходное положение (холостой ход), который происходит во время обработки изделия на рабочей позиции 28, т.е. не отражается на производительности.
Включение и выключение привода 9 на подъем и опускание кронштейнов 8 осуществляются фотодачтшсом 16. По окончании перекладывания стопы изделий 13 из секции кассеты 12, находящейся под окном 4 выдачи через позицию 28 в секцию кассеты, находящуюся под приемньм окном 5, происходит опускание гаек 7 в крайнее нижнее положение. После этого кассета перемещается на один шаг, т.е. пустая секция кассеты устанав12225374
ливается т эд приемным окном 5 (механизм перемещения кассеты 12 не показан) .
5 Управление механизмами подъема и поворота происходит по командам бесконтактных датчиков (не показаны).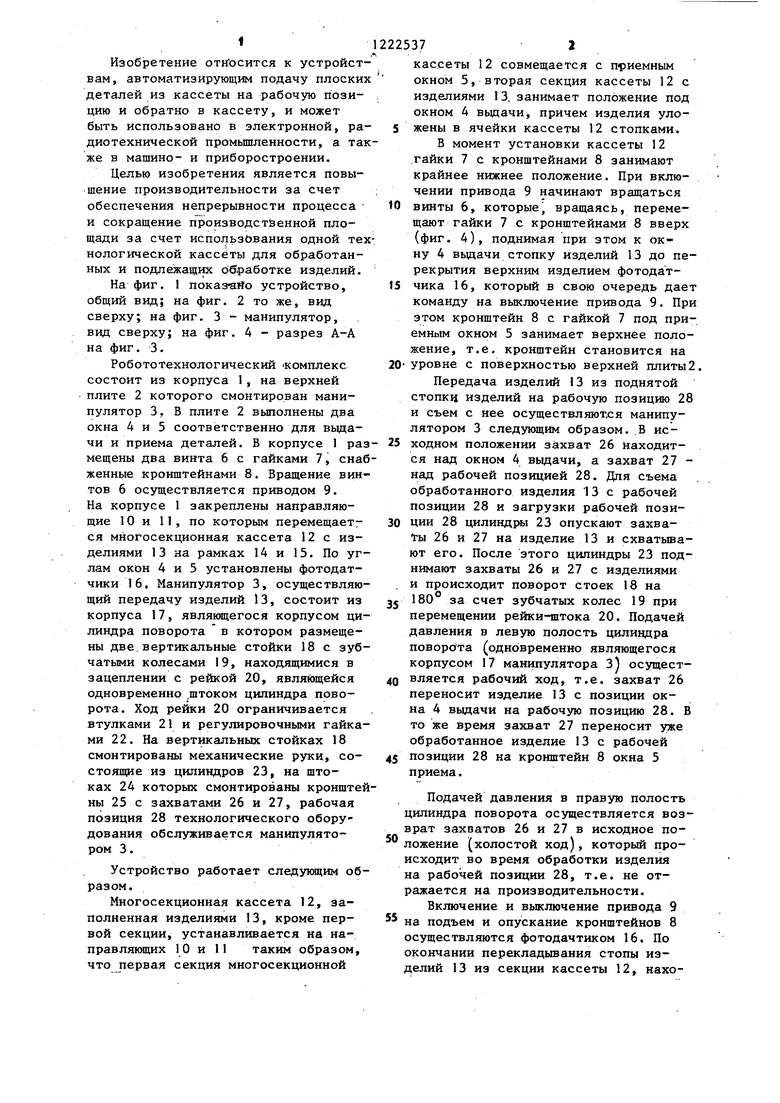
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки замков лопаток | 1982 |
|
SU1103993A1 |
| Автоматизированный комплекс для штамповки | 1982 |
|
SU1058684A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Линия для динамической балансировки роторов электродвигателей | 1987 |
|
SU1490521A1 |
| Установка для металлизации изделий | 1987 |
|
SU1595576A1 |
| Автоматическая линия | 1975 |
|
SU554999A1 |
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1698159A1 |
| Устройство для подачи и накопления деталей | 1986 |
|
SU1346393A1 |
| Устройство для накопления и выдачи длинномерных изделий | 1981 |
|
SU1009946A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |

/J 12.
(Риг.1
ПП
«
Фиг,1
/7
Редактор М.Циткина
Составитель Ю.Стрелов
Техред Н.Бонкало . Корректор А.Зимокосов
Заказ 1656/17 Тираж 1031Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская ., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Белянин П.Н | |||
| Промышленные роботы западноевропейских стран | |||
| - НИАТ, 1976, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
