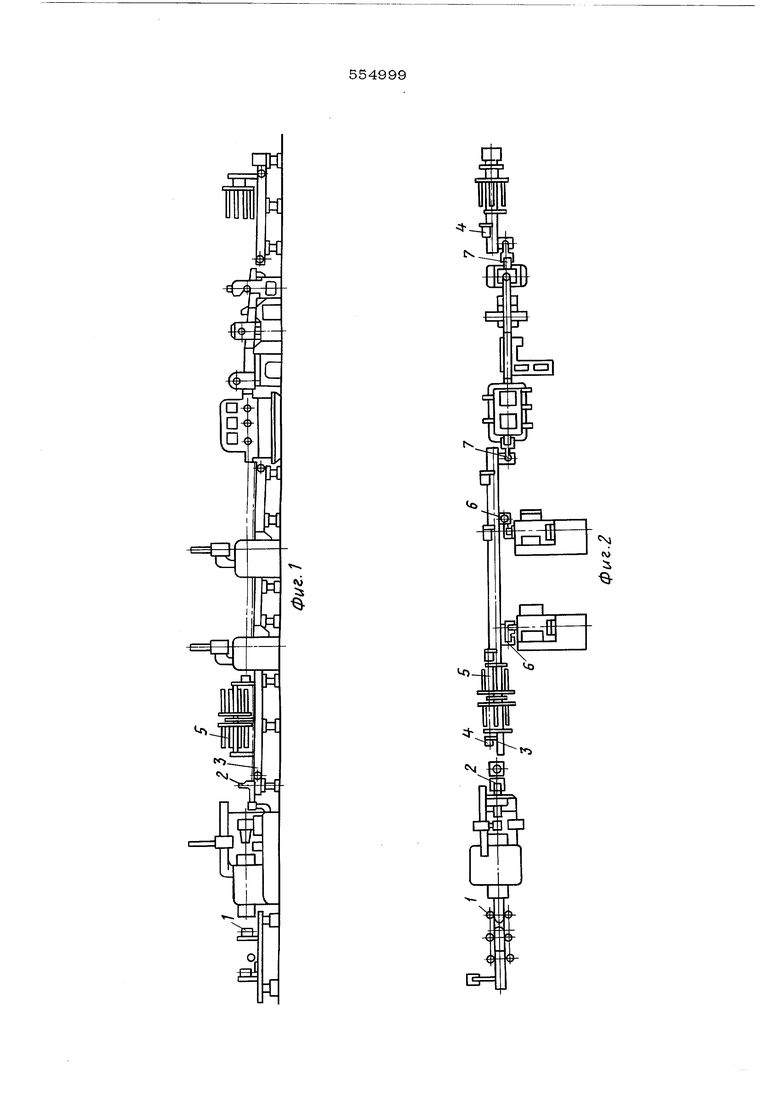
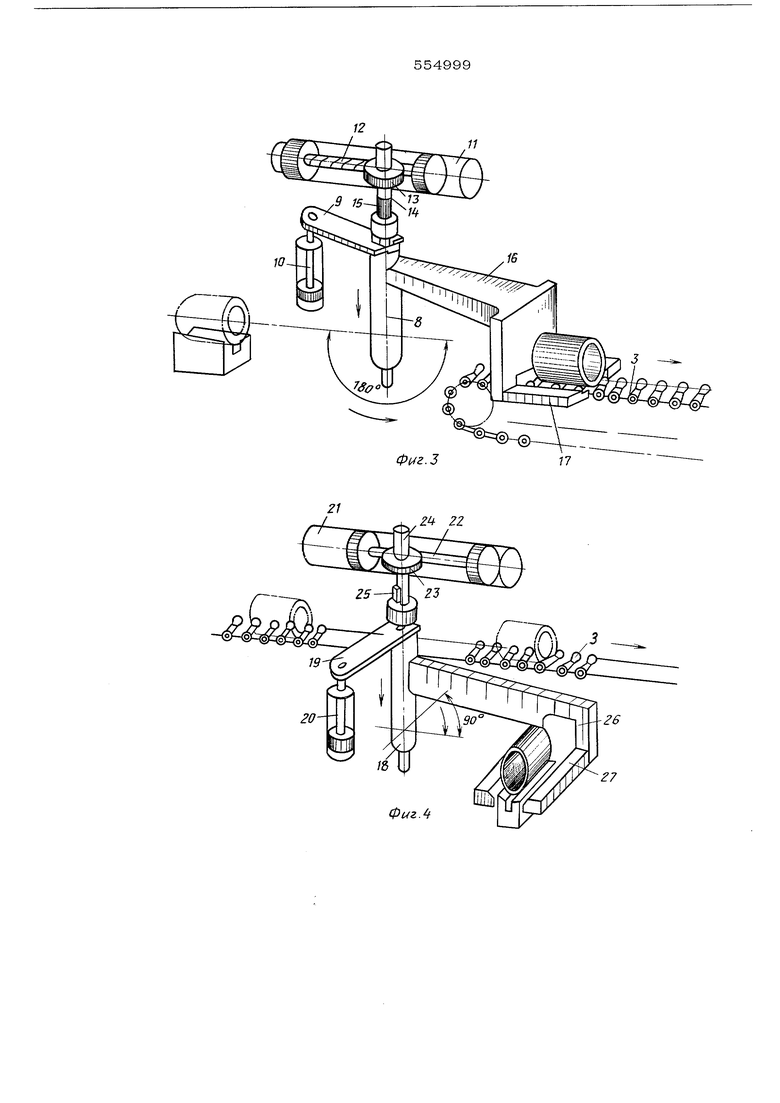
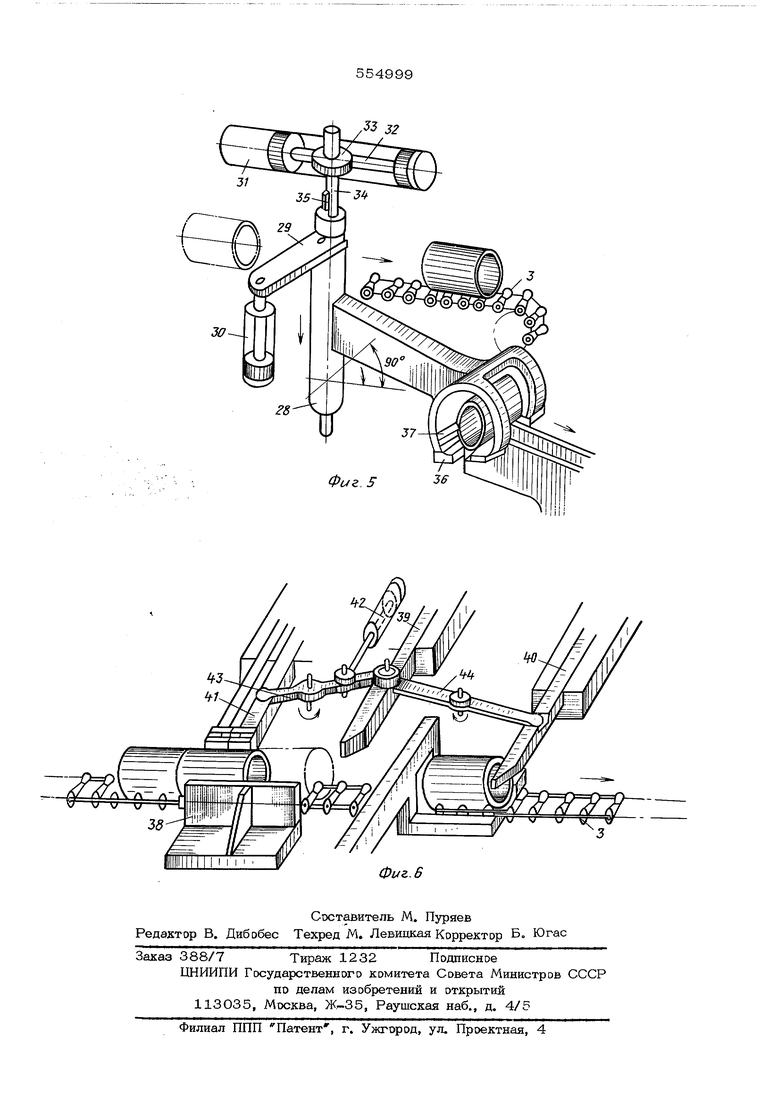
на одном из огсека-тепей, а внешние плечи рычагов воздействуют на второй отсекатепь и упор. На фиг. 1 изображена описываемая линия, общий вид; на фиг. 2 - то же; на фиг. 3 - перегружатель для передачи изде лия с призмы станка с поворотом изделия на 180 ; на фиг. 4 - перегружатель для передачи изделия с транспортера на призму станка с поворотом на 90 , на фиг. 5- перегружатель для передачи изделий с подвижного на наклонный транспортер автомата мойки и с наклонного транспортера авт мата клеймения на транспорте{ -укладчик; н фиг, 6 - механизм поштучной вьщачи издел Автоматическая линия содержит загру3очно-подающий механизм 1 для укладки и подачи муфтовых труб, перегружатель 2 для подачи заготовки на цепной транспор.-ер 3, механизм 4 поштучной выдачи изде лий, барабаны-накопители 5, перегружатели 6 и 7, Перегружатель 2 (фиг. 3) состоит из втулки 8 с закрепленными на ней посредством вилки 9 штоком гидроцилиндра 1О для подъема и опускания, Гидропилиндр 11 через рейку 12, шесте ню 13 вал 14, скользящую шпонку 15 и втулку 8 поворачивает изделие на 18О . Захват, закрепленный на втулке 8, выполнен в виде Г-образного кронштейна 16 с призматическими держателями 17, расположенными вдоль оси транспортируемой детали. Перегружатель 6 (фиг, 4) вьгаолнен в виде втулки 18 с закрепленными на ней по средством вилки 19 штоком гидроцилиндра 20 для подъема и опускания, а поворот изделия на 90 осуществляется посредство гидродилиндра 21, рейки 22, шестрени 23 вала 24, скользящей шпонки 25 и втулки 18. Захват выполнен в виде кронштейна 26 с окном и призматическими держателями 27. Перегружатели 7 (фиг. 5) предназначен ные для передачи уже полностью механичес ки обработанного изделия с транспортера на наклонный транспортер автомата-мойки и с наклонного транспортера автомата клей мения на транспортер-укладчик, состоят из втулки 28 с закрепленным на ней посредством вияки 29 штоком гидроцилиндра ЗО для подъема и опускания, а гидроцилиндр 31 через рейку 32, шестерню 33, вал 34 скользящую шпонку 35 и втулку 28, обеспечивает поворот изделия на 90 , кронштей захватывающей головки оснащен полым цилиндром с окном для выкатывания изделий с призматическими держателями 36, распол женными на срезанной части образующей цилиндра и упором 37. Механизм 4 поштучной выдачи изделий (фиг. 6) содержит упор 38, два отсекателя 39 и 4О и упор 41, гидроцилиндр 42 и рычаги 43 и 44. Работа предлагаемой линии осуществляется следующим образом. Загруз очно-подающий механизм 1 подает по одной заготовке в муфтообрабатываюший автомат Затем перегружатель 2 передает их на транспортер 3 с поворотом на 180 Перед установкой изделия автооператором муфтообрабатывающего автомата на держатель, захват перегружателя 2 (фиг.З) находится над держателем в опушенном положении. После того, как автооператор установит изделие и уйдет из зоны действия перегружателя, срабатывает гидроцилиндр 10, который с помощью вилки 9 и втулки 8 поднимает захват, забирающий изделие с держателя Далее срабатывает гидроцилиндр 11, который через рейку 12, шестерню 13, вал 14, шпонку 15 и втулку 8 поворачивает захват с изделием на 180 . Затем опять срабатывает гидроцидиндр 10 на опускание, изделие попадает на ролики транспортера 3, а так как он находится в движении, изделие перемещается и освобождает захват для возврата его к держателю автомата. С транспортера изделия либо накапливаются на барабане-накопителе 5, либо последовательно передаются перегружателями 6 на призмы с муфтонарезных автоматов. Захват-перегружателя 6 (фиг, 4) находится над транспортером 3 в опущенном положении, когда механизм 4 поштучной выдачи срабатывает и пропускает изделие. После того, как упор, механизма выдачи отойдет от захвата, срабатывает гидроцилиндр 20 и через вилку 19 и втулку 18 обеспечивает подъем изделия. Затем срабатывает гидроцилиндр 21, который через рейку 22, шестерню 23, вал 24, шпонку 25 и втулку 18 поворачивает захват с изделием на 90 в направлении, указанном стрелкой. Для установки изделия на держатель автомата захват опускается. Муфтонарезные автоматы обрабатывают каждый лишь одну сторону муфты, поэтому заготовки на транспортере поворачивают на 180 благодаря установке на линии перегружателей 6 правого и левого исполнения. Полностью обработанные муфты передаются перегружателем 7 (фиг. 5) на наклонный транспортер автомата мойки. Захват перегружателя 7 находится над транспортером 3 в опущенном положении, когда механизм 4 поштучной выдачи пропускает изделие, подаваемое транспортером до упора 37 захвата, установленйого на нем в зависимости от длины изделия. Затем изделие поднимают с помощью гидроцилиндра 30, вилки 29 и втулки 28, а посредством гидроцилиндра 31, рейки 32, шестерни 33, вала 34, шпонки 35 и втулки 28 захват поворачивает изделие на 90 и опускает на наклонный транспортер. Конструкция захвата обеспечивает выкаты аание изделия по наклонному транспортеру в направлении стрелки сразу же после опу кания захвата на транспортер. Таким же перегружателем 7 готовые детали передаются с автомата клеймения на транспор- тер-укладчик. Механизм поштучной выдачи (фиг. 1, 2, 6). обеспечивает выдачу единичных изделий по команде и работает сле дующим образом. В исходном положении за счет срабатывания гидроцилиндра 42, упор 41 отведен от изделий, а отсекатель 39 подведен к транспортеру и перекрывает поток изделий. При поступлении команды на выдачу изделия гидроцилиндр поворачивает рыча- ги 43 и 44, которые перемещают упор 41 к упору 38, прижимая к последнему изделие; отсекатель 39 от транспортера, освобождая путь одному изделию и отсекатель 40 к транспортеру для задержания издеЛИЯ у захвата перегружателя. Когда последний уберет изделие с транспортера 3, механизм занимает исходное положение, дожидаясь следующей команды.. Транспортно-загрузочные устройства по воляют переналаживать линию на определен ный типоразмер муфт. Детали транспортируются от одного станка к другому незави симо от работы оборудования. 6 Формула изобретения 1.Автоматическая линия для обработки деталей цилиндрической формы, например муфт, с транспортерами, механизмами поштучной выдачи, автооператорами и перегружателями, отличающаяся тем, что, с целью упрощения конструкции и переналадки линии, перегружатели вьтолнены в виде захватов, установленных с возможностью углового перемещения в горизонтальной и линейного перемещения в вертикальгной плоскостях и представляющих собой кронштейны с призматическими держателями, расположенными вдоль оси транспортируемой детали, причем в перегружателе для передачи изделия с призмы станка на транспортер кронштейн вьгаолнен Г-образной формы; в перегружателе для передачи изделия с транспортера на станок в кронштейне вьшолнено окно, а в перегружателе для передачи, изделия по наклонным транспортерам кронштейн снабжен, например, цилиндром с окном разгрузки на его образующей. 2,Автоматическая линия по п. 1, отличающаяся тем, что механизм поштучной ВТзщачи выполнен в виде параллельно перемещаемых двух отсекателей и упора, соединенных системой рычагов так, что внутренние плечи рычагов соединены общей осью, закрепленной на одном из отсекателей, а их внешние плечи воздействуют на второй отсекатель и упор. Источники информации, принятые во вн№мание при экспертизе: 1. Авторское свидетельство №237539, М.Кл. В 23 S 41/02, от 2О.О7.1967.
Сч
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Поточная линия для сборки и сварки уголков с поперечными армирующими элементами | 1987 |
|
SU1407738A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Автооператор | 1969 |
|
SU344701A1 |
| Автоматическая линия для обработки цилиндрических деталей типа ниппелей | 1986 |
|
SU1366362A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Автомат для обработки деталей | 1978 |
|
SU818813A1 |
| Линия резки труб | 1991 |
|
SU1785487A3 |
П
VO
W1t
.3
.4 22
27
Фиг. ft
