(Л
4ik 05
to
i4 4ib
28
fpusii
14
снижение металлоемкости и повышение производительности путем уменьшения необходимой величины хода рук промышленного робота. Устройство содержит основание, на котором смонтировано магазинное устройство. Оно представляет собой многопозицонный кольцевой стол 8 и снабжено платформой 3, на которой установлен промьпплен- ный робот 4. Магазинное устройство и робот 4 посредством основания установлены на каретке. Каретка расположена напротив пресса 6 с штампом 7 так, что оси 32 и 33 рук 28 и 29 с захватами 30 и 31 пересекаются над штампом 7, Рука 28 с захватом 30 переносит заготовку 16 из стопы 15 кассет 14 в штамп 7 пресса 6, Рука 29 с захватом 31 захватывает обработанные детали 34 и переносит их
6244
в кассету 35, Кольцевой стол снабжен полой ступипей. Он может быть кинематически связан с роботом 4 двухступенчатой цилиндрической колонкой, которая закреплена на основании и проходит внутри стола 8, Полая ступица служит подшипником для опоры стола 8 на колонну. На колонне смонтирована платформа 3 с роботом 4, Кинематическая кольцевая связь стола 8 с роботом 4 может быть выполнена в виде кольцевой опоры, внутри которой посредством кольцевого кронштейна установлен корпус робота 4, В этом случае кольцевой стол 8 с помощью полой ступицы смонтирован на кольцевой опоре с возможностью поворота вокруг корпуса робота 4, а робот 4 жестко смонтирован на основании, 2 3,п, ф-лы, 4 ил,

| название | год | авторы | номер документа |
|---|---|---|---|
| Робототехнический комплекс для штамповки деталей из штучных заготовок | 1987 |
|
SU1600895A1 |
| Устройство для перемещения заготовок | 1986 |
|
SU1400732A1 |
| Магазинное устройство к промышленному роботу | 1985 |
|
SU1326374A1 |
| Магазинное устройство | 1981 |
|
SU1003972A1 |
| Магазинное устройство робототехнологического комплекса | 1987 |
|
SU1542669A1 |
| Магазинное устройство | 1984 |
|
SU1255248A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Магазинное устройство | 1987 |
|
SU1423227A1 |
Изобретение относится к автоматизации поштучной выдачи заготовок для захвата их охватом промышленного робота, подачи их в штамп пресса, вьздачи отштампованных деталей из штампа и м.б. использовано в листо- штамповочном производстве. Цель 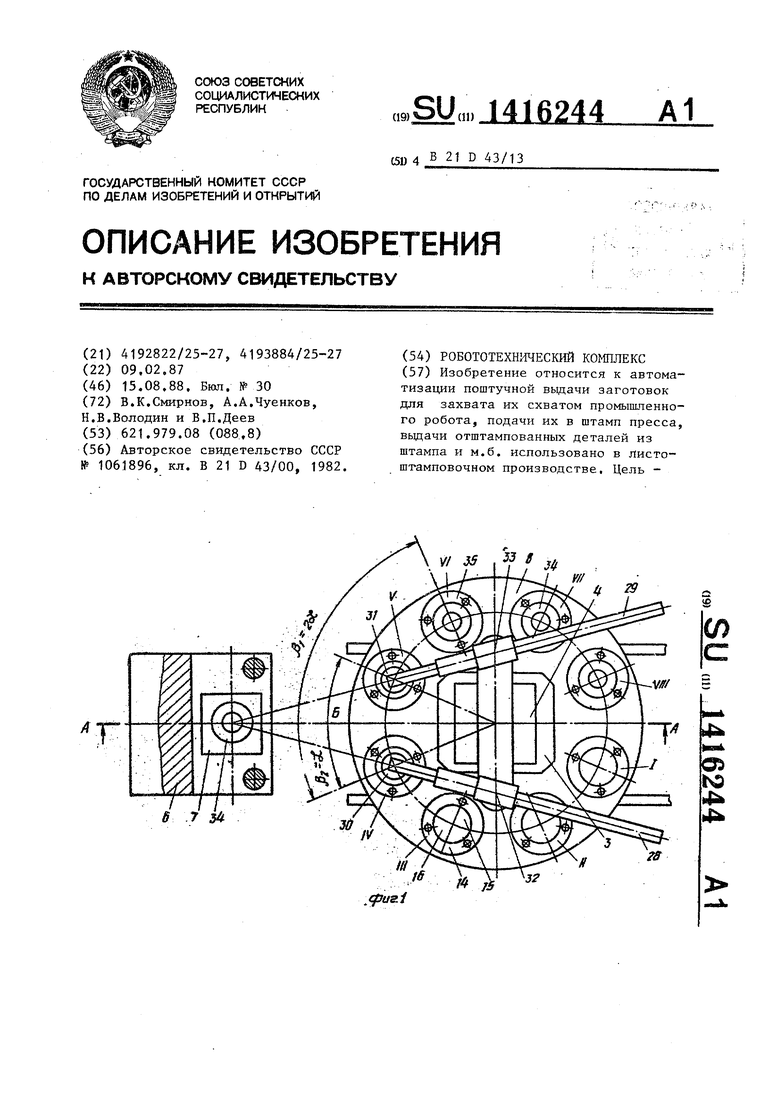
1
Изобретение относится к автоматизации поштучной вьщачи заготовок для захвата их схватом руки промышленного робота (ПР), подачи их в штамп пресса, вьщачи отштампованных заготовок из штампа и .укладки их в приемное устройство для отштампованных заготовок, и, может применяться в холод- ном листоштампованном производстве в автоматических линиях, участках, ро- бототехнических комплексах на базе ПР с применением систем микропроцессорного управления и ЭВМ,
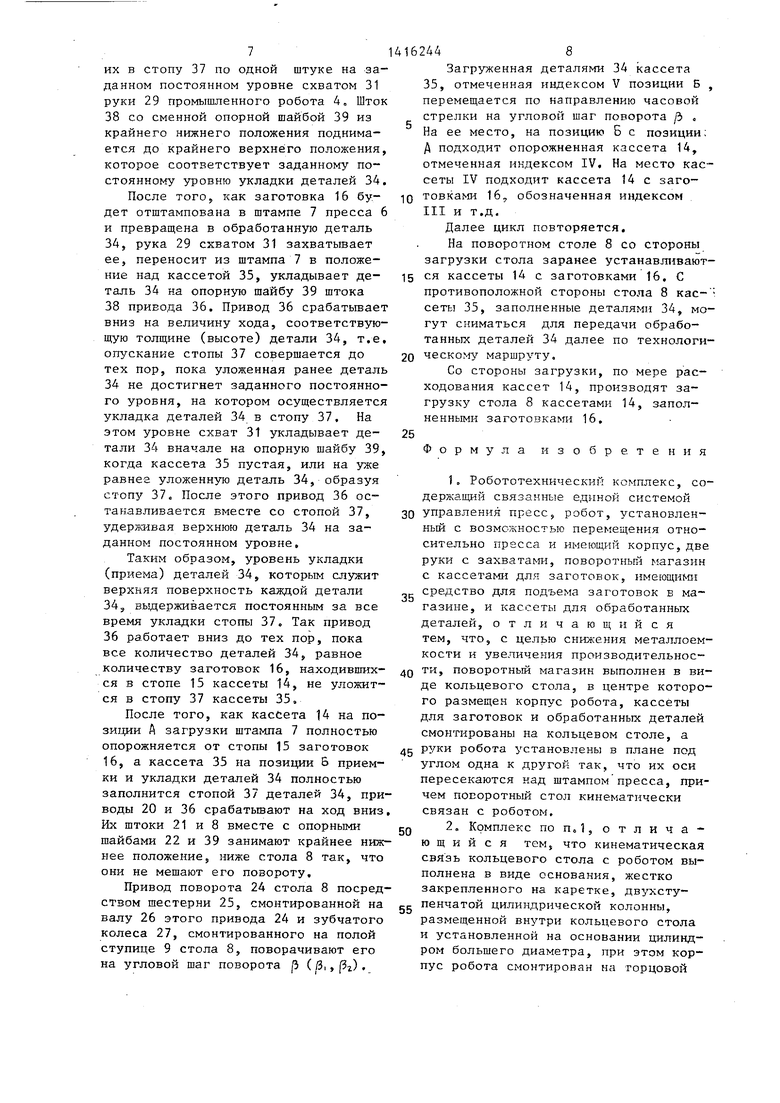
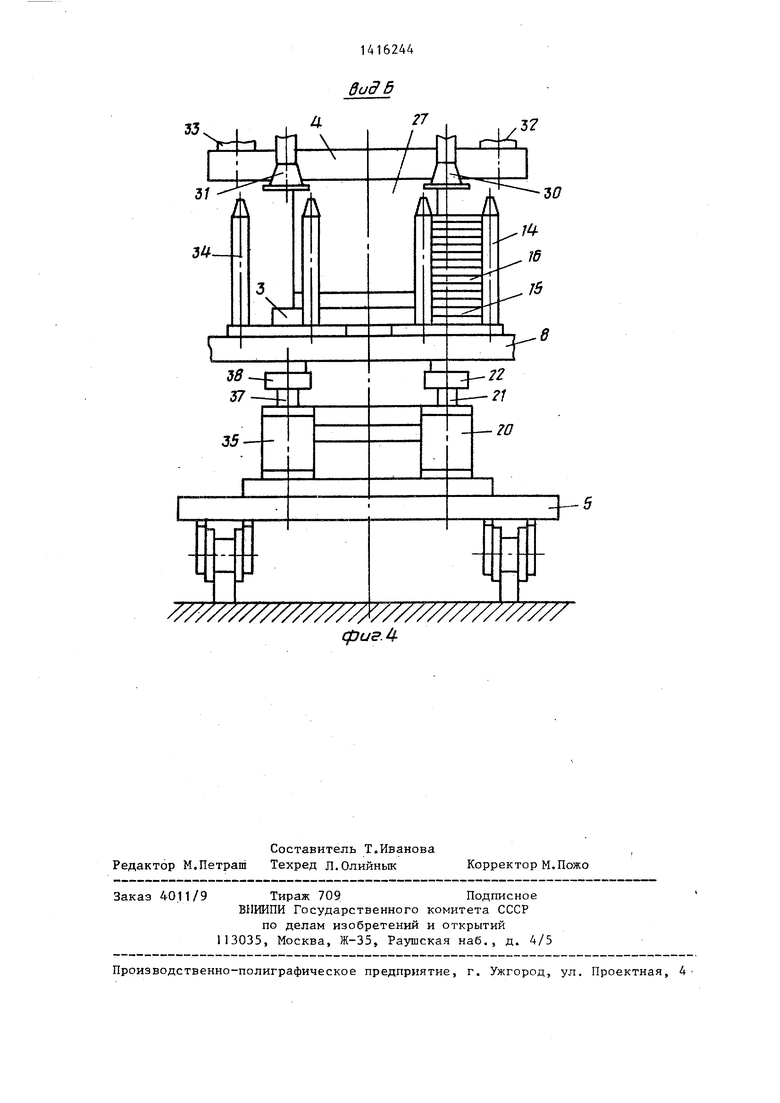
На фиг, 1 изображен робототехни- ческий комплекс, общий вид; на фиг,2- разрез А-А на фиг, 1; на фиг, 3 - разрез А-А на фиг, 1, вариант (второе исполнение связи поворотного стола с кареткой); на фиг, 4 - вид Б на фиг, 2 и 3,
Робототехнический комплекс содержит основание 1, на котором смонтировано магазинное устройство 2, Магазинное устройство 2 снабжено платформой 3, на которой установлен промьпп- ленный робот 4, Магазинное устройство 2 и промыш-ленный робот 4 посредством основания 1 установлены на откатной каретке 5 напротив пресса 6
с рабочим штампом 7, Магазинное устройство 2 представляет собой .многопозиционный кольцевой поворотный
стол 8, снабженный полой ступицей 9, служащей подшипником для опоры стола 8 на колонну 10, которая закреплена на основании 1 и проходит сквозь кольцевой поворотньш стол 8, На этой
колонне 10 смонтирована и платформа 3,
Связь кольцевого поворотного стола 8 с кареткой 5 может осуществляться также посредством Кольцевой опоры
11о Кольцевая опора 11 выполнена в виде шарикового подшипника различных конструкций и установлена снаружи корпуса 12 робота 4 посредством кольцевого кронштейна 13, В этом исполнеНИИ поворотньм стол 8 с помощью полой ступицы 9 смонтирован на кольцевой опоре 11 с возможностью поворота вокруг корпуса 12 прО1-1ышленного робота 4,
На позициях с одной стороны поворотного стола 8 установлены сменные касссеты 14, каждая из которых служит для размещения на ней стопы 15 заготовок 16 для последующей выдачи
их по одной штуке для подачи в штамп
314
7 пресса 6 на рабочей позиции обозначенной индексом А , Позиция А является рабочей позицией для загрузки пресса 6 исходньтми заготовками 16, Кассета 14 по конструкции представляет собой штыри 17, Которые закреплены на своих основаниях 18 со сквозными отверстиями 19 в соответствии с размерами и конфигурацией заготовок 16. Магазинное устройство 2 имеет привод 20 для выдачи исходных заготовок 16, смонтированный под поворотным столом 8 на основании 1 на рабочей позиции А , Привод 20 при помощи блока управления (не показан) работает в режиме вьщачи заготовок 16 по одной штуке и выполнен в виде различных механизмов, например, в виде пневмоцилиндра со штоком
21, на котором смонтирована сменная опорная шайба 22, которая служит опорой для стопы 15 при выдаче исходных заготовок 16,
В поворотном столе 8 на каждой его позиции выполнено отверстие 23, которое совместно с отверстием 19 основания 18 кассеты 14 служит для прохождения сменной опорной шайбы 22 при выдаче заготовок 12 из кассеты 11
В исходном положении шайба 22 находится в крайнем нижнем положении под поворотным столом 8, так, что она не препятствует в этом положении его повороту.
Привод поворота 24 стола 8 установлен также на основании 1 и осуществляет его поворот с установленными на нем кассетами 14 посредством зубчатой передачи, сос оя1дей из шестерни 25, смонтированной на валу 26 привода поворота 24, и зубчатого колеса 27, смонтированного на полой ступице 9 стола 8.
Промьш1ленный робот 4 с корпусом 12, установленный на платформе 3, имеет две руки 28 и 29 со схватами 30 и 31 и ОСЯ1Ш их крепления 32 и 33 соответственно Рука 28 со схватом
30служит для захвата .заготовок 16 из стопы 15 кассет 14 и подачи их в штамп 7 пресса 6, Рука 29 со схватом
31служит для захвата обработанных деталей 34, вьщачи их из штампа 7, переноса иукладки в приемное устрой- ство деталей 34, выполненное в виде кассет 35 для приема обработанных деталей 34, установленных на многопозиционном поворотном столе 8 магазинно
го устройства 2, и привода 36 для приема отштампованных заготовок 34, установленного на основании 1 под поворотным столом S магазинного устройства 2 на рабочей позиции приема и укладки обработанных деталей 34 штампа 7 в стопу 37, обозначенной индексом Б .
Кассета 35 для приема обработанных деталей 35 и кассета 14 для заготовок 16 по конструкции могут быть анало- гичными и представлять собой также штьфи 17, которые закреплены на своих основаниях 18 со сквозными отверстия- ш 19 в соответствии с размерами и конфигурацией обработанных деталей
34, Эти детали 34 укладываются между штырями 17 и образуют стопу 37,,
Привод 36 nppi помощи блока управления (не показан) работает в режиме приема деталей 34 по одной штуке и выполнен в виде различных механиз0
g
0
5
0
мов, например, в 5 ра со штоком 38,
виде пневмоцилинд- на котором смонтирована сменная опорная шайба 39;. которая служит опорой для стопы 37 при приеме деталей 34, Опорная шайба 39 также, как и опорная шайба 22, имеет возможность проходить сквозь отверс-- тие 23 стола 8 и сквозь отверстие 19 основания кассеты,35 при приеме деталей 34. В исходном положении шайба 39 находится в крайнем нижнем поло- g жении под поворотным столом 8 так что она не препятствует в этом положении его повороту.
При такой конструкции и компоновке робототехнического комплекса кассеты 14 и 35 на рабочих позициях А и Б , находясь на поворотном столе 8, располагаются в пространстве между прессом 6 и промышленным роботом 4, Руки 28 и 29 промьш1ленного робота 4 расположены в плане под углом друг к- другу так5 что их оси пересекаются над штампом 7,
При таком конструктивном решении и компоновке рукам 28 и 29 не нужно совершать лишних движений поворота и прямолинейных движений для захвата и подачи исходных заготовок 11 в штамп 7.и вьщачи их из штампа для укладки в приемное устройство. Руки 28 и 29 для перемещения заготовок 16 и 34 совершают только необходимые прямолинейные движения.
За счет исклгочения двгокения поворота рук и лишних прямолинейных дви514
жений, траектории перемещения заготовок становятся кратчайшими и производительность комплекса резко повышается.
Робототехнический комплекс работает следующим образом.
С одной стороны поворотного стола 8 может производиться загрузка смен- ньми кассетами 14 со стопами 15 заготовками 16. С противоположной стороны производится съем кассет 35 со стопами 37 отработанных деталей 34„ Съем кассет 35 можно производить и с этой же стороны, с которой произ- водят загрузку стола 8 кассетами 14. Для этого стол 8 должен совершать соответствующее число поворотов каж- дый раз на определенньй шаг поворо- та.
Загрузку кассет 14 заготовками 16 можно производить непосредственно на поворотном столе 8. Кассеты 14 для выдачи заготовок 16 расположены под углом oi одна к другой с вершиной
угла на геометрической оси О пово- рота стола 8, т.е. угол oiL является центральным углом. Кассеты 14, за- полненные заготовками 16, пустые кас- сеты 35, подготовленные для приема деталей 34, устанавливаются попарно на поворотном столе 8, В этом случае угол поворота стола 8 на угловой шаг и должен быть равен 2oi, т.е. J3 2oi.
В частном случае, при некоторых штамповочных операциях, не меняющих наружную конфигурацию и размеры исходной заготовки 16, например, при прошивке отверстий, кассеты 14 могут без переналадки штырей 14 служить и для приема обработанных деталей 34. Другими словами кассеты 14 могут служить как для выдачи заготовок 16 так и для приема деталей 34, т.е. в этом случае кассеты 14 могут служить, как кассеты 35. В этом случае угол поворота {Ь стола 8 должен быть равен углу oi , т.е. jb ,
Работа робототехнического комплекса производится одинаково вне зависимости от вариантов расположения кассет 14 и 35 на поворотном столе 8. Различие будет только в величине угла поворота стола 8 на тот или иной угловой шаг 1, р, соответствующий определенному варианту.
Опишем работу робототехнического комплекса при угле поворота стола 8
6244
на угловой шаг /3 как наиболее оптимальный. Обозначим позиции стола 8 индексами I-VIII. Предположим, что позиции I-IV загружены кас- сетами 14 с исходными заготовками 16. На позициях VI-VIII кассеты 35 загружены обработанными деталями 34, Их можно снимать со стола 8 и передавать
0 (транспортировать) далее по технологическому процессу. На позиции V кассета 35 может быть пустой или, только заполняться деталями 34, На рабочей позиции подачи заготовок 16 в штамп
5 7 обозначенной индексом А , находится кассета 14 с исходными заготовками 16 позиции IV стола 8„ На позиции приема и укладки в кассету 35 в стопу 37 деталей 34 из штампа 7, обозна0 ченной индексом 5 находится пустая кассета 35 позиции V стола 8, Схват 30 руки -28 промышленного робота 4 находится над кассетой 14 позиции IV стола 8 на рабочей позиции А подачи
5 исходных заготовок 16 в штамп 7 пресса 6. Схват 31 руки 29 находится над кассетой 35 позиции V стола 8 на рабочей позиции Б приема и укладки деталей 34 в стопу 37 кассеты 35.
0 В определенньй момент система управления робототехническим комплексом включает в работу привод 2Q для выдачи заготовок 16 и привод 36 для приема деталей 34. Привод 20 включен на
,, режим выдачи заготовок 16 из стопы
15по одной штуке для захвата их с постоянного уровня схватом 30 руки 28 промьш1ленного робота 4 и переноса их в штамп 7 пресса 6„ Шток 21 со
0 сменной опорной шайбой 22 из крайнего нижнего положения поднимается и, упираясь шайбой 22 в нижнюю заготовку 16, поднимает всю стопу 15, уложенную в кассету 14, на такую вели45 чину хода, пока верхняя заготовка
16стопы не достигнет уровня, с которого осуществляется захват верхней заготовки 16 схватом 30 руки 28 промышленного робота 4. После этого при-
Q вод 20 останавливается вместе со стопой 15, удерживая верхнюю заготовку 16 на заданном постоянном уровне захвата. Так привод 20 работает вверх до тех пор, пока не и;фасходуется полностью вся стопа 15 заготовок 16 на рабочей позиции загрузки пресса 6.
Привод 36 включен на режим приема обработанных деталей 34 и укладки
55
их в стопу 37 по одной штуке на заданном постоянном уровне схватом 31 руки 29 промышленного робота 4, Шток 38 со сменной опорной шайбой 39 из крайнего нижнего положения поднимается до крайнего верхнего положения, которое соответствует заданному постоянному уровню укладки деталей 34.
После того, как заготовка 16 будет отштампована в штампе 7 пресса 6 и превращена в обработанную деталь 34, рука 29 схватом 31 захватывает ее, переносит из штампа 7 в положение над кассетой 35, укладывает деталь 34 на опорную шайбу 39 штока 38 привода 36. Привод 36 срабатывает вниз на величину хода, соответствующую толщине (высоте) детали 34, т.е. опускание стопы 37 совершается до тех пор, пока уложенная ранее деталь 34 не достигнет заданного постоянного уровня, на котором осуществляется укладка деталей 34 в стопу 37, На этом уровне схват 31 укладывает детали 34 вначале на опорную шайбу 39, когда кассета 35 пустая, или на уже равнее уложеннзпо деталь 34, образуя стопу 37. После этого привод 36 останавливается вместе со стопой 37, удерживая верхнюю деталь 34 на заданном постоянном уровне,
Таким образом, уровень укладки (приема) деталей 34, которым служит верхняя поверхность каждой детали 34, выдерживается постоянным за все время укладки стопы 37. Так привод 36 работает вниз до тех пор, пока все количество деталей 34, равное количеству заготовок 16, находившихся в стопе 15 кассеты 14, не уложится в стопу 37 кассеты 35,
После того, как кассета 14 на по- зи1щи А загрузки штампа 7 полностью опорожняется от стопы 15 заготовок 16, а кассета 35 на пози1щи 6 приемки и укладки деталей 34 полностью заполнится стопой 37 деталей 34, приводы 20 и 36 срабатьшают на ход вниз Их штоки 21 и 8 вместе с опорными шайбами 22 и 39 занимают крайнее нижнее положение, ниже стола 8 так, что они не мешают его повороту.
Привод поворота 24 стола 8 посредством шестерни 25, смонтированной на валу 26 этого привода 24 и зубчатого колеса 27, смонтированного на полой ступице 9 стола 8, поворачивают его на угловой шаг поворота /5 (б1,3г).
5
0
Загруженная деталями 34 кассета 35, отмеченная индексом V позиции Б , перемещается по направлению часовой стрелки на угловой шаг поворота /3 . На ее место, на позицию Б с позиции: Д подходит опорожненная кассета 14, отмеченная индексом IV, На место кассеты IV подходит кассета 14 с заго- товками 16, обозначенная индексом III и т.д.
Далее цикл повторяется.
На поворотном столе 8 со стороны загрузки стола заранее устанавливаются кассеты 14 с заготовками 16. С противоположной стороны стола 8 сеты 35, заполненные деталями 34, могут сниматься для передачи обработанных деталей 34 далее по технологи- ческо ту маршруту,
Со стороны загрузки, по мере расходования кассет 14, производят загрузку стола 8 кассетами 14, заполненными заготовками 16, 5
Формула изобретения
1, Робототехнический комплекс, содержащий связанные единой системой
0 управления пресс, робот, установленный с возможностью перемещения относительно пресса и имеющий корпус, две руки с захватами, поворотньш магазин с кассетами для заготовок, имеющими средство для подъема заготовок в магазине, и кассеты для обработанных деталей, отличающийся тем, что, с целью снижения металлоемкости и увеличения производительнос0 ти, поворотный магазин выполнен в виде кольцевого стола, в центре которого размещен корпус робота, кассеты для заготовок и обработанных деталей смонтированы на кольцевом столе, а
5 руки робота установлены в плане под углом одна к другой так, что их оси пересекаются над штампом пресса, причем поворотный стол кинематически связан с роботом.
Q 2, Комплекс поп.1, отличающийся тем, что кинематическая связь кольцевого стола с роботом выполнена в виде основания, жестко закрепленного на каретке, двухстуg пенчатой цилиндрической колонны, размещенной внутри кольцевого стола и установленной на основании цилиндром большего диаметра, при этом корпус робота смонтирован на торцовой
9 141624410
поверхности цилиндра колонны мень-полнена в виде основания, жестко зашего диаметра,крепленного на каретке, кольцевого
Iкронштейна, связанного посредством
3i Комплекс по п,1, о т л и ч а -кольцевой опоры с кольцевым столом,
ю щ и и с я тем, что кинематическая. при этом корпус робота жестко смонсвязь кольцевого стола с роботом вы-тирован на основании.
фиг.З
////////7//////У
фигЛ
| Автоматизированный комплекс для штамповки листовых заготовок | 1982 |
|
SU1061896A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
