расширение функциональных возможное- тей за ускоренной переналадки устройства с режима подачи па накопления деталей. Устройство предназначено для работы в режимах подачи и накопления деталей 7 и выполнено в В1-ще поворотного стола 2 с кассетами 6, расположенными по перифе- . рии, В зависимости от режима работы устройства предусмотрена фиксация поворотного стола посредством ловителей 23 и 24, регулируемого упора Г-образной планки 19, установ- ленных на вертикальной стойке 16 в- зоне подачи и накопления деталей 7„ Так5 в режиме подачи деталей 7 при повороте стола 2 кассета 6 своим опорным рычагом 8 достигает ловителя 23, отклоняет его и опирается на регулируемой упор 1В установленный в нижнем положении, без отскока с Срабатывает датчик 25, система 27 управ
Изобретение относится к маьиино- строению и может быть использовано для автоматизации производственных процессов в роботизированных техно- логически.х комплексах, а именно для накопления и выдачи деталей под схва-:-Пелью изобретения является раси1И рение функциональных возможное те; устройства за счет ускоренной перена-- ладки устройства с режима подачи на релсиь накопления деталей
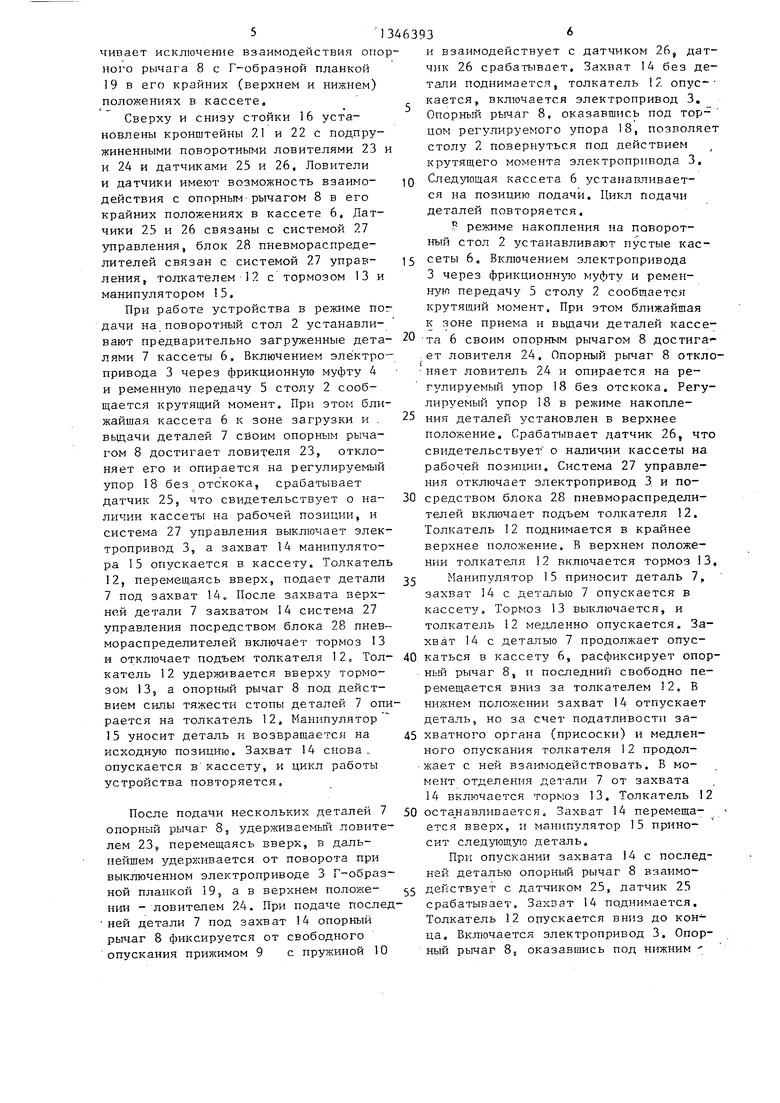
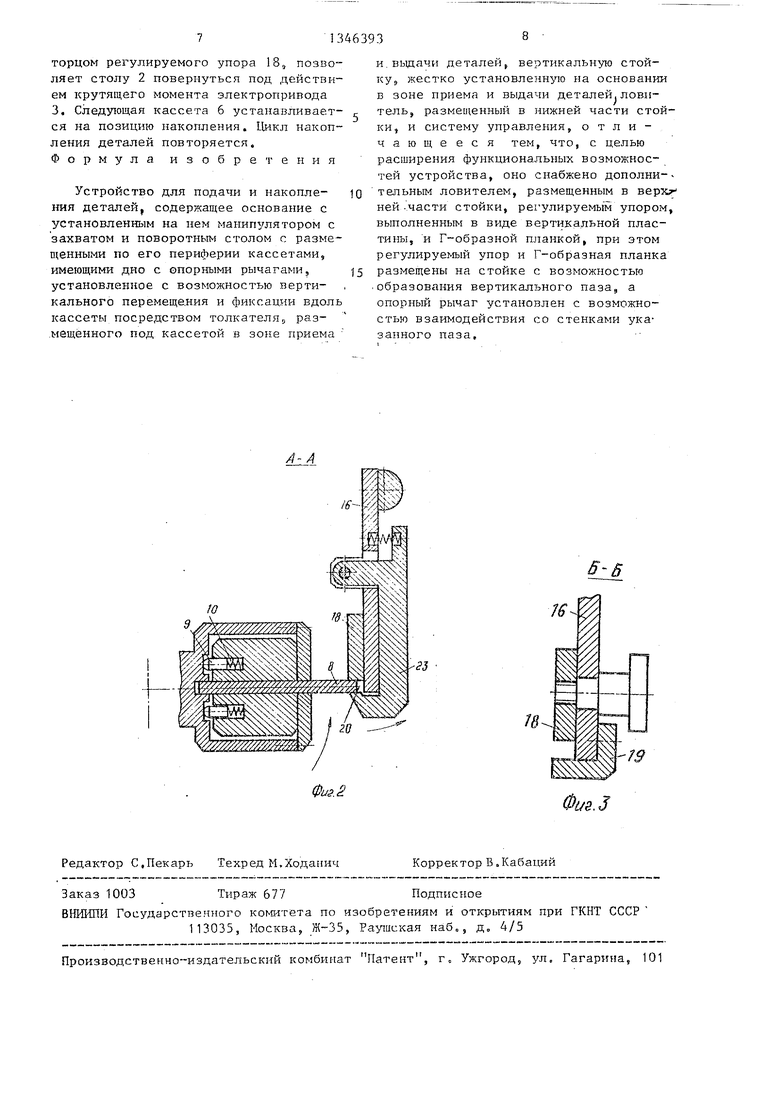
Па фиг.1 показано устройство, об- 1и,ий вид; на фиг„2 - разрез Л--А на фиг,1; на - разрез Б-Б на фиг,
Устройство подачи и накопления деталей содержит основание , стол 2, поворотный от электропривода 3 с фрик циошюй мусртой 4 и pe ieнJюй передачей 5 .
На столе 2 размещены кассеты 6 с деталями 7 п кассете с возможно- гтью возвратно-поступательного вдоль нее перемещения расположено дно с опорньп рычагом В, которое имеет такие возможность фиксации посредством прижимов 9 с прулсинами 10 Опорный рычаг 8 выходит в паз 11 кассеты. Толкатель 12 выполнен в виде пневмоци- лнндра еханизма пoд ьe ia и опускания деталей и снабжен пневмомеханическим тормозом 3а служащим для осуществле
ления выключает электропривод 3, а захват 4 манипулятора 15 опускается в кассету 6, Толкатель 12, перемещаясь вверх, посредством шаговой подачи подает детали 7 под захват 14, После подачи нескольких деталей 7
опорный рычаг 8 удерживается от поворота Г-образной плантсой 19. После окончания выдачи деталей 7 из кассе. ты 6 поступает команда от датчика 2Ь на поворот стола 2 для подвода следующей к ассеты к очередной вьщаче деталей 7, В режиме накопления деталей регулируемый упор 18 устанавливается в верхнее положение и базирование опорного рычага 8 производится . посредством дополнительного ловителя 24, установленного в верхней части стойки 15. Накопление деталей 7 в кассете 6 производится в обратном порядке по сравнению с режимом подачи 3 1Ш „,
0
5
0
5
0
5
ния останова толкателя 12 перед забором детали захватом 14 манипулятора 5.
Па основании 1 в зоне приема и выдачи заготовок жестко установлена вертикальная стойка 16 с пазалми 17 с размещенными на ней регу1П1руемым упором 18s выполненным в виде вертикальной .пластины, и Г-образной плашкой 19, при этом регулируемьй упор 18 и Г-об- разная планка размещены на стойке 16 , с возможностью образования вертикального паза 20, а опорный рьгааг 8 установлен с возможностью перемещения вдоль указанного паза. Высота регулируемого упора 18 равна разности между высотой стопы деталей 7 и высотой опорного рычага 8, это условие предупреждает возможность взаимодействия с ним опорного рычага при его верхнем положении в кассете в процессе работы устройства в рездаме подачи деталей, а при работе в режиме накопления - в его нижнем положенииs
Регулируемый ynoj) 18 установлен с возможностью перемещения и фиксации вдоль пазов 17„
Г-образная планка 19 по высоте равна разности между высотой стопы деталей в кассете и удвоенной высотой опорного рычага 8 Это условие обеспечивает исключение взаимодействия опорного рычага 8 с Г-образной планкой 19 в его крайних (верхнем и нижнем) положениях в кассете.
Сверху и снизу стойки 16 установлены кронштейны 21 и 22 с подпружиненными поворотными ловителями 23 и и 24 и датчиками 25 и 26, Ловители и датчики имеют возможность взаимодействия с опорным-рычагом 8 в его крайних положениях в кассете 6, Датчики 25 и 26 связаны с системой 27 управления, блок 28 пневмораспреде- лителей связан с системой 27 управления, толкателем с тормозом 13 и манипулятором 15,
При работе устройства в режиме пог дачи на поворотный стол 2 устанавливают предварительно загруженные деталями 7 кассеты 6. Включением электропривода 3 через фрикционную муфту 4 и ременную передачу 5 столу 2 сообщается крутящий момент. При этом бли- жайщая кассета 6 к зоне загрузки и . вьщачи деталей 7 своим опорным рычагом 8 достигает ловителя 23, отклоняет его и опирается на регулируемый упор 18 без отс кока, срабатывает датчик 25, что свидетельствует о наличии кассеты на рабочей позиции, и система 27 управления выключает электропривод 3, а захват 14 манипулятора 15 опускается в кассету. Толкатель 2, перемещаясь вверх, подает детали 7 под захват 14„ После захвата верхней детали 7 захватом 14 система 27 управления посредством блока 28 пнев- мораспределителей включает тормоз 13
и отключает подъем толкателя 12 Тол- 40 каться в кассету 6, расфиксирует опор- катель 12 удерживается вверху тормо- ный рычаг 8, и последний свободно пе- зом 13, а опорный рычаг 8 под деист- ремещается вниз за толкателем 12. В вием силы тяжести стопы деталей 7 опи- нижнем положении захват 14 отпускает рается на толкатель 12, Манипулятор деталь, но за счет податливости за45 хватного органа (присоски) и медленного опускания толкателя 12 продол- - жает с ней взатюдействовать, В момент отделения детали 7 от захвата 14 включается тормоз 13, Толкатель 12 50 оста авливается. Захват 14 перемещается вверх, и манипулятор 15 приносит следующую деталь.
При опускании захвата 14 с последней деталью опорный рычаг 8 взанмо- 55 действует с датчиком 25, датчик 25 НИИ - ловителем 24. При подаче послед- срабатывает. Захват 14 поднимается, ней детали 7 под захват 14 опорный Толкатель 12 опускается вниз до кон- рычаг 8 фиксируется от свободного ца. Включается электропривод 3, Опор- опускания прилшмом 9 с пружиной 10 ный рычаг
15 уносит деталь и возвращается на исходную позицию. Захват 14 снова, опускается в кассету, и цикл работы устройства повторяется.
После подачи нескольких деталей 7 опорный рычаг 8, удерживаемьп ловителем 23 перемещаясь вверх, в даль- удерлчивается от поворота при выключенном электроприводе 3 Г-образной планкой 19, а в верхнем положаоказавшись под нижним
0
и взаимодействует с датчиком 26, датчик 26 срабатывает. Захват 14 без детали поднимается, толкатель 12 опус- кается, включается электропривод 3, Опорный рычаг 8, оказавшись под тор- цом регулируемого упора 18, позволяет столу 2 повернуться под действием крутящего момента электропривода 3,
Q Следующая кассета 6 устанавливается на позицию подачи. Цикл подачи деталей повторяется,
Р режиме накопления на поворотный стол 2 устанавливают пустые кас5 сеты 6, Включением электропривода 3 через фрикционн то муфту и ременную передачу 5 столу 2 сообщается крутящий момент. При этом ближайшая к зоне приема и выдачи деталей кассета 6 своим опорным рычагом 8 достига - ет ловителя 24, Опорный рычаг 8 отклоняет ловитель 24 и опирается на регулируемый упор 18 без отскока. Регулируемый упор 18 в режиме накопления деталей установлен в верхнее положение. Срабатывает датчик 26, что свидетельствует о наличии кассеты на рабочей позиции. Система 27 управления отключает электропривод 3. и по0 средством блока 28 пневмораспредели- телей включает подъем толкателя 12, Толкатель 12 поднимается в крайнее верхнее положение. В верхнем положении толкателя 12 включается тормоз 13,
2 Манипулятор 15 приносит деталь 7, захват 14 с деталью 7 опускается в кассету. Тормоз 13 выключается, и толкатель 12 медленно опускается. Захват 14 с деталью 7 продолжает опус5
нии захвата 14 с после порный рычаг 8 взанмо- атчиком 25, датчик 25 Захват 14 поднимается, опускается вниз до кон я электропривод 3, Опо
оказавшись под нижним
торцом регулируемого упора 18,, позволяет столу 2 повернуться под действием крутящего момента электропривода 3, Следующая кассета 6 устанавливается на позицию накопления. Цикл накопления деталей повторяется. Формула изобретения
Устройство для подачи и накопления деталей, содержащее основание с установленным на нем манипулятором с захватом и поворотньш столом с размещенными по его периферии кассетами, имеющими дно с опорными рычагами, установленное с возможностью вертикального перемещения и фиксации вдоль кассеты посредством толкателя, раз- .мещенного под кассетой в зоне приема
и.выдачи деталей вертикальную стоику, жестко установленную на основании в зоне приема и выдачи деталей.ловитель, размещенный в нижней части стойки, и систему управления, отличающееся тем, что, с целью расширения функциональных возможностей устройства, оно снабжено дополни-тельным ловителем, размещенным в верх; ней . части стойки, регулируемым упором, выполненным в виде вертикальной пластины, и Г-образной планкой, при этом регулируемый упор и Г-образная планка
размещены на стойке с возможностью образования вертикального паза, а опорный рычаг установлен с возможностью взаимодействия со стенками указанного паза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи и накопления деталей | 1983 |
|
SU1110602A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ДЕТАЛЕЙ С НАКОПЛЕНИЕМ ИХ В КАССЕТАХ | 2015 |
|
RU2604161C2 |
| Устройство для кассетирования плоских деталей | 1988 |
|
SU1618578A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Токарный станок | 1988 |
|
SU1683966A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Накопитель-перегрузчик кассет | 1984 |
|
SU1197819A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
Изобретение относится к машиностроению и может быть использовано для автоматизаци11 производственных процессов в роботизированных технологических комплексах, а именно для накопления и вьдачи деталей под схват. Целью изобретения является Л со j: СП) до со со 
W
Физ.&
Редактор С,Пекарь Техред М.Ходаиич
Заказ 1003 Тираж 677Подписное
ВНШ-ШИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
0US.3
Корректор В .Кабаций
| Устройство для подачи и накопления деталей | 1983 |
|
SU1110602A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
