«
Изобретение относится к машиностроению, а более конкретно к роботостроению, и может быть использовано в промъштенных роботах и манипуляторах преимущественно для подачи и удержания) заготовок шпилек в рабочей зоне резьбонакатного станка.
Цель изобретения - повьш1ение производительности за счет использования схвата в качестве опорного и наравляющего элемента.
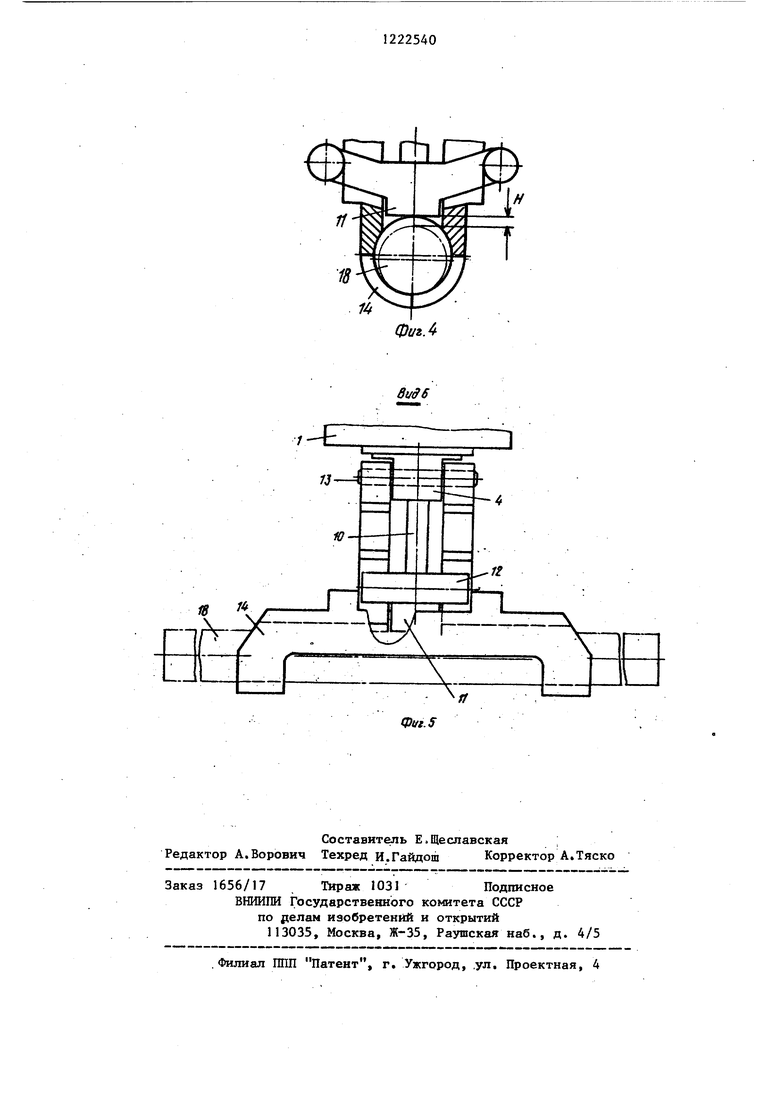
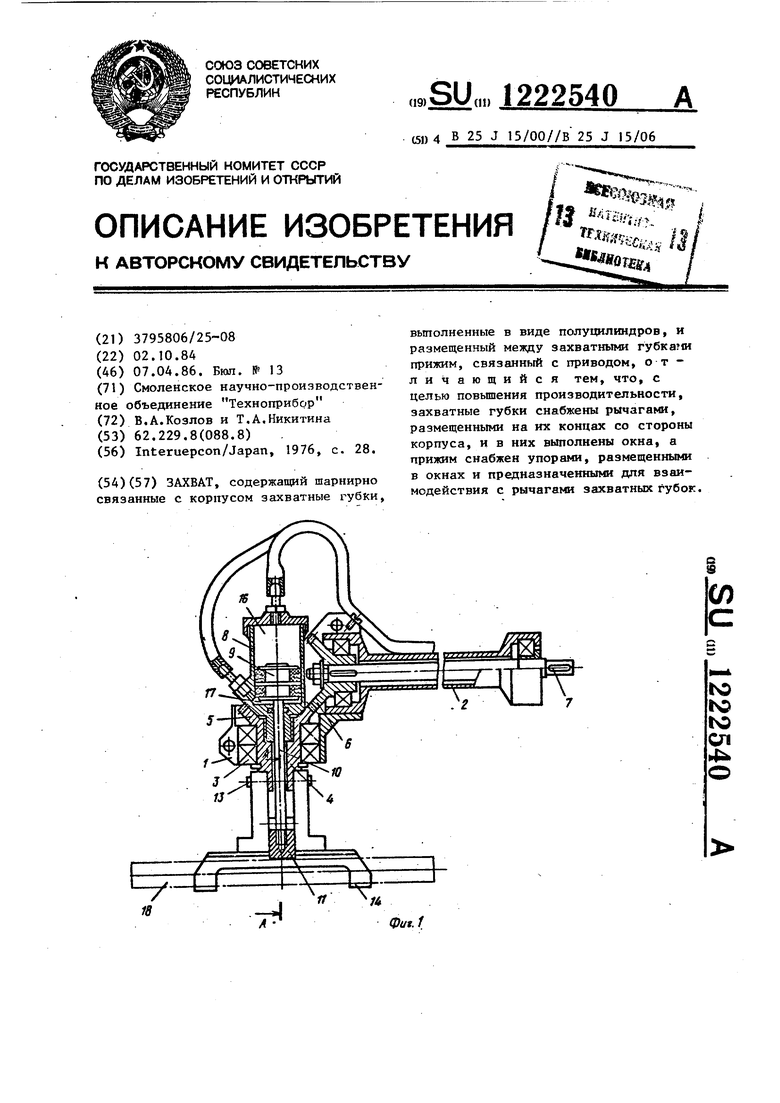
На фиг.I изображен захват с захватными губками 5 закрытом положении на фиг.2 - сечение-А-А на фиг.1; на фиг.З -.захват с губками в открытом положении; на фиг.4 - губки захвата в закрытом положении, прижим отведе от заготовки; на фиг.З - вид Б на фиг.2.
Захват содержит корпус 1, в котором закреплена трубчатая штанга 2 и подшипниковый узел 3 со смонтированной в нем муфтой 4 с коническим зубчатым колесом 5, входящим в зацепление с коническим колесом 6, закрепленным на валу 7. Вал 7 смонтирован в штанге 2 и вторым концом соединен с приводом поворота (не показан). Н муфте 4 закреплен цилиндр 8 с поршнем 9 и штоком 10, на конце которого закреплен прижим 11 с упорами 12 На муфте 4 на осях 13 смонтированы захватные губки 14 с рычагами 15. Захватные части губок образованы полыми полуцилиндрами. В цилиндре 8 привода поворота губок образованы рабочие полости 16 и 17. Диаметр
5
цилиндрического отверстия мегду губками 14 в их сомкнутом положении больше диаметра захватываемой заготовки 18 на величину Н, равную 1/2 высоты накатываемой резьбы.
Захват работает следзгкнцим образом.; Подачей сжатого воздуха в полость 17 поршень 9 со штоком 10 перемещается (на чертеже вверх) и упорами 12 прижима 11, взаимодействующими с рычагами 15, поворачивает губки 14 в открытое положение (фиг.З). Для поворота губок 14 в закрытое положение сжатый воздух подают в полость 16, а полость 17 соединяют с наружной средой. В закрытом положении губки 14 замыкаются зшорами 12 прижима П. Заготовка 18 прижимается к губкам 14 прижимом 11. В таком положении зажимных элементов заготовка 18 транспортируется к резьбонакатным роликам станка. После установки заготовки 18 в рабочую зону полость 16 соединяется с наружной средой. В процессе
5 резьбонакатывания и перемещения заготовки в поперечном направлении при- яонм 11 свободно отводится заготовкой. 18. После накатки резь1бы на одном конце заготовки полость 16 соединяют
0 с источником сжатого воздуха, зажимают заготовку прижимом 11, схват отводят из рабочей зоны и включением привода поворота муфту 4 поворачивают вокруг оси на угол 180% и опе5 рация резьбонакатывания повторяется на втором конце заготовки 18 в аналогичной последовательности.
0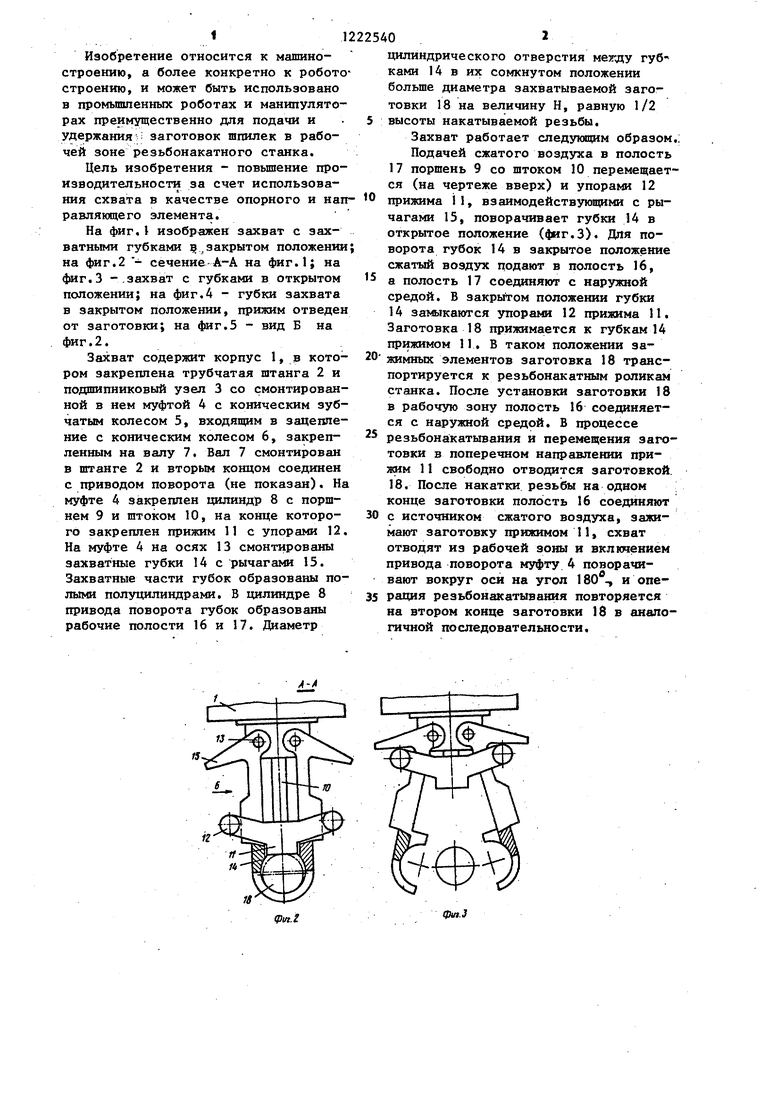
| название | год | авторы | номер документа |
|---|---|---|---|
| Захватное устройство | 1984 |
|
SU1222542A1 |
| Схват промышленного робота | 1984 |
|
SU1255426A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Схват | 1986 |
|
SU1390021A1 |
| Устройство для изготовления стеганных деталей мебельной облицовки | 1986 |
|
SU1359369A1 |
| Схват | 1990 |
|
SU1798185A1 |
| Схват | 1987 |
|
SU1440707A2 |
| Устройство для подачи детали в зону контроля после шлифования | 1990 |
|
SU1763142A1 |
| Схват промышленного робота | 1983 |
|
SU1177150A2 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
«
(Put.t
фт.З
14
Фиг А
л
| Interuepcon/Japan, 1976, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
