Изобретение относится к машиностроению, в частности к промышленным роботам и манипуляторам.
Цель изобретения - повышение точности позиционирования и надежности работы схвата.
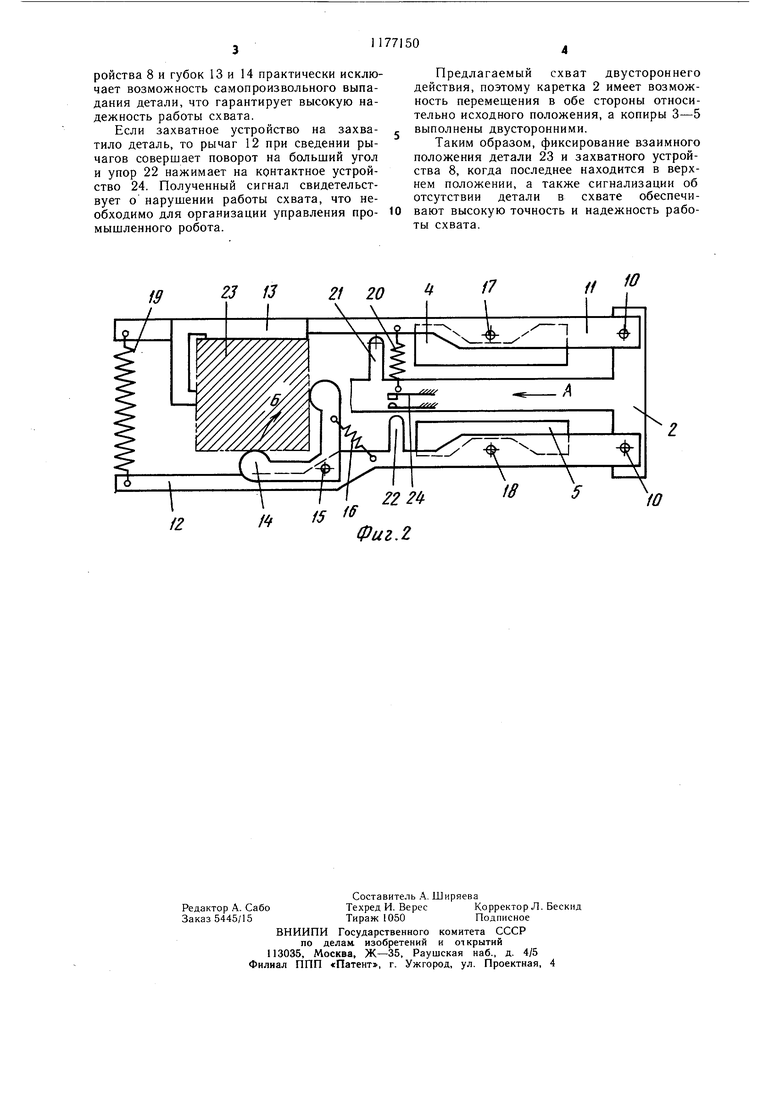
На фиг. 1 изображен схват промышленного робота, общий вид; на фиг. 2 - то же, вид снизу.
Схват промышленного робота содержит корпус 1 с направляюш,ими каретки 2 и копирами 3-5. На каретке 2 в направляюш,ей 6 расположен с возможностью перемещения перпендикулярно направлению перемещения корпуса 1 ползун 7, в нижней части которого смонтировано захватное устройство 8, а в верхней части установлен палец 9 для взаимодействия с копиром 3. На каретке 2 параллельно направлению движения ползуна 7 установлены оси 10 поворота рычагов 11 и 12 с ориентирующими губками 13 и 14. Ориентирующая губка 13 жестко закреплена на рычаге 11, а губка 14 установлена щарнирно так, что ось 15 ее поворота, закрепленная на рычаге 12, перпендикулярна плоскости движения губок 13 и 14. При этом губка 14 подпружинена в направлении стрелки б пружинами 16. На рычагах 11 и 12 закреплены пальцы 17 и 18, контактирующие благодаря наличию пружины 19 с неподвижными относительно направляющих каретки 2 копирами 4 и 5. Рычаг 11 с неподвижной ориентирующей губкой 13 при сведенных рычагах 11 и 12 контактирует при помощи прижимной пружины 20 с неподвижным относительно каретки 2 упором 21. Рычаг 12 с неподвижной ориентирующей губкой 14 имеет упор 22, воздействующий при отсутствии детали 23 на контактное устройство 24, закрепленное на каретке 2. Упор 25 определяет зону позиционирования схвата.
Схват работает следующим образом.
Для захвата детали корпус 1 движется в направлении стрелки А в зону расположения детали. Каретка 2 останавливается на упоре 25 и занимает положение, при котором захватное устройство 8 располагается над деталью. Корпус I схвата не останавливается резко, а проходит дальше в направлении стрелки А еще некоторое расстояние. При этом наклонные плоскости копиров 4 и 5 находят на пальцы 17 и 18, а рычаги 11 и 12 поворачиваются, обеспечивая разведение ориентирующих губок 13 и 14 на величину, большую габаритных размеров захватываемой детали. При дальнейшем движении корпуса 1 палец 9 переходит на наклонную плоскость копира 3 и захватное устройство опускается до соприкосновения с деталью 23 и захватывает ее.
Корпус 1 схвата останавливается, а затем начинает движение в обратном направлении. При этом копир 3 посредством возвратной пружины воздействует на палец 9
и поднимает захватное устройство 8 с деталью 23 до тех пор, пока палец 9 не вернется на горизонтальную плоскость копира 3, Затем пальцы 17 и 18 переходят на . наклонные плоскости копиров 4 и 5, рычаги 11 и 12 поворачиваются и обеспечивают сведение губок 13 и 14 до соприкосновения с деталью. Рычаг 1 1 с неподвижно закрепленной губкой 13 доходит до упора 21 и удерживается в этом положении благодаря
0 пружине 20.
Под действием пружины 19 создается усилие прижима губок 13 и 14 к детали, вследствие которого шарнирно закрепленная губка 14 ориентирует деталь по базовым поверхностям губки 13. Схват готов для переноса детали в зону ее установки. При установке детали 23 последовательность движений элементов схвата сохраняется. Корпус 1 двигается в зону установки детали. Каретка 2 останавливается на упоре, аналогичном упору 25, и занимает положение, при котором захватное устройство 8 с деталью располагается над местом установки детали.
Корпус 1 схвата не останавливается резко а проходит дальше еще некоторое расстояние. При этом наклонные плоскости копиров 4 и 5 находят на пальцы 17 и 18, а рычаги 11 и 12 поворачиваются, обеспечивая разведение губок 13 и 14. Теперь деталь удерживается только захватным устройством 8. При дальнейшем движении корпуса 1 палец 9 переходит на наклонную плоскость копира 3 и захватное устройство опускается до соприкосновения детали с поверхностю установки. Удержание детали прекращается.
Корпус 1 схвата останавливается, а затем начинает движение в обратном направлении. При этом копир 3 посредством возвратной пружины воздействует на палец 9 и поднимает захватное устройство 8 без детали до тех пор, пока палец 9 не вернется на горизонтальную плоскость копира 3. Затем пальцы 17 и 18 переходят на наклонные плоскости копиров 4 и 5, рычаги 11 и 12 поворачиваются и обеспечивают сведение губок 13 и 14. Рычаг 11 с неподвижно.закрепленной губкой 13 доходит до упора 21 и удерживается в этом положении благодаря пружине 20. Под действием пружины 19 рычаг 12 с подвижной губкой 14 посредством упора 22 воздействует на контактное устройство 24, сигнализирующее об отсутствии
детали в схвате.
Таким образом, точность взаимного расположения детали 23 и захватного устройства 8, с одной стороны, определяется базовыми поверхностями губки 13 и упором 21, а с другой - губкой 14, осуществляющей
5 прижим детали к базовым поверхностям губки 13.
Одновременное удерживающее силовое воздействие на деталь 23 захватного устройства 8 и губок 13 и 14 практически исключает возможность самопроизвольного выпадания детали, что гарантирует высокую надежность работы схвата.
Если захватное устройство на захватило деталь, то рычаг 12 при сведении рычагов совершает поворот на больший угол и упор 22 нажимает на контактное устройство 24. Полученный сигнал свидетельствует о нарушении работы схвата, что необходимо для организации управления промышленного робота.
Предлагаемый схват двустороннего действия, поэтому каретка 2 имеет возможность перемещения в обе стороны относительно исходного положения, а копиры 3-5 выполнены двусторонними.
Таким образом, фиксирование взаимного положения детали 23 и захватного устройства 8, когда последнее находится в верхнем положении, а также сигнализации об отсутствии детали в схвате обеспечивают высокую точность и надежность работы схвата.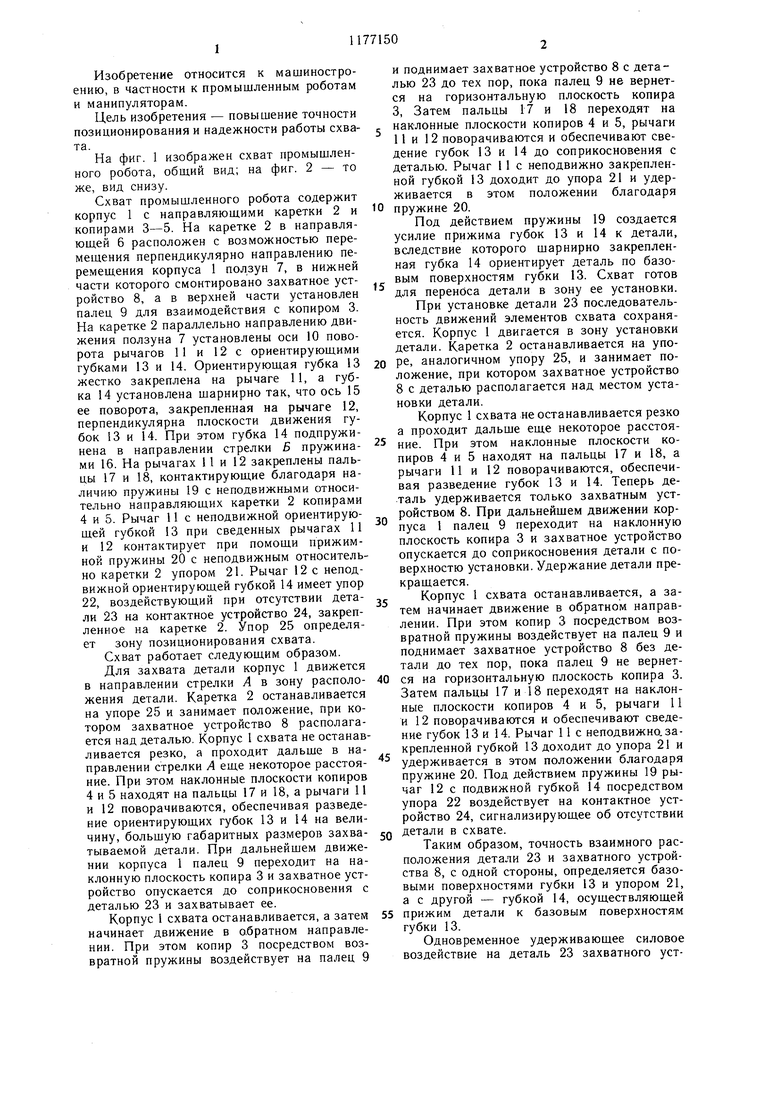
| название | год | авторы | номер документа |
|---|---|---|---|
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Схват | 1985 |
|
SU1289679A1 |
| Групповой схват | 1986 |
|
SU1333576A1 |
| Захватное устройство | 1989 |
|
SU1708603A1 |
| Схват промышленного робота | 1980 |
|
SU908590A1 |
| Захват промышленного робота | 1985 |
|
SU1288051A1 |
| Захватное устройство | 1990 |
|
SU1771955A1 |
| Захватное устройство | 1984 |
|
SU1222542A1 |
| Устройство для подачи детали в зону контроля после шлифования | 1990 |
|
SU1763142A1 |
| Схват | 1982 |
|
SU1093543A1 |
СХВАТ ПРОМЫШЛЕННОГО РОБОТА, по авт. св. № 908590, отличаю щийся тем, что, с целью повышения точности позиционирования и надежности работы, он снабжен механизмом ориентации, выполненным в виде двух рычагов, смонтированных на каретке и имеющих возможность взаимодействия с дополнительными копирами, установленными на корпусе, и ориентирующих губок, одна из которых жестко установлена на одном из рычагов, а другая установлена на другом рычаге с возможностью поворота относительно оси губки в плоскости перемещения этого рычага, при этом на каретке смонтировано контактное усройство, взаимодействующее с рычагом, несущим подвижную ориентирующую губку. (Л СП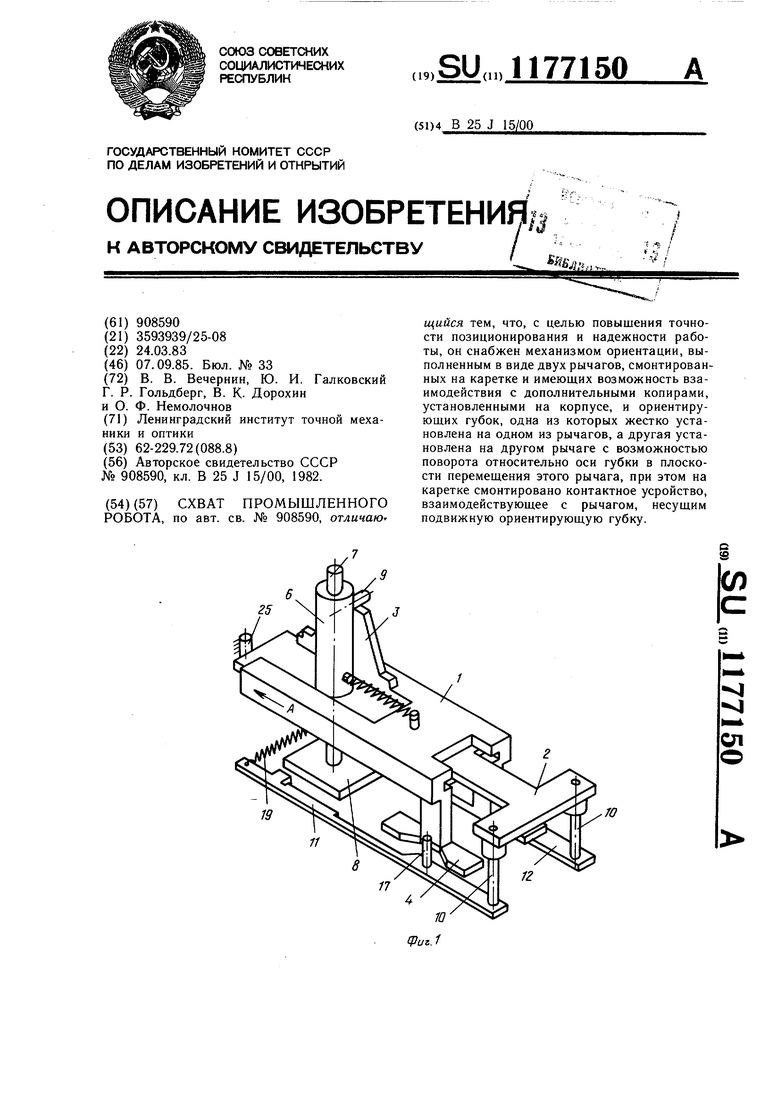
iif 15 Фиг.г
| Схват промышленного робота | 1980 |
|
SU908590A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
