Изобретение относится к автоматизации процесса обжига, а именно к регулированию процесса обжига керамических материалов, и может быть использовано в промышленности строительных материалов.
Целью изобретения является повышение качества регулирования теплового режима печи.
Сущность способа заключается в следующем.
Снижение температуры отходящих дымо- вых газов можно осуществить путем уменьшения интенсивности отсоса. При этом тепло газов более полно используется для нагрева изделий. Поскольку тепло для нагрева изделий отбирается из зоны обжига, где сжигается топливо, то в результате экономится топливо.
В то же время температура отходящих дымовых газов не должна быть ниже точки росы, так как при понижении температуры газа ниже точки росы содержащиеся в га- зах водяные пары конденсируются на холодных изделиях, вызывая отслаивание поверхности и, тем самым, образование брака уже в начале процесса обжига. Точка росы дымовых газов нестабильна, так как зависит от влажности изделий, поступающих в печь, в то время как влажность изделий также непостоянна и определяется условиями формовки и сущки изделий.
Таким образом, измерение точки росы дымовых газов и изменение интенсивности отсоса по разности температуры дымовых газов и их точки росы обеспечивает минимальные потери тепла с дымовыми газами. При этом повыщается качество процесса обжига. Для увеличения точности измерения температуру дымовых газов и точку росы измеряют в начале зоны нагрева, перед дымососом.
На чертеже показано устройство, с помощью которого реализуется данный способ.
Устройство содержит непрерывно действующую печь 1, имеющую зоны нагрева, обжига и охлаждения, топливопровод 2, дымосос 3, датчик 4 температуры в зоне обжига, регулятор 5, исполнительный механизм 6, регулирующий орган 7, датчик 8 температуры дымовых газов перед дымосо
Составитель В. Баранов
Техред И. ВересКорректор А. Зимокосов
Тираж 561Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
5
0
Q 5
0
0
5
СОМ, преобразователь 9, датчик 10 точки росы дымовых газов, регулятор И, исполнительный механизм 12 и регулирующий орган 13.
Регулирование производится следующим образом.
Температуру в зоне обжига измеряют датчиком 4, например термоэлектрическим преобразователем, преобразуют сигнал с датчика в регулирующее воздействие регулятором 5, который управляет исполнительным механизмом 6, сочлененный с регулирующим органом 7, изменяющим подачу топлива в зону обжига.
При отклонении температуры в зоне обжига от заданного значения регулирующий орган 7 изменяет подачу топлива таким образом, что температура в зоне обжига восстанавливается до заданного значения.
Температуру дымовых газов измеряют датчиком 8, например термоэлектрическим преобразователем, и преобразуют измеренный сигнал преобразователем 9 в унифицированный токовый сигнал О-5 МА. В качестве преобразователя 9 может быть использован нормирующий преобразователь.
Точку росы дымовых газов измеряют датчиком 10, например гигрометром автоматическим психрометрическим, с унифицированным выходом О-5 МА.
Сигналы с преобразователя 9 и датчика 10 подают на вход регулятора 11, в котором они вычитаются, преобразуются в регулирующее воздействие и управляют исполнительным механизмом 12, сочлененным с регулирующим органом 13, изменяющим интенсивность отсоса дымовых газов и их точки росы. Регулирующий орган 13 изменяет интенсивность отсоса таким образом, что разность восстанавливается до заданного значения.
Таким образом, данный способ обеспечивает изменение подачи топлива в зону обжига по результатам измерения температуры в зоне обжига, а интенсивности отсоса дымовых газов - по разности температуры дымовых газов и их точки росы.
Данный способ автоматического регулирования теплового режима печи позволит повысить качество регулирования обжига и сэкономить топлива до 5%.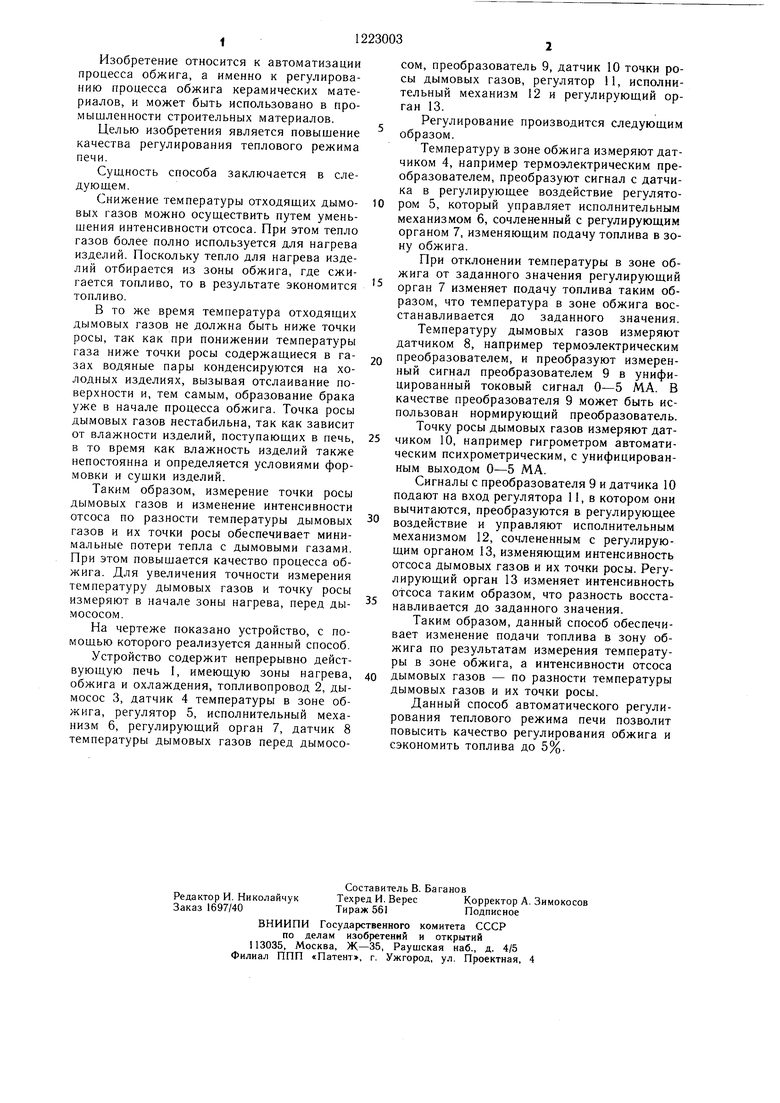
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом обжига изделий в туннельной печи | 1989 |
|
SU1698610A1 |
| Способ автоматического управления трубчатой печью в комплексе коксования | 1989 |
|
SU1791446A1 |
| Способ автоматического регулирования процесса обжига сырьевой смеси во вращающейся печи | 1979 |
|
SU887910A1 |
| Способ автоматического регулирования теплового режима туннельной печи | 1981 |
|
SU1067330A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1977 |
|
SU726401A1 |
| Способ автоматического управления процессом обжига клинкера во вращающейся печи | 1982 |
|
SU1043459A1 |
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК ИЗГОТОВЛЕНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА | 2003 |
|
RU2261488C2 |
| Многокамерная печь для спекания углеродсодержащих блоков и способ регулирования горения в многокамерной печи | 1988 |
|
SU1738102A3 |
| Способ автоматического регулирования процесса получения извести | 1986 |
|
SU1381094A1 |
| Способ автоматического управления процессом термоподготовки керамзитового сырца и устройство для его осуществления | 1982 |
|
SU1062485A1 |

| Способ автоматического регулированияТЕплОВОгО РЕжиМА КОНВЕйЕРНОйлиНии для ОбжигА КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU815446A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1980 |
|
SU887905A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
