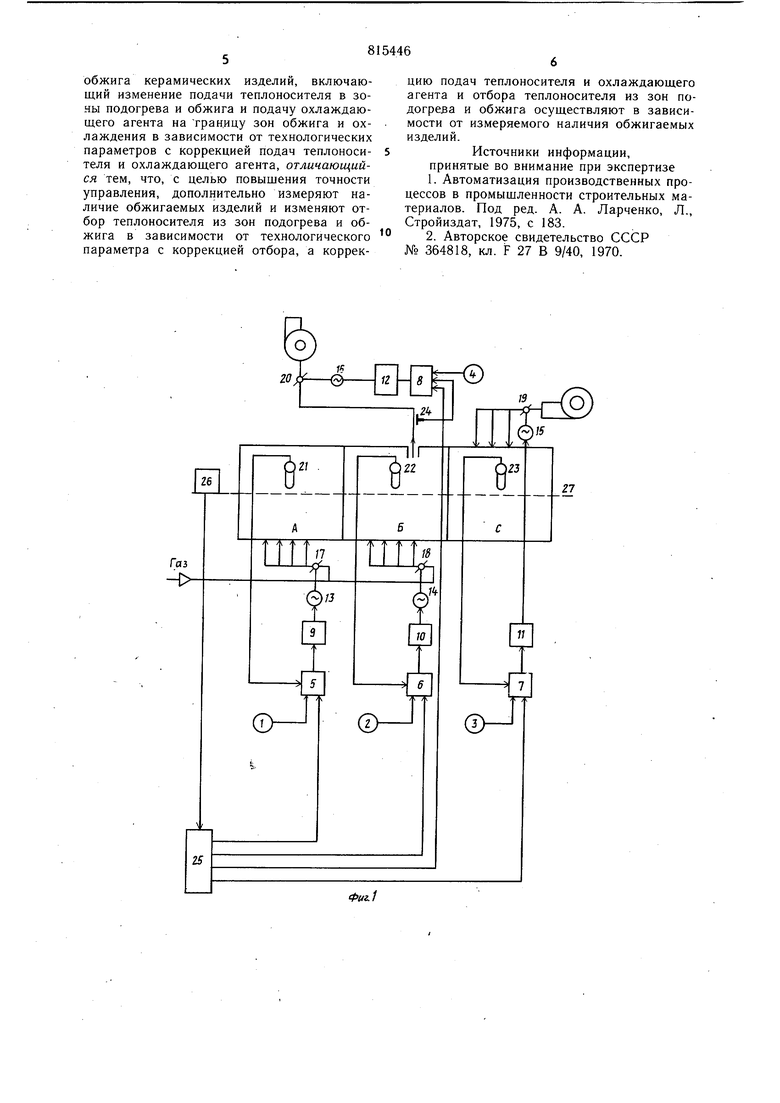
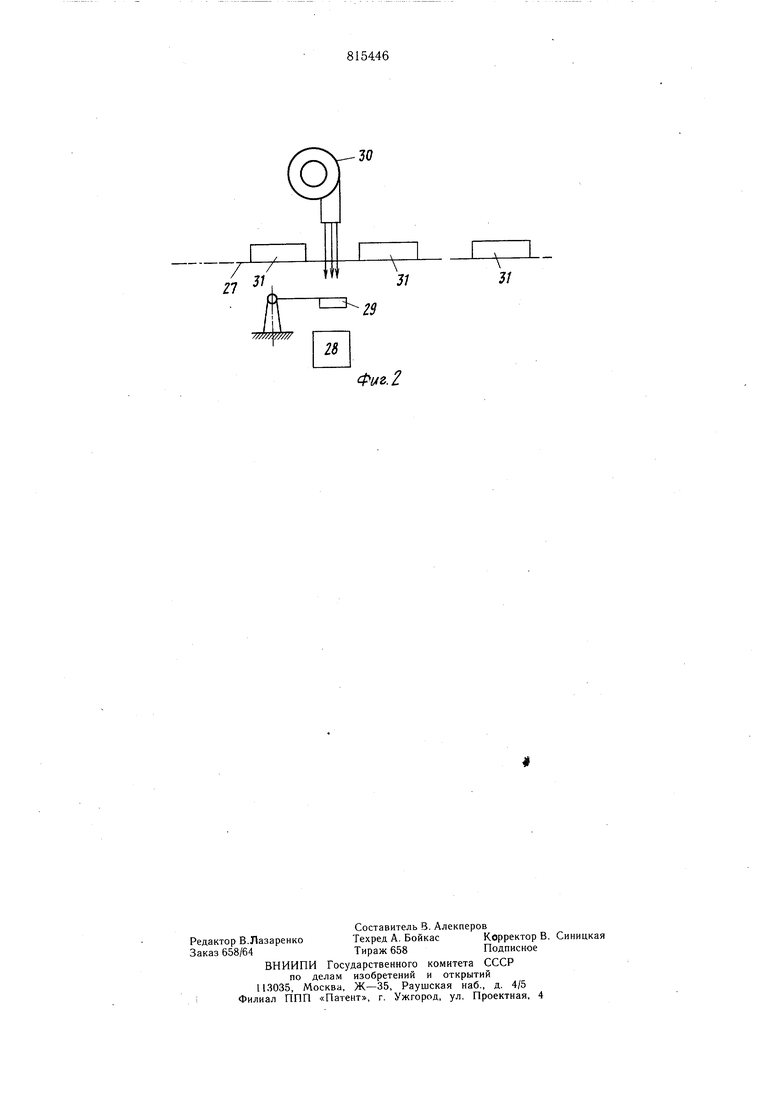
ряют наличие обжигаемых изделий и изменяют отбор теплоносителя из зон подогрева и обжига, в зависимости от технологического параметра с коррекцией отбора, а коррекцию подач теплоносителя и охлаждающего агента и отбора теплоносителя из зон подогрева и обжига осуществляют в зависимости от измеряемого наличия обжигаемых изделий. На фиг. 1 представлена функциональная схема устройства, реализующего способ; на фиг. 2 - один из вариантов исполнения датчика наличия изделий на конвейере. Устройство содержит задатчики 1-4 регулируемых параметров, регулирующие приборы 5-8, позволяющие осуществлять пропорционально-интегральный закон регулирования и имеющие логические цепи «больще и «меньще, реверсивные пусковые устройства 9 -12, исполнительные механизмы 13-16, регулирующие органы 17- 20, датчики 21-24 технологических параметров, установленные в зоне А подогрева, зоне В обжига, зоне С охлаждения, печи обжига, блок 25 временной задержки, датчики 26 наличия обжигаемых изделий на . конвейере 27. Датчик 26 представляет собой путевой бесконтактный выключатель 28, на флажок 29 которого направляют струю воздуха от компрессора 30. Обжигаемые изделия 31, проходя по конвейеру 27, перекрывают струю воздуха и датчик 26 срабатывает. Для получения переходных процессов с одинаковым перерегулированием в системах с про.порционально- интегральным законом регулирования необходимы разные параметры настроек регулирующих приборов при возмущениях по заданию и понагрузке. Ввиду того, что в системах автоматического .регулирования действуют оба вида возмущения, настройку регулирующих приборов выбирают, исходя из минимального времени переходного процесса при деиствии возмущения по нагрузке, при этом необходимо, чтобы полный ход регулирующих органов не только обеспечивал компенсацию возмущений в установившемся состоянии, но и был с запасом. Возмущения могут быть различной величины и проявляться в различных местах регулируемого объекта. Наибольщее влияние на показатели переходного процесса оказывают так называемые больщие возмущения, возникающие из-за перерыва в подаче обжигаемых изделий, так как регуляторы не обладают достаточно больщим диапазоном регулирования. Способ позволяет с помощью датчика 26 наличия обжигаемых изделий и блока 25 временной задержки упреждать большие возмущения и воздействовать на регулирующие органы 17-20 еще до того, как успеет измениться нагрузка. Регулируемым объектом является печь обжига, в которой происходит нагрев (зона А), обжиг (зона В) и охлаждение (зона С) обжигаемых изделий. Регулирование температуры в зонах А и В осуществляют следующим образом. Сигналы с датчиков 22 и 21 подают на регулирующие приборы 5 и 6, где они сравниваются с сигналами задатчиков 1 и 2 регулируемых параметров. Сигнал рассогласования усиливают в регулирующих приборах и подают на пусковые устройства 9 и 10, которые через исполнительные механизмы 13 и 14 воздействуют на регулирующие органы 17 и 18. В зависимости от знака сигнала рассогласования регулирующие органы 17 и 18 увеличивают или уменьщают подачу теплоносителя в зоны А и В. Аналогично регулируют температуру в зоне С, но воздействуют не на теплоноситель, а на подачу охлаждающего агента, Отбор теплоносителя регулируют по тому же принципу с помощью датчика 24, задатчика 4, регулирующего прибора 8, пусi o oro устройства 12, исполнительного механизма 16 и регулирующего органа 20. При перерыве в подаче обжигаемых изделий срабатывает датчик 26. Сигнал с датчика 26 обжигаемых изделий подают на блок 25 временной задержки. Время задержки информации пропорционально времени передвижения обжигаемых изделий в соответствующие зоны А, В, С. Сигналы с блока 25 временной задержки воздействуют на регулирующие органы 17, 19, 20 через логические цепи «меньще регулирующих npi 6opOB 5, 7, 8 в моменты достижения разрывов в подаче обжигаемых изделий соответствующих зон А, В, С. Таким образом, уменьшается подача теплоносителя в зону А, охлаждающего агента в зону С и отбор теплоносителя из зоны В, что позволяет осуществить экономию топлива, уменьщить воздействие высоких температур на ролики конвейера и футеровку печи. При возобновлении поступления изделий, сигналы, поступающие с блока 25 временной задержки снимают с логических цепей «меньще и подают на логические цепи «больще регулирующих приборов 5, 6, 7, так как холодные изделия, попадая в зону подогрева А и обжига В, резко снижают температуру. При достижении изделиями соответствующих зон, сигналы с логических цепей «больще регулирующих приборов 5, 6, 7 снимают и регулирование производят по пропорционально-интегрально.му закону, Формула изобретения Способ автоматического регулирования теплового режима- конвейерной линии для
обжига керамических изделий, включающий изменение подачи теплоносителя в зоны подогрева и обжига и подачу охлаждающего агента на границу зон обжига и охлаждения в зависимости от технологических параметров с коррекцией подач теплоносителя и охлаждающего агента, отличающийся тем, что, с целью повыщения точности управления, дополнительно измеряют наличие обжигаемых изделий и изменяют отбор теплоносителя из зон подогрева и обжига в зависимости от технологического параметра с коррекцией отбора, а коррекцию подач теплоносителя и охлаждающего агента и отбора теплоносителя из зон подогрева и обжига осуществляют в зависимости от измеряемого наличия обжигаемых изделий.
Источники информации, принятые во внимание при экспертизе
1.Автоматизация производственных процессов в промыщленности строительных материалов. Под ред. А. А. Ларченко, Л., Стройиздат, 1975, с 183.
2.Авторское свидетельство СССР № 364818, кл. F 27 В 9/40, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процессов обжига в шелевой печи | 1982 |
|
SU1112213A1 |
| БИБЛИОТЕКА | 1973 |
|
SU364818A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1980 |
|
SU887905A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1977 |
|
SU726401A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1978 |
|
SU775594A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1977 |
|
SU691662A1 |
| Устройство для автоматического регулирования процесса обжига в щелевой печи | 1977 |
|
SU691663A1 |
| Способ автоматического регулирования процесса обжига керамических изделий в щелевой печи | 1979 |
|
SU857074A1 |
| Система автоматического управления процессом обжига керамических плиток в щелевой печи | 1982 |
|
SU1099204A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1979 |
|
SU857684A1 |
Фиг.1
