Изобретение относится к механосборочному производству и может быть использовано при изготовлении цепей.
Цель изобретения - повьшение качества изготавливаемых цепей путем обеспечения зачистки концов звеньев цепи, подлежащих сварке, и определенного количества звеньев в цепи.
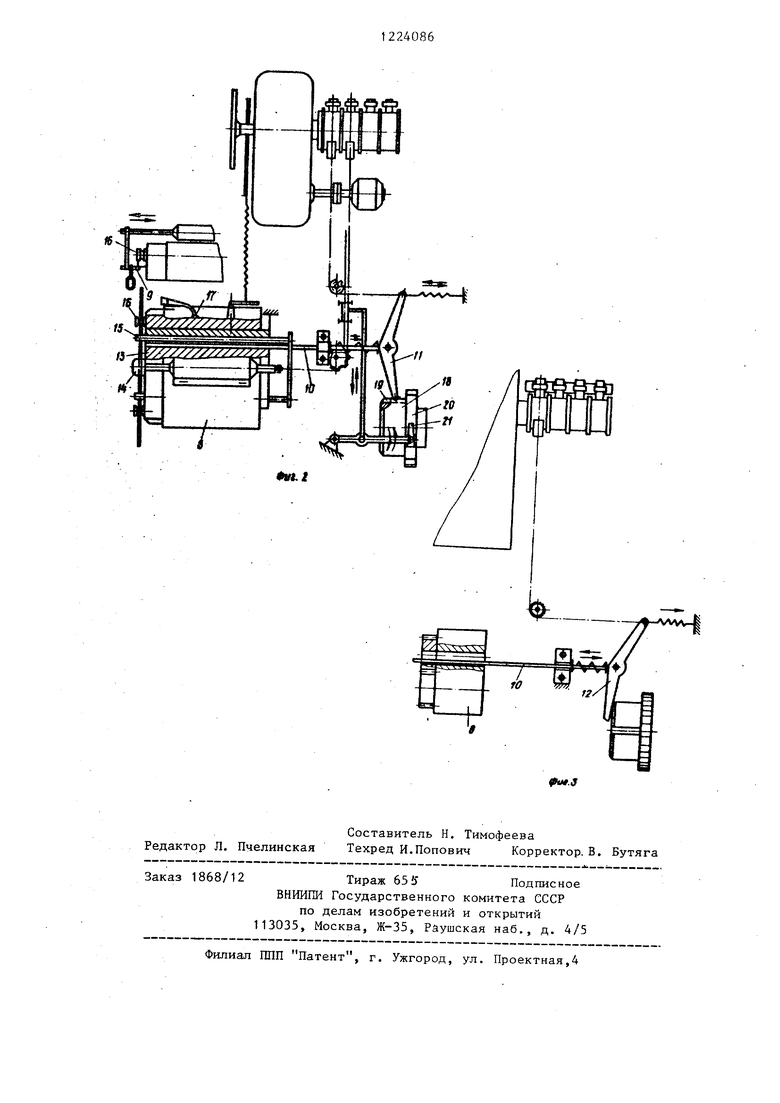
На фиг,1 показан автомат, общий вид, на фиг.2 - гибочная головка, на фиг.З - механизм отсчета.
Автомат содержит размещенные на станине 1 узел 2 правки проволоки, узел 3 шаговой подачи, механизм 4 резки проволоки с ножами 5, распо- ложный между узлом 2 правки и уз-;/ лом 3 шаговой подачи на расстоянии от ножей 5, кратном величине подачи механизм 6 зачистки, механизм 7 вязки с гибочной головкой 8, кантователь и механизм 9 улавливания готового звена.
Кантователь выполнен в виде подпружиненного относительно станины 1 стержня 10, установленного в гибочной головке 8 с возможностью возвратно-поступательного перемещения, и рычага 11, закрепленного на стержне 10 со стороны его нерабочего конца, одно гшечо рычага 11 подпружинено относительно станины 1, а другое расположено с возможностью взаимодействия с механизмом 12 отсчета звенЪев цепи.
Гибочная головка содержит корпус 13, прижим 14 заготовки, пальцы 15 установленные внутри корпуса 13 с возможностью возвратно-поступательного перемещения вдоль их оси и ролики 16 для гибки звена цепи. На корпусе 13 установлен приводной толкатель 17 для удаления звена цепи из механизма улавливания 9.
Механизм отсчета содержит барабан 18 с продольник пазом 19,жестко с ним связанное храповое колесо 20 и собачку 21, кинематически связанную с приводом механизма улавливания 9.
Автомат работает следующим образом.
Проволоку от бунта подают в узел 2 правки, затем узлом 3 шаговой подачи с определенным шагом подают к механизму 6 зачистки, который очищает проволоку в местах резки, а затем к механизму 4 резки, где режут на заготовки. Отрезанную заготовку прижимают прижимом 14 к корпусу с пальцами 15 гибочной головки 8, вокруг которых роликами 16 гнут звено цепи. После изготовления звена цепи пальцы 15 гибочной головки 8 уходят в корпус 13, а звено цепи расположено на механизме 9 улавли- вания соосно с ножами 5 механизма
4 резки. С помощью кантователя готовое звено разворачивают таким образом j, чтобы в него могла войти заготовка следующ&го звена цепи, которую гнут так же, как предьщущую.
Для того,, чтобы готовое звено цепи не задерживалось на механизме 9 улавливания, используют толкатель 17, который удаляет предыдущее звено цепи в момент изготовления последующего.
Отсчет необходимого количества звеньев цепи осуществляется следующим образом.
В момент сбрасьшания готового
звена цепи на механизм 9 управления собачка 21 храпового колеса 20, кинематически связанная с приводом механизма 9 улавливания, поворачивает его на некоторый угол. При этом
рычаг 11 кантователя скользит по барабану 18. Когда рычаг 11 попадает в паз 19 барабана 18, стержень 10 выводится из рабочего положения. Кантовка звена не осуществляется,
вязка цепи прекращается.
Предложенный автомат обеспечивает изготовление цепи с необходимым числом звеньев, при этом каждое звено в месте сварки зачищено.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат цепевязальный | 1980 |
|
SU925512A1 |
| Автомат цепевязальный | 1983 |
|
SU1162548A2 |
| Автомат для изготовления изделий из проволоки | 1973 |
|
SU484035A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Цепевязальный автомат и способ вязки цепи цепевязальным автоматом | 2023 |
|
RU2827820C1 |
| Устройство для сборки цепей | 1979 |
|
SU854547A1 |
| Цепевязальный автомат | 1979 |
|
SU1022396A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Устройство для изготовления проволочных разводных шплинтов | 1988 |
|
SU1563818A1 |
1. Автомат для изготовления цепей, содержащий размещенные на станине узел правки проволоки,узел шаговой подачи, механизм резки проволоки с ножами, механизм вязки с гибочной головкой, кантователь и приводной механизм улавливания готового звена, отличающий- с я тем, что, с целью повьшения. качества, он снабжен механизмом зачистки, установленным между узлом правки и узлом шаговой подачи на расстоянии от ножей, кратном величине подачи, и механизмом отсчета звеньев цепи, установленным- параллельно механизму вязки, кантователь выполнен в виде подпружиненного относительно станины стержня, установленного в гибочной головке с возможностью возвратно-поступательного перемещения и рычага, закрепленного на этом стержне со стороны его нерабочего конца, при этом одно плечо рычага подпружинено относительно станины и связано с приводом автомата, а другое плечо установлено с возможностью взаимодействия с механизмом отсчета звеньев цепи. 2. Автомат по п.1, о т л и- чающийся тем, что механизм отсчета звеньев цепи выполнен в виде закрепленного на станине поворотного барабана с продольным пазом и храпового колеса, кинематически связанного с приводом узла улавливания готового звена, при этом барабан и храповое колесо жестко связаны между собой. (Л ю IND 4 оо ск
Составитель Н. Тимофеева Редактор Л. Пчелинская Техред И.Попович Корректор. В. Бутяга
1868/12
Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал Ш1П Патент, г. Ужгород, ул. Проектная,4
| Автомат цепевязальный | 1980 |
|
SU925512A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
