(54) АВТОМАТ ЦЕПЕВЯЗАЛЬНЫЙ Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления звеньев и вязания их в цепь. Известен цепевязальный автомат, содержащий установленные на станине и связанные общим приводом консольную гибочную оправку, инструменты для отрезки и гибки и механизм обжима и калибровки звена-, выполненный в виде установленных по об стороны от кантователя качающихся рычагов, а также механизм переноса 1. Однако передача звена с позиции гибки на позицю вязки цепи осуществляется механизмом переноса, наличие которого усложняет конструкцию автомата, увеличивает его металлоемкость и ограничивает повышение производительности, а консольное выполнение гибочной оправки снижает на.дежность конструкции. Целью изобретения является повышение производительности, надежности и уменьшение металлоемкости. Эта цель достигается за счет того, что в автомате, содержащем установленные на станине и связанные с общим приводом подвижную гибочную оправку, гибочные ползуны и кантователь, содержащий втулку с крестообразным пазом в верхней ее части, установленную с возможностью возвратно-поворотного перемещения, гибочная оправка снабжена установленным параллельно ее оси цилиндрическим штырем, а кантователь звена выполнен в виде неподвижно установленной во вту.лке головки с фигурным сквозным пазом. Втулка выпол- нена опорной под гибочную оправку и с разъемной верхней частью, в которой расположен крестообразный паз. На фиг. I схематично изображен цепевязальный автомат; на фиг. 2 - разрез Б-Б; на фиг. 3 - вид А на фиг. 2; на фиг. 4-11 - последовательная ориентация и кантовка звена. Автомат содержит станину 1, на которой смонтирован привод, состоящий из электродвигателя 2, связанного через клиноременную передачу 3 и зубчатую передачу 4 с центральным зубчатым колесом 5, приводящим через промежуточные шестерни все механизмы автомата. Узел резки и первоначальной гибки выполнен в виде ползуна 6 с закрепленными на нем отрезным ножом 7 и гибочными вставками 8, приводимого от кривошипно-шатунных механизмов 9. Внутри ползуна 6 размещен прижим 10 с приводом от рычажной системы 11 и кулака 12. Под прижимом 10 горизонтально расположена гибочная оправка 13 с приводом от кулаков 14. На конце оправки 13 вне ее центра, но параллельно оси рас положен цилиндрический штырь 15, обеспечивающий постоянно ориентированный поворот звена при съеме его с оиравки.
Под оправкой 13 расположен кантователь, выполненный в виде корпуса 16, в котором установлены две втулки: неподвижная 17 и подвижная 18, имеющая возвратно-поворотное движение. На внешней поверхности втулки 18 нарезаны зубья, находящиеся в зацеплении с рейкой 19, имеющей привод от кулака 20.
В неподвии ной внутренней головке 21 кантователя, установленной на неподвижной втулке 17, выполнен фигурный паз 22 со скосами 23. В подвижной головке 24 (верхней части подвижной втулки 18) выполнен крестообразный паз 25.
В головке 21 на внутренней поверхности предусмотрен бурт 26 с вырезами, позволяющими связанной цепи опускаться при повороте кантователя с цепью на 90°.
По обе стороны от кантователя установлены боковые ползуны гибки 27, приводимые от кривошипно-шатунных механизмов 28 и 29 от колеса 5 через промежуточные шестерни 30, 31 и 32. Для подачи материала автомат имеет роликовый механизм 33 и регулируемый упор 34. Между отрезной втулкой 35 и роликовым механизмом 33 установлен механизм пережима или надрубки заготовки, представляющий собой два рычага 36. Каждый рычаг содержит регулируемое зубильце 37, и имеет привод от кривошиппо-щатунного механизма 38, и шестерню 39, связанную с колесом 5.
Все исполнительные механизмы автомата расположены на лицевой плоскости станины 1, что создает удобство для обслуживания и наблюдения.
Автомат работает следующим образом.
Автомат приводится в действие от электродвигателя 2 через клиноременную передачу 3, зубчатую передачу 4 и центральное зубчатое колесо 5, от которого через промежуточные шестерни приводятся в действие все механизмы автомата.
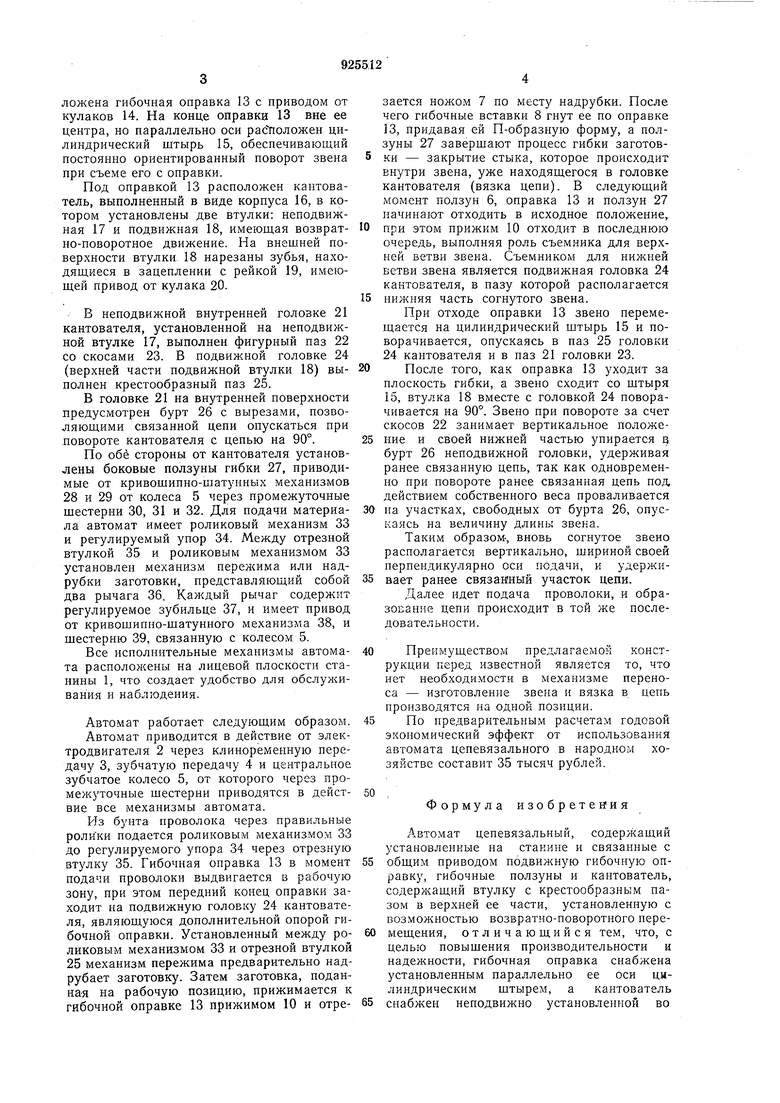
Из бунта проволока через правильные ролики подается роликовым механизмом 33 до регулируемого упора 34 через отрезную втулку 35. Гибочная оправка 13 в момент подачи проволоки выдвигается в рабочую зону, при этом передний конец оправки заходит на подвижную головку 24 кантователя, являющуюся дополнительной опорой гибочной оправки. Установленный между роликовым механизмом 33 и отрезной втулкой 25 механизм пережима предварительно надрубает заготовку. Затем заготовка, поданная на рабочую позицию, прижимается к гибочной оправке 13 прижимом 10 и отрезается ножом 7 по месту надрубки. После чего гибочные вставки 8 гнут ее по оправке 13, придавая ей П-образную форму, а ползуны 27 завершают процесс гибки заготовки - закрытие стыка, которое происходит внутри звена, уже находящегося в головке кантователя (вязка цепи). В следующий момент ползун 6, оправка 13 и ползун 27 начинают отходить в исходное положение,
при этом прижим 10 отходит в последнюю очередь, выполняя роль съемника для верхней ветви звена. Съемником для нижней ветви звена является подвижная головка 24 кантователя, в пазу которой располагается
нижняя часть согнутого звена.
При отходе оправки 13 звено перемещается на цилиндрический штырь 15 и поворачивается, опускаясь в паз 25 головки 24 кантователя и в паз 21 головки 23.
После того, как оправка 13 уходит за плоскость гибки, а звено сходит со штыря 15, втулка 18 вместе с головкой 24 поворачивается на 90°. Звено при повороте за счет скосов 22 занимает вертикальное положение и своей нижней частью упирается ц бурт 26 неподвижной головки, удерживая ранее связанную цепь, так как одновременно при повороте ранее связанная цепь под, действием собственного веса проваливается
на участках, свободных от бурта 26, опусЕ аясь на величину длины звена.
Таким образом-, вновь согнутое звено располагается вертикально, шириной своей перпендикулярно оси подачи, и удерживает ранее связанный участок цепи.
Далее идет подача проволоки, и образование цепи происходит в той же последовательности.
Преимуществом предлагаемой конструкции перед известной является то, что нет необходимости в механизме переноса - изготовление звена и вязка в цепь производятся на одной позиции.
По предварительны.м расчетам годовой экономический эффект от использования автомата цепевязального в народном хозяйстве составит 35 тысяч рублей.
Формула изобретения
Автомат цепевязальный, содержащий установленные на станине и связанные с
общим приводом подвижную гибочную оправку, гибочные ползуны и кантователь, содержащий втулку с крестообразны. пазом в верхней ее части, установленную е возможностью возвратно-поворотного перемещения, отличающийся тем, что, с целью повышения производительности и надежности, гибочная оправка снабжена установленным параллельно ее оси цилиндрическим штырем, а кантователь
снабжен неподвижно установленной во 5 втулке головкой с фигурным сквозным пазом, при этом втулка выполнена опорной под гибочную оправку и с разъемной верхней частью, в которой расположен крестообразный паз, 5 6 Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР по заявке № 2752619/25-27 В 21 L 1/04 11.04.79 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат цепевязальный | 1983 |
|
SU1162548A2 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Цепевязальный автомат | 1979 |
|
SU1022396A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Цепевязальный автомат | 1984 |
|
SU1249772A1 |
| Устройство для гибки и вязки цепей | 1975 |
|
SU774058A1 |
| Цепевязальный автомат | 1957 |
|
SU111976A1 |
| Устройство для сборки цепей | 1979 |
|
SU854547A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |


(.2 Вид А повернуто (Риг.У
