Изобретение относится к литейному производству, в частности к изго- товлкгипо срорм и стержней.
Цель изобрет.ения - повьгление про- лзводнтгльностн н упрощение процесса изготовления форм и стержней.
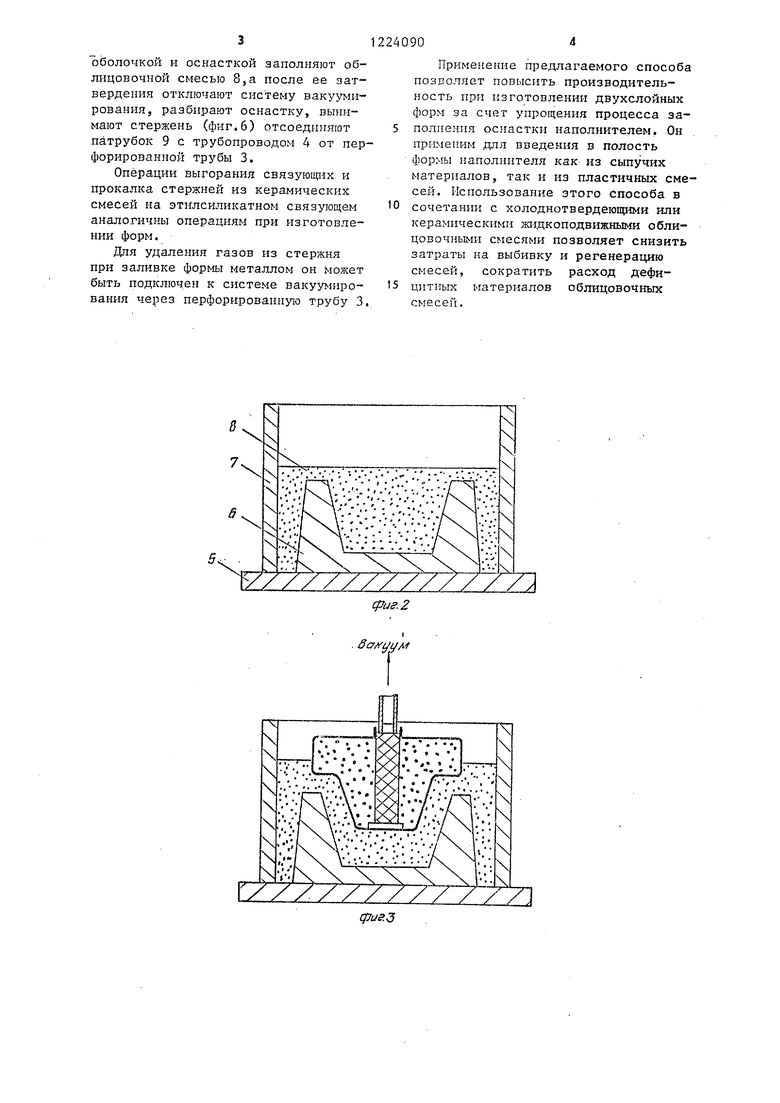
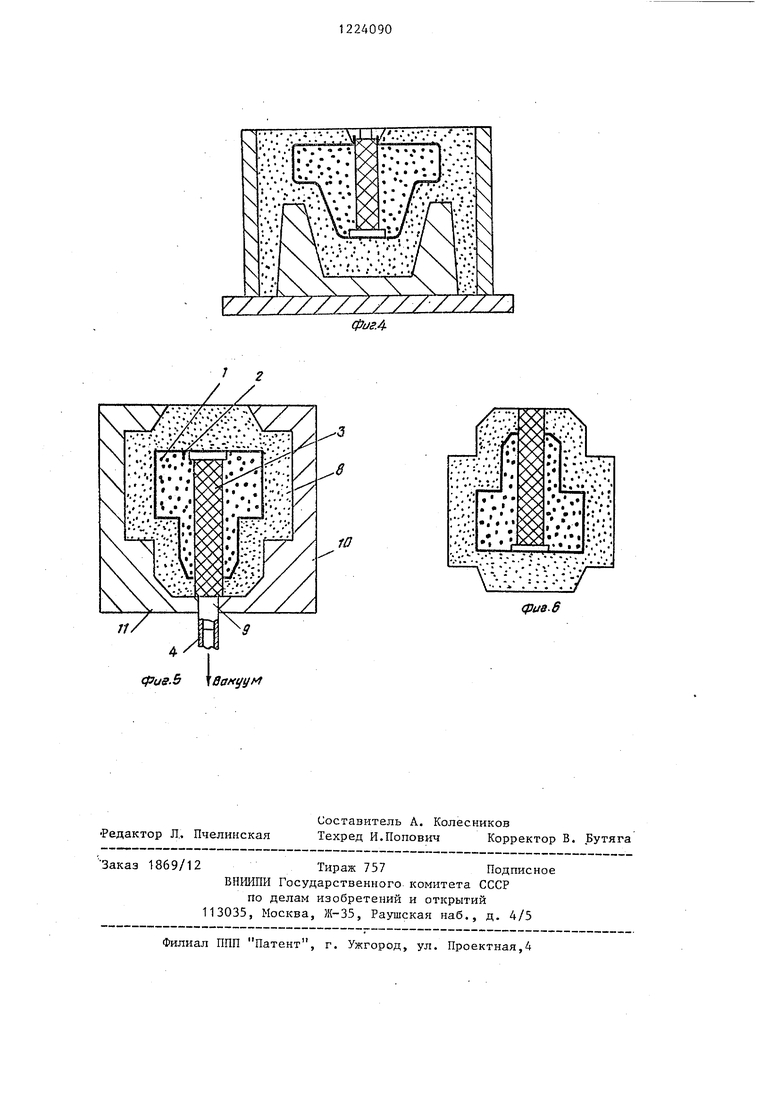
На фиг. показана оболочка, заполненная иаполнителем, на фиг.2-4 процесс изготовления формы; па фиг, 576 процесс изготовления стержня.
Приняты обозначения: 1 наполнитель, 2 - оболочка, 3 - перфорированная труба, 4 - вакуумпровод, 5 - г-юдельная плита, б - модель, / - опока, 8 - облицовочная смесь, 9 - патрубок, 10 и 11 - две половгпш стержневого ящика,
Процесс изготовления форм и стерж
Hei i осуи ествляется следующим обра- 3 ом.
Сначала формуют и уплотняют наполнитель 1 в оболочке 2, придавая . требуемую конфит урацпю. В качестве aтepиaлa оболочки могз т быт гшпользованы эластичные или пластичные материалы, например синтетические гшенки, или деформируемые материалы, например плотпая газонепроницаемая бумага или картон. Формирование II уплотнение паполпителя в оболочке из синтетической плепки осуществляют известпым способоь,ана логичнььч нзготовле1п-ш стержней вакуумной формовкой, создавая в оболо ке через вакуумпровод 4 и перфорированную трубу 3 разрежение величиной (-200)-(-600) мм рт.ст. (-26,4. -79,4 КПа).
Если в качестве материала оболочки используют плотпу1о бумагу или картоп,. то в оболочке, которую мол;- но получить, например, склеиванием, выполняют отверстие (не показано), через которое в полость оболочки вводят перфорированную трубу и подают паиолпптель, после чего оболочку герметизируют и через вакуумпровод 4 и перфорированную трубу 3 создают в ней разрежение.
При изготовлении формы проводят следую11Ц5е осиовпые операции.
В оснастку, состоящую из модельной ПЛИТЕ; 5, модели 6 и опоки 7 подают облицовочную, предпочтительно, шщкоподвплсную самотвердеющую смесь холодного (например, с примеЕшнием смоляных связующих) или горячего
0
15
20
25
30
35
55
10
45
50
1,например, с применением этилсили- катных связующих) твердения. Подачу облицовочной смеси ведут ,o достижения ею уровня3 превышающего модель на 10-20 мм ()5 после чего, прекращая подачи облицовочной смеси, в полость оснастки подают уплотненный и заформованньш в оболочку паполпитель (фиг.З). В случае применения облицовочной смеси холодного твердения перед подачей оболочки с наполнителем в полость оснастки в оболочке, преимущественно со стороны, обращенной к модели, выполняют (например, накалывают) отверстия для обеспечения условий удаления газов из формы.
Подбитый в полость оснастки наполнитель в оболочке устанавливают на поверхность облицовочной смеси или частично (особенно выступающие в сторону модели элементы оболочки с наполнителем) внедряют в облицовочную смесь, одновременно заполняя С7зободпый объем оснастки облицовочной смесью. При этом оболочка с па- полиителем догокна полностью находится в объеме облицовочной смеси. Затем выравнивают контрлад формы,а после затвердевания облицовочной форму снимают с модели, отключают систему ваку ирования и отсоединяют вакуумпровод 4 от перфорированной трубы 3.
Формы, изготовлеппые с применением облицовочной смеси холодного твердения, подают на сборку, а формы, в которых пспользовапа смесь горячего твердения, поджз1гают.После выжигания растворителя форму прока- ливают,
В этом случае материал оболочки выгорает.
Формы, выполненные из смесей холодного твердения, перед заливкой в них металла вновь подключают к системе вакуумироваиия и .через перфорированную трубу 3 и отверстия (наколы) в оболочке удаляют газы,образующиеся при заливке металла в форму.
При изготовлении стержня оболочку 2 с наполнителем 1 закрепляют в оснастке при сборке двух половинок 10 и 11 стержневого ящика с помощью патрубка 9, который соединяют с перфорированной трубой 3 и вакуумпрово- дом 4. Свободное пространство меж,цу
оболочкой и оснасткой заполняют об- лицовочиой смесью 8,а после ее затвердения отключают систему вакууми- рования, разбирают оснастку, вынимают стержень (фиг.6) отсоединяют патрубок 9 с трубопроводом 4 от перфорированной трубы 3.
Операции выгорания связующих и прокалка стержней из керамических смесей на этнлсиликатном связующем аналогичны операциям при изготовлении форм.
Для удаления газов из стержня при заливке формы металлом он может быть подключен к системе вакуумиро- вания через перфорированную трубу 3.
Применение предлагаемого способа позволяет повысить производительность при изготовлении двухслойных форм за счет упрощения процесса заполнения оснастки наполнителем. Он применим для введения в полость формы наполнителя как из сыпучих материалов, так и из пластичных смесей. Использование этого способа в сочетании с холоднотвердеющими или керамическими жидкоподвижными облицовочными смесями позволяет снизить затраты на выбивку и регенерацию смесей, сократить расход дефицитных ьгатериалов облицовочных смесей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ изготовления литейных форм вакуумной формовкой | 1983 |
|
SU1103934A1 |
| Способ изготовления кокилей для металлооболочковых форм | 1974 |
|
SU516463A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| Оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой | 1980 |
|
SU884830A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
:z.zxx/////
сриг.З
/
/ /2Lki2i Z22i2izz./ / /
фигЛ
(pus. 6
cpu3.5 eaf(t/(/f
Редактор Д, Пчелииская
Составитель А. Колесников
Техред И.ПОПОВ1ГЧ Корректор В, Бутяга
1869/12
Тираж 757Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная,4
| Способ изготовления облицованных литейных форм | 1973 |
|
SU522894A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
