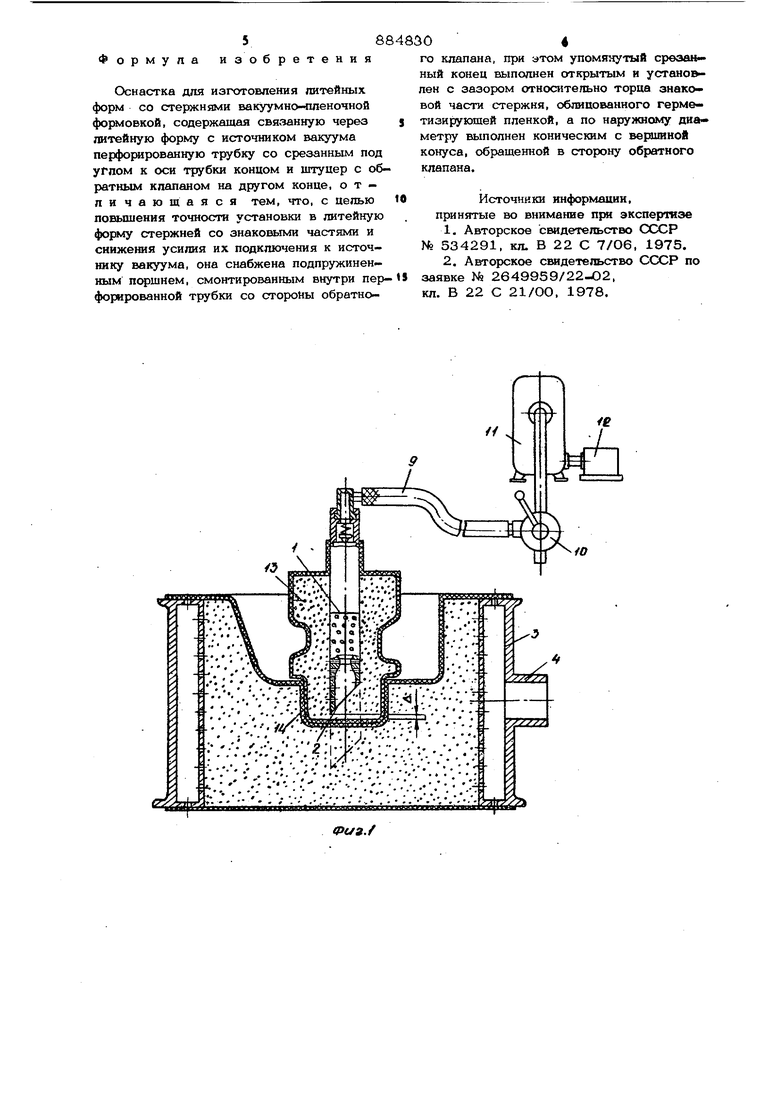
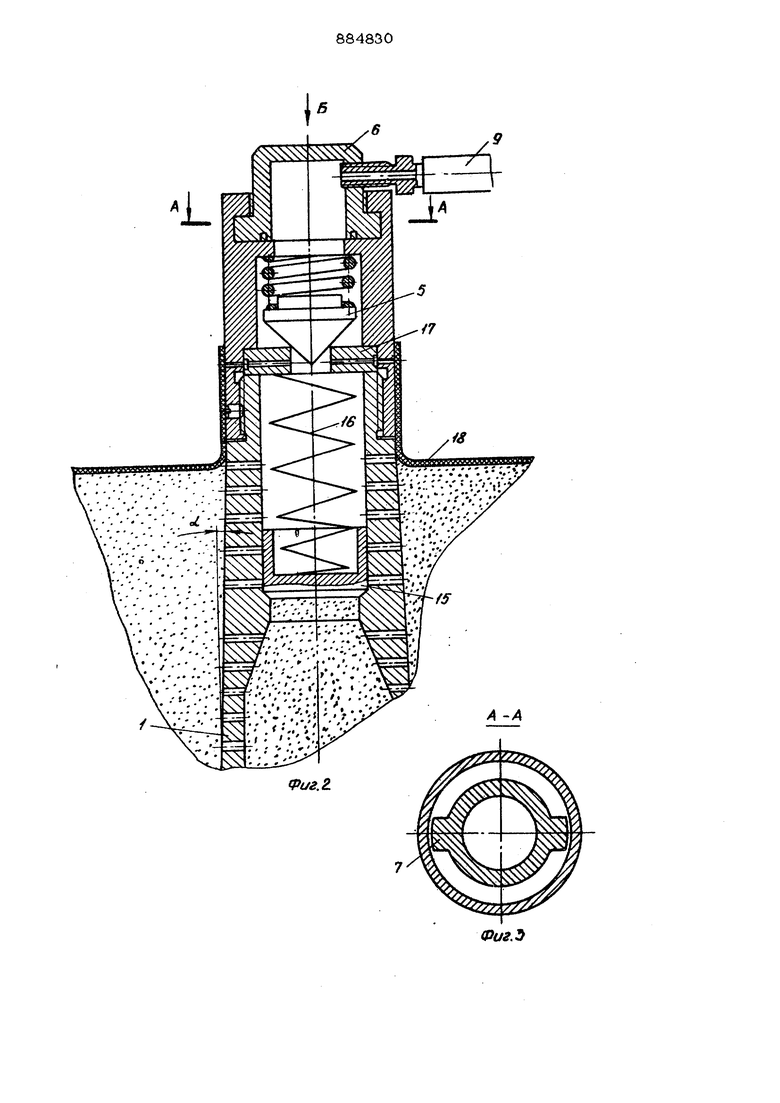
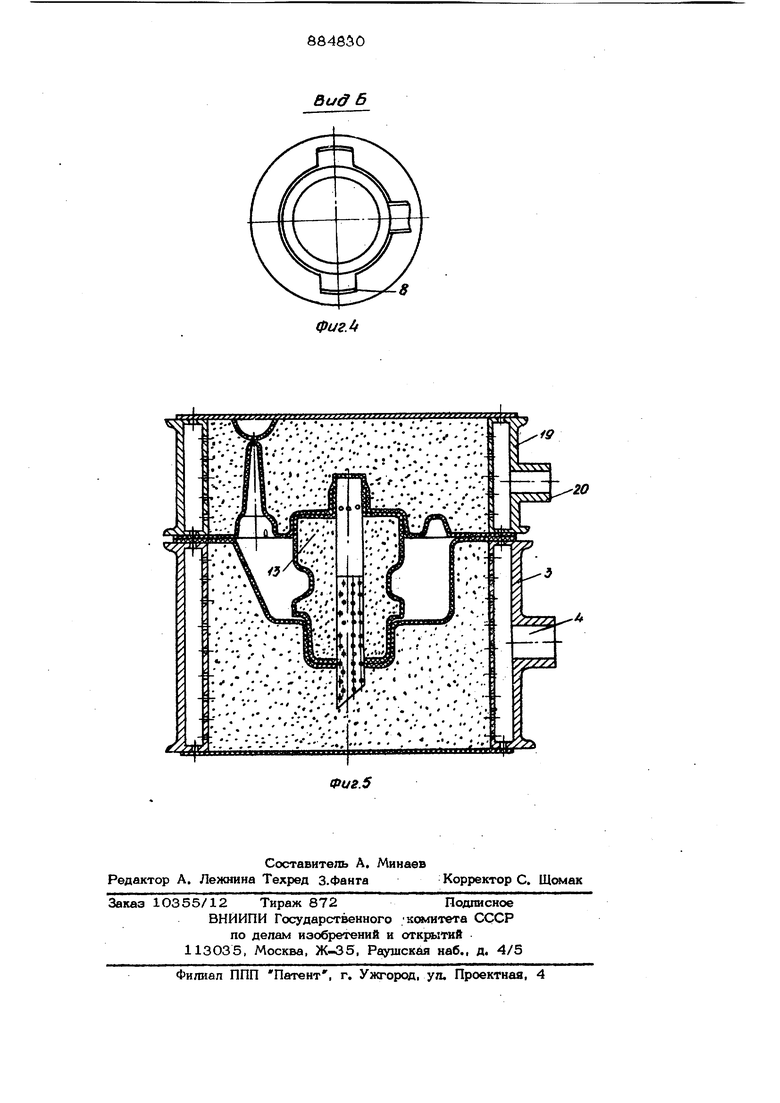
Изобретение относится к питейному производству и может быть использовано в оснастк 1х для изготовления литейных форм со стержнями вакуумно-пленочной формовкой. Известна литейная оснастка для изготовления преимущественно стержней вакуумно-пленочной формовкой, содержащая разъемный корпус и перфорированную труб ку, подключённую к источнику вакуума, при этом перфорированная трубка расположена в плоскости разъема корпуса по центральной его оси. Кроме того, оснастка снабжена сменными стенками, уста«ов- ленными на торцах перфорированной трубки между частями корпуса перпендикулярно плоскости разъема, а одна из сменных стенок выполнена с окнами для запопне-. ния оснастки смесью ll. Недостатки указанной оснастки заключаются в сложности системы вакуумпроводов и постоянной опасности их повреждения, поскольку необходимы вакуумпроводы не только для каждой из подуформ. НО и для установленного в форме стержня, изготовленного вакуумной формовкой. Наиболее близкой к предлагаемой является литейная оснастка, которая снабжена вставкой из пористого газопроницаемого материала и штуцером с обратным клапаном, смонтированными на конце nei форированной трубки, а другой ее конец выполнен срезанным под острым углом к оси трубки и в нем установлена упомянутая вставка Г2Т Недостатки известной оснастки заклк чаются в низкой точности установки в литейную форму стержней со знаковыми частями, поскольку перфорированная трубка выступает из знаковой части стержня и входит в литейную форму раньше, чем знаковая часть и в большем усилии, необходимом для вдавливания перфорированной трубки при установке стержня в литейную форму, поскольку в срезанном под острым углом к оси трубки конце установлена вставка иэ пористого газопроницаемого материала. 388 Цель изобретения - повышение точности установки- в питейную форму стержней со знаковыми частями и снижение усилия при установке стержня в литейную форму и подключении его к итисточнику вакуума. Указанная цель достигается тем, что оснастка дпя изготовления питейных форм со стержнями вакуумночппеночной формовкой, содержащая связанную через литейную форму с источником вакуума перфо-рированную трубку со срезанным под углом к оси трубки концом и штуцер с обратным клапаном на другом конце, снабжена подпружиненным поршнем, смонтированным внутри перфорированной трубки со стороны обратного клапана, при этом упомянутый срезанный конец перформровйнной трубки выполнен открытым и установлен с зазором относительно торца знаковой части стержня, облицованного герметизиру юшей пленкой, а по наружному диаметру выпопнен коническ 1М с вершиной конуса, обращенной в сторону обратного клапана. На фиг, 1 изображена оснастка для изготовления литейных форм со стержнями вакуумно-пленочной формовкой; на фиг, 2 перфорированная трубка и подключение ее к источнику вакуума; на фиг, 3 - разрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - питейная форма в сборе со стержнем. Оснастка для изготовления литейных форм со сте Зжнями вакуумной-пленочной формовкой включает в себя перфорирован ную трубку 1 со срезанным концом 2, подключенную через опоку 3 с патрубком 4 к источнику вакуума (трубопровод не показан) и при помощи обратного клапана Б, штуцера 6 с выступами 7, входящими в пазы 8, гибкого вакуумпровода 9, клапан 10 управления связанную с вакуумт.ым аккумулятором 11 и насосом 12. Для об легчения перемещения перфорированной труб кк 1 внутри стержня она выполнена конической с углом oi 0-15 (фиг. 2). Стержень 13 имеет знаковую часть 14, Оснастка также снабжена поршнем 15 с пружиной 16 и гнездом 17, смонтированным внутри перфорированной трубки 1 со стороны обратного клапана 5, а срезанный конец 2 выполнен открытым без вставки из порте- того газопроницаемого материала и установлен с зазором U 1 относитепь но торца знаковой части стержня. Стержень облицован герметизирующим элементом 18, например синтетической пленкой. Верхняя опока 19 связана при помощи патрубка 2О с источником вакуума. Оснастка работает следующим образом 0 После изготовления полуформы вакуумной формовкой опока 3 через патрубок 4 остается подключенной к источнику вакуума. Стержень 13, изготовленный вакуумной формовкой, устанавливается своей . знаковой частью 14 в полость полуформы, при этом его перфорированная трубка 1 подключена через габкий вакуумпровод 9 и клапан 10 управления к вакуумному аккумулятору 11, Затем перфорированная трубка 1 вдавливается внутрь полуформы, прорывая герметизирующие элементы стерм ня и полуформы и подключая тем самым стержень к вакуумной системе через ли- тейную форму, связанную патрубком 4 с источником вакуума, при этом входящий внутрь перфорированной трубки сухой формовочный материал отжимает поршень 15 с пружиной 16, ход которого соответствует перемещению перфорированной трубки 1 внутрь полуформы. После этого штуцер 6 при помощи клапана 10 управления и гибкого вакуумпровода 9 отключается от вакуумного аккумулятора 11 и сообщает ся с атмосферой. В результате этого клапан 5 закрывается, а штуцер 6 после поворота выводится из пазов 8 вместе с гибким вакуумпроводом 9. Далее на нижнюю опоку 3 со стержнем 13 и фиксаторами (не показаны) устанавливается верхняя опока 19, связанная при помощи патрубка 20 с источником вакуума. После заливки литейной формы и затвердевания отливки патрубки 4 и 20 отключаются от источника вакуума и сообщаются с атмосферой, при этом отливка вместе с сухим формовочным материалом опускается вниз. После выбивки отливка остается на выбивной решетке, а опоки после обдувки снова поступают на формовку. Предлагаемое техническое рещение позволяет расширить технологические возможности вакуумной формовки, исключить стержни, изготовленные, например, из термореактканой смеси и заменить их стержнями из того же сухого материала без связующего, что и форма. Это дает возможность исключить регенерацию формовочного материала и связанные с ней капитальные затраты. Кроме того, оно позБоляет улучшить условия труда и уменьшить газовыделение за счет исключения связующего из стержневой смеси. Ожидаемый экономический эффект толыко за счет снижения трудоемкости очистных работ и исключения связующего из смеси составит 19,4 руб. на 1 т годово,го чугунного литья.
Формула изобретения
Оснастка для изготовления питейных форм со стержнями вакуумно- шеночной формовкой, содержащая связанную через питейную форму с источником вакуума перфорированную трубку со срезанным под углом к оси трубки концом и штуцер с обратным клапаном на другом конце, отличающаяся тем, что, с целью повышения точности установки в литейную форму стержней со знаковьпчш частями и снижения усилия их подключения к источнику вакуума, она снабжена подпружиненным псфшнем, смонтированным внутри перфорированной трубки со стороны обратного клапана, при этом упомянутый срезанный конец выполнен открытым и устано&лен с зазором относительно торца знаковой части стержня, облицованного герметизирующей пленкой, а по наружному диаметру выполнен коническим с верииной конуса, обращенной в сторону обратного клапана.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР Nb 534291, кп. В 22 С 7/О6, 1975.
2.Авторское свидетельство СССР по заявке № 2649959/22 02,
кл. В 22 С 21/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная оснастка | 1978 |
|
SU764835A2 |
| Оснастка для вакуумной формовки | 1980 |
|
SU952411A2 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
| Литейная форма | 1983 |
|
SU1186357A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1371761A1 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |
- .-V-K/.
l:::.. v-Ч.-:.---:Й-:-; i.:./; --:.. .-.,;.
|Сй .Г .Фия./
Фиг.
:- jy. . .« ;/. - -.
. ; л:--Л--:- -: -v-|i;/;.x.:::-:;:-V-.-::.11. . л-- .,
.:--v.v3tl-/---.-V-::.:
t I
f , . г
;..:. .V. ,..- -.-.. л... и;
.... -. .; { ,-. «. ,. -.-...,. /.I .
.. л у.-/ ...,.. -- MiiniViiifiri
Фиг.5
-/i
2i
