зобретение относится к оборудованию ,,; I я 1зготовления формовых полимерных из- дс.,1-й, в частности резиновых, и является дополнительным к авт. св. № 903184.
Целью изобретения является снижение усилия прессования для обеснечения возможности изготовления изделий на прессах малой мощности.
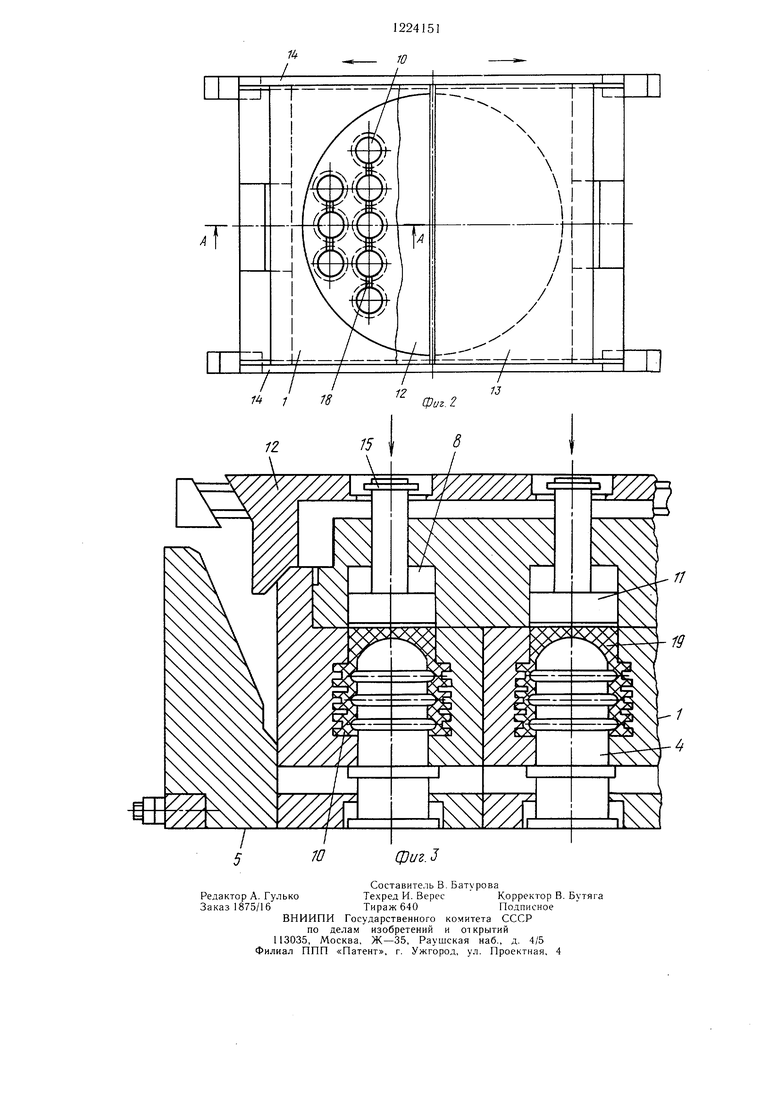
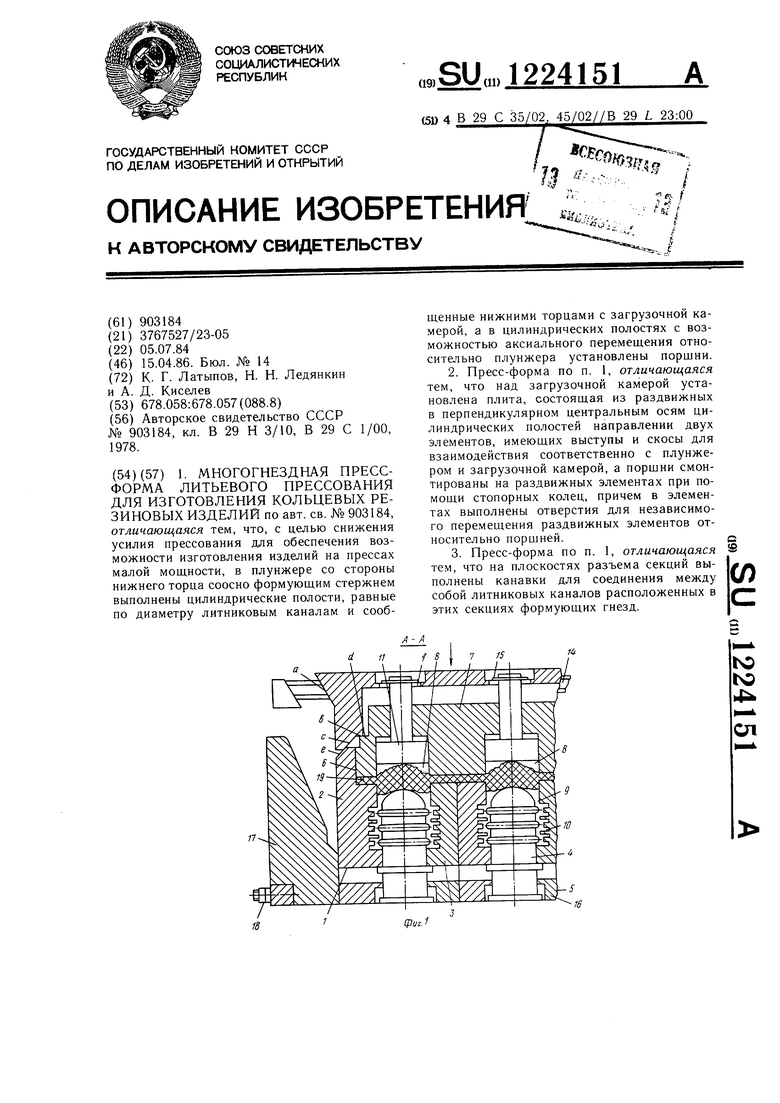
На фиг. 1 изображена-предлагаемая мно- гогнездная пресс-форма литьевого прессования перед каналом формования изделий; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, в положении формования изделий.
Многогнездная пресс-форма литьевого прессования содержит матрицу 1, выполненную в виде установленных с возможно- стью относительного перемеодения боковых 2 и промежуточных 3 секций, формующие стержни 4, обойму 5 и загрузочную камеру 6 с плунжером 7. В последнем со стороны нижнего торца соосно формующим стержням 4 выполнены цилиндрические полости 8, равные по диаметру литниковым каналам 9 и сообщение нижними торцами с загрузочной камерой 6. Литниковые каналы 9 связывают загрузочную камеру 6 с формующими гнездами 10, выполненными в сек- циях матрицы 1. В цилиндрических полостях 8 с возможностью аксиального перемещения относительно плунжера 7 установлены порщни 11. Над загрузочной камерой 2 установлена плита, состоящая из двух раздвижных элементов 12 и 13, установленных на направляющих 14 и имеющих конические участки а для возврата их в исходное положение.
Поршни 11 смонтирваны на элементах 12 и 13 при помощи стопорных колец 15. Элементы 12 и 13 имеют выступы в и ско- сы с. Для взаимод,ейстБия с ними на плунжере 7 имеется уступ d, а на верхнем торце загрузочной камеры 2 - фаска е. Для свободного перемещения элементов 12 и 13 относительно порщней 11 в перпендикулярном центральным осям цилиндрических полостей направления в элементах 12 и 13 выполнены отверстия /.
Обойма 5 состоит из плоской части в виде набора промежуточных плит 16 и клиновых элементов 17, скрепленных щпильками. Для обеспечения группового извлечения изделий на секциях матрицы по плоскостям разъема выполнены канавки 18 для соединения между собой литниковых каналов 9 расположенных в этих секциях формующих гнезд 10. Формующие стержни 4 свои- ми хвостовиками установлены в промежуточных плитах 16 обоймы 5. В исходном положении элементы 12 и 13 сдвинуты к центру и выступы 8 упираются в плунжер 7, при
0
5
0 5 о
5
5 50
0
этом плунжер поднят вверх на расстояние, равное толщине загружаемого в загрузочную камеру 6 материала 19. Порщни 11 опущены вниз до соприкосновения стопорных колец 15 с элементами 12 и 13.
Пресс-фор.ма работает следующим образом.
При опускании упорной плиты пресса (не показано) элементы 12 и 13 своими выступами в воздействуют на уступ d плунжера 7, заставляя последней перемещаться вниз и сдавливать материал 19 в загрузочной камере 6. При этом часть материала проникает в формующие гнезда 10, а часть заполняет полости 8, заставляя перемещаться вверх порщни 11. Перемещаясь вниз, элементы 12 и 13 своими скосами с скользят по фаскам е загрузочной камеры 6. Когда плунжер 7 достигает нижнего положения, весь материал 19 из загрузочной камеры 6 передавливается в формующие гнезда 10 и полости 8, элементы 12 и 13, раздвигаясь, выходят из взаимодействия с плунжером, а поршни 11 упираются в упорную плиту пресса и занимают свое верхнее положение под действием материала. Причем заполнение материалом части формующих гнезд 10 и полостей 8 происходит без заданного для прессования уплотнения, поэтому требующееся усилие пресса для этого невепико, хотя плунжер 7 действует на материал своей больщой поверхностью. При дальнейшем движении упорной плиты пресса вниз она воздействует на порщни 11, заставляя их перемещаться вниз и передавливать материал из полостей 8 через литниковые каналы 9 в формующие гнезда 10. При этом происходит формование изделий, а затем и вулканизация.
Поскольку площадь порщней 11 невелика, то при небольшом усилии пресса они обеспечивают заданное удельное усилие, прессование и формование изделий при заданном давлении.
После завершения процесса изготовления изделий плунжер 7 с поршнями 11 отходит вверх, а нижняя плита пресса (не показана) вместе с обоймой 5 и формующими стержнями 4 начинает опускаться для выпрессовывания готовых изделий. Преждевременное выдерживание выступов стержней 4 из изделий исключается при движении обоймы 5 вниз, происходит раздвижение секций матрицы 1, в результате чего готовые изделия выходят из формующих гнезд 10 и извлекаются полосами, объединяющими изделия формующих гнезд 10 одного ряда при помош,и материала, заполняющего канавки 18. Кольцевые изделия по высоте могут быть разрезаны на несколько колец.
фиг.З
Составитель В. Батурова
Редактор А. ГулькоТехред И. ВересКорректор В. Бутяга
Заказ 1875/16Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| Литьевая пресс-форма | 1989 |
|
SU1643163A1 |
| Литьевая пресс-форма | 1989 |
|
SU1643164A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| Литьевая форма для изготовления изделий из полимерного материала | 1987 |
|
SU1497024A1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ОБРАЗЦОВ ТВЕРДОГО ТОПЛИВА | 2003 |
|
RU2245313C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| Литьевая пресс-форма для изготовления изделий из резины | 1979 |
|
SU939284A1 |
| Этажная литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1986 |
|
SU1391910A1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| Солесос | 1922 |
|
SU29A1 |
