оо со
со
о
иг. 3
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления формовых полимерных изделий, в том числе и из резины
делий), обеспечивающим изготовление изделий заранее заданного качества, с образованием при этом формообразующими элементами 1-3 центральной 5 и подводящих
Цель изобретения - повышение качест- с 6 литниковых полостей. Причем при смыкании пресс-формы гнезда 4 каждого этажа отделяются от подводящих литниковых полостей 6 разделительными кромками 8.
Затем в центральную литниковую пова изделии при упрощении конструкции пресс-формы и облегчении ее обслуживания. На фиг. 1 изображена предлагаемая пресс-форма, .разрез; на фиг. 2 - то же, в положении заполнения формообразуюихих
полостей верхнего этажа; на фиг. 3 - то же, лость 5 закладывают полимерный материал в положении заполнения второго этажа; наи воздействуют на него плунжером 7 с давлефиг. 4 - то же, в положении извлечениянием, превышающим на 5-50% давление
плунжера с остатками литников из цент-смыкания пресс-формы. При этом плунжер 7
ральной полости.проходит в центральную литниковую поЛитьевая пресс-форма содержит этажно 5 и вызывает течение полимерного расположенные формообразующие элемен-материала. Происходит его уплотнение и заты 1-3 с формующими гнез.;1ами 4 и загру-полнение как центральных 5, так и подзочную камеру с расположенной по оси фор-водящих 6 литниковых полостей. Причем
мообразующих элементов центральной по-в каждом из последних из полимерного
лостью 5, посредством подводящих литни-материала образуется кольцевой клиновидковых полостей 6 центральная полость 5 20 ный литник. Далее по мере прохождения
плунжера 7 в центральную литниковую полость 5 постепенно уменьщается площадь контакта полимерного материала с центральной литниковой полостью 5 на один
от этажа к этажу по ходу перемещени5Э ,,. этаж (уменьшается сила прижима друг к плунжера 7. Последний выполнен с возмож- Другу формообразующих элементов 1 и 2 на
первом этаже), а давление в полимерном материале в литниковых полостях 5 и 6 возсвязана с формующими гнездами 4. Подво- литниковые полости 6 выполнены кольцевыми с клиновидными радиальными сечениями, уменьшающимися по площади
растает обратно ходу плунжера 7 за счет потерь на трение как в самом материале.
ностью захода в центральную полость D по меньшей мере до уровня нижнего этажа. Формообразующие элементы i-3 на плоскостях разъема имеют разделительные кольцевые кромки 8, расположенные между лит- зо трения материала о стенки никовыми полостями 6 и формующими гнез-центральной литниковой полости 5, а также дами 4. Это предотвращает поступлениеза счет того, что подводящая литниковая полимерного материала в гнезда до раскры-полость 6 каждого последующего этажа тия соответствующих им формообразующихвыполнена меньшего сечения, чем предыду- элементов. Формообразующие эле.менты каж-Щего по ходу плунжера этажа. Поэтому дого этажа установлены с возможностью 35 Р про.хождении плунжера 7 по централь- относительного аксиального перемещенияной литниковой полости 5 раздвигающее во время заполнения формующих гнездусилие клиновидных подводящих литников- этого этажа.вых полостей 6 каждого последующего
Для извлечения остатков полимерногоэтажа оказывается меньше, чем предыдуматериала из подводяпшх литниковых поло-щего этажа. Этому же способствует и то, стей 6 при обратном движении плунжера 7 40 что разделительная кольцевая кромка 8
последний снабжен головкой 9, на которойкаждого последующего этажа выполнена
выполнена задержка для извлечения остат-шире, чем предыдущего этажа, в резульков материала с нижнего этажа.тате чего гидравлическое сопротивление
Формообразующие элементы установле-этажей возрастает по ходу плунжера 7. В
делий), обеспечивающим изготовление изделий заранее заданного качества, с образованием при этом формообразующими элементами 1-3 центральной 5 и подводящих
6 литниковых полостей. Причем при смыкании пресс-формы гнезда 4 каждого этажа отделяются от подводящих литниковых полостей 6 разделительными кромками 8.
Затем в центральную литниковую поть 5 закладывают полимерный материал оздействуют на него плунжером 7 с давлерастает обратно ходу плунжера 7 за счет потерь на трение как в самом материале.
трения материала о стенки центральной литниковой полости 5, а также за счет того, что подводящая литниковая полость 6 каждого последующего этажа выполнена меньшего сечения, чем предыду- Щего по ходу плунжера этажа. Поэтому Р про.хождении плунжера 7 по централь- ной литниковой полости 5 раздвигающее усилие клиновидных подводящих литников- вых полостей 6 каждого последующего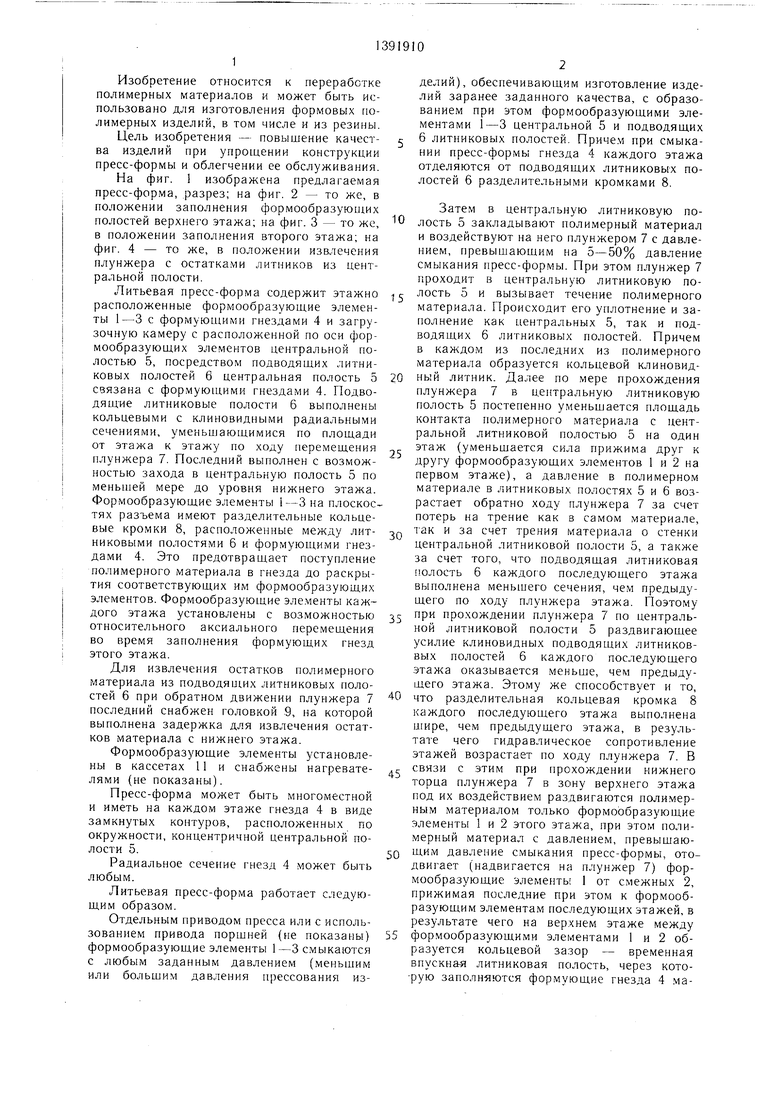
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления кольцевых изделий из полимерного материала | 1984 |
|
SU1260222A1 |
| Литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1984 |
|
SU1351806A1 |
| Литьевая форма для изготовления изделий из полимерного материала | 1987 |
|
SU1497024A1 |
| Установка для соединения резиновых профилей | 1986 |
|
SU1442417A1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Пресс-форма для литья под давлением сетчатых изделий трубчатой формы из термопластов | 1986 |
|
SU1426818A1 |
| Пресс-форма для безоблойного изготовления изделий из полимерного материала | 1984 |
|
SU1237458A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |

Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления формовых полимерных изделий, в том числе и из резины. Цель изобретения - повышение качества изделий при упрощении конструкции пресс-формы и облегчений ее обслуживания. Для этого подводящие литниковые полости 6 выполнены кольцевыми с клиновидными радиальными сечениями, уменьшающимися по площади от этажа к этажу по ходу перемещения плунжера 7. Плунжер 7 выполнен с возможностью захода в центральную полость по меньщей мере до уровня нижнего этажа. Формообразующие элементы 2 каждого этажа установл ены с возможностью аксиального перемещения во время заполнения формующих гнезд 4 этого этажа. При воздействии плунжера 9 находящийся в центральной полости 5 полимерный материал заполняет подводящую полость 6 с образованием клиновидного литника, придвигающего формообразующие элементы 1 и 2 соответствующего этажа. Происходит последовательное заполнение гнезд 4 этажей пресс-формы при смыкании заполненных материалом формообразующих элементом и раскрытии незаполненных. При подъеме плунжера 7 после заполнения гнезд 4 всех этажей происходит извлечение литников. 1 з.п. ф-лы, 4 ил. S (Л
ны в кассетах 1 i и снаожеиы нагревателями (не показаны).
Пресс-форма может быть многоместной и иметь на каждом этаже гнезда 4 в виде замкнутых контуров, расположенных по окружности, концентричной центральной полости 5.
Радиальное сечение гнезд 4 может быть любым.
Литьевая пресс-форма работает следующим образом.
Отдельным приводом пресса или с исполь45
связи с этим при прохождении нижнего
торца плунжера 7 в зону верхнего этажа под их воздействием раздвигаются поли.мер- ным материалом только формообразующие элементы 1 и 2 этого этажа, при этом поли- .мерный материал с давлением, превышаю- 0 щим давление смыкания пресс-формы, отодвигает (надвигается на плунжер 7) формообразующие элементь 1 от с.межных 2, прижимая последние при этом к формообразующим элементам последующих этажей, в
результате чего на верхнем этаже между
зованием привода поршней (не показаны) 55 формообразующими элементами 1 и 2 об- формообразующие элементы 1-3 смыкаютсяразуется кольцевой зазор - временная
с любым заданным давлением (меньшимвпускная литниковая полость, через котоили большим давления прессования из- Рую заполняются формующие гнезда 4 ма
связи с этим при прохождении нижнего
торца плунжера 7 в зону верхнего этажа под их воздействием раздвигаются поли.мер- ным материалом только формообразующие элементы 1 и 2 этого этажа, при этом поли- .мерный материал с давлением, превышаю- щим давление смыкания пресс-формы, отодвигает (надвигается на плунжер 7) формообразующие элементь 1 от с.межных 2, прижимая последние при этом к формообразующим элементам последующих этажей, в
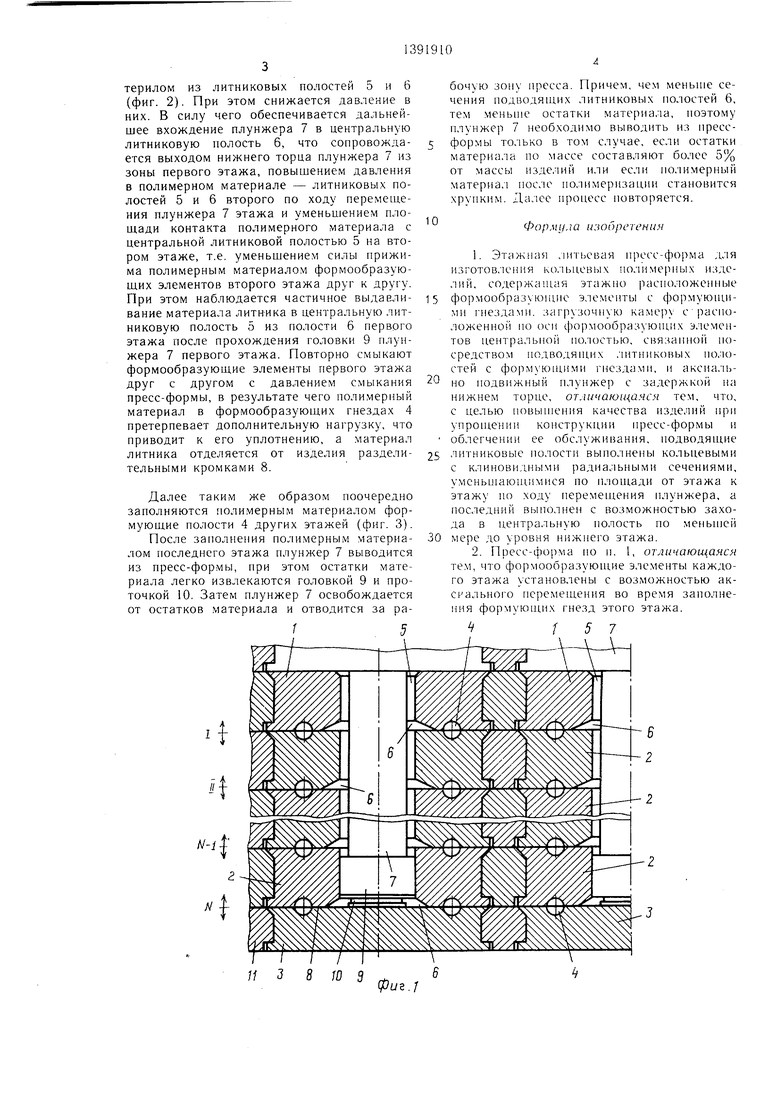
терилом из литниковых полостей 5 и 6 (фиг. 2). При этом снижается давление в них. В силу чего обеспечивается дальнейшее вхождение плунжера 7 в центральную литниковую полость б, что сопровождается выходом нижнего торца плунжера 7 из зоны первого этажа, повышением давления в полимерном материале - литниковых полостей 5 и 6 второго по ходу перемещения плунжера 7 этажа и уменьшением площади контакта полимерного материала с центральной литниковой полостью 5 на втором этаже, т.е. уменьшением силы прижима полимерным материалом формообразующих элементов второго этажа друг к другу. При этом наблюдается частичное выдавливание материала литника в центральную литниковую полость 5 из полости б первого этажа после прохождения головки 9 плунжера 7 первого этажа. Повторно смыкают формообразующие элементы первого этажа друг с другом с давлением смыкания пресс-формы, в результате чего полимерный материал в формообразующих гнездах 4 претерпевает дополнительную нагрузку, что приводит к его уплотнению, а материал литника отделяется от изделия разделительными кромками 8.
Далее таким же образом поочередно заполняются полимерным материалом фор- муюнхие полости 4 других этажей (фиг. 3).
После заполнения полимерным материа- лом последнего этажа плунжер 7 выводится из пресс-формы, при этом остатки материала легко извлекаются головкой 9 и проточкой 10. Затем плунжер 7 освобождается от остатков материала и отводится за . 5
//
5
0
5
0
бочую зону пресса. Причем, чем меньше сечения подводящих литниковых полостей б, тем меньше остатки материала, поэтому плунжер 7 необходимо выводить из пресс- формы только в том случае, если остатки материала по массе составляют более 5% от массы изделий или если полимерный материал после полимеризации становится хрупким. Далее процесс повторяется.
Фор Ml/,1 а изобретения
157
Фиг.г
| ПРЕСС ДЛЯ ЛИТЬЯ РЕЗИНОВЫХ И Т. П. СМЕСЕЙ ПОД ДАВЛЕНИЕМ | 1946 |
|
SU70050A1 |
| Солесос | 1922 |
|
SU29A1 |
| СОСТАВ МУЛЬЧИРУЮЩЕГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2012 |
|
RU2476558C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Автоматическое или полуавтоматическое телефонное устройство | 1925 |
|
SU1949A1 |
