(5) ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ
1
Изобретение относится к изготовлению резиновых изделий методом трансферного формования с вулканизацией.
Известна литьевая пресс-форма для изготовления изделий из резины, содержащая многоместную матрицу, загрузочную камеру с плуМжером и промежуточную плиту из теплоизоляционного материала с расположенными по месту литниковых каналов втулками. Промежуточная плита выполнена из смеси асбестовых волокон и фенольной смолы, а втулки - из полиэтилентерефталата 1 .
Недостатком известной пресс-фор- . мы является недолговечность промежуточной плиты.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является известная литьевая пресс-форма для изготовления изделий из резийы, содержащая многоместную матрицу, загрузочную ИЗДЕЛИЙ ИЗ РЕЗИНЫ
камеру с плунжером и промежуточную плиту с расположенными по месту литниковых каналов втулками. Промежуточная плита выполнена состоящей из этажно расположенных слоев металла и полиэтилентерефталата Тефлона , а втулки -.из полиэтилентерефталатаGZ.
Известная пресс-форма сложна в изготовлении и имеет небольшую работоспособность, так как промежуточная плита быстро выходит из строя в силу механической деформации под давлением и различных -коэффициентов теплового расширения материалов составляющих ее элементов.
Цель изобретения - повышение работоспособности пресс-формы и упрощение изготовления.
Для достижения поставленной цели в литьевой пресс-форме для изготовления изделий из резины, содержащей многоместную матрицу, загрузочную камеру .сплунжером и промежуточную плиту с расположенными по месту
литниковых каналов втулками, промежуточная плита выполнена из резиновых и тканевых слоев, а втулки из металла.
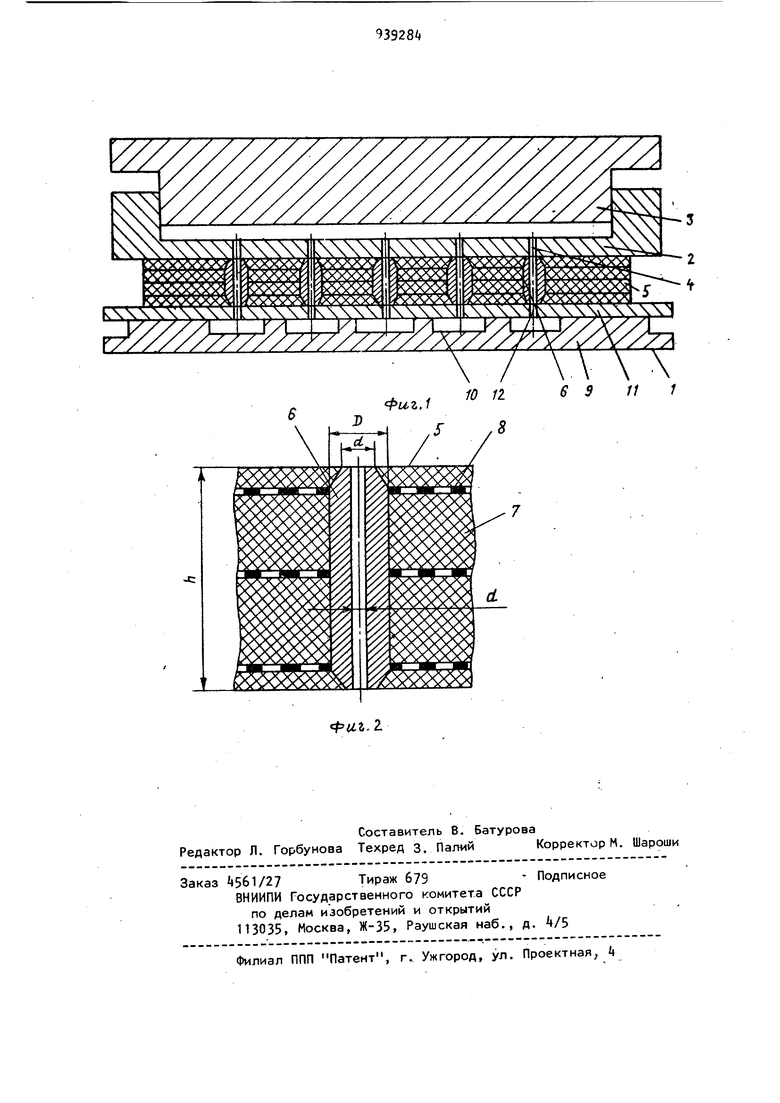
На фиг. 1 изображена предлагаемая литьевая пресс-форма, на фиг, 2 - фрагмент промежуточной плиты.
Литьевая пресс-форма содержит многоместную матрицу 1, загрузочную камеру 2 с плунжером 3 и литниковыми каналами и промежуточную плиту
5с расположенными по месту литниковых каналов втулками 6.
Промежуточная плита 5 выполнена состоящей из резиновых 7 и тканевых
8слоев, а втулки 6 - из металла.
Для уменьшения площади соприкосновения втулок 6 Сзагрузочной камерой 2 и матрицей 1 торцы выполнен с фасками, при этом диаметр d выполнен превышающим диаметр литникового канала d д. на 0,5 - 1 мм, а наружный диаметр втулки D определяется величиной давления в матрице. Толщина промежуточной плиты h рассчитывается обычными методами в соответствии с температурой матрицы, максимально допустимой температурой загрузочной камеры и термическим сопротивлением промежуточной ,
Матрица 1 состоит из нижней част
9с формующими полостями 10 и верхней части 11 с литниковыми каналами 12.
Литьевая пресс-форма работает следующим образом.
В загрузочную камеру 2 закладывается невулканизованнаяi ,резинова смесь и затем сверху в нее вводится плунжер 3, снизу загрузочная камера через промежуточную плиту 5 взаимодействует верхней частью 11 матрицы 1 . В таком положении литниковые каналы k загрузочной камеры совмещаются с литниковыми каналами втуло
6промежуточной плиты 5 и литниковыми каналами 12 матрицы 1.
Литьевая пресс-форма устанавливается на нагревательные плиты пресса, при смыкании которых под воздействием прессового усилия происходит прижатие друг к другу загрузочной камеры 2, промежуточной плиты 5, верхней 11 и нижней Э частей матрицы 1. Плунжер 3 давит на резиновую смесь в загрузочной камере и через литниковые каналы k, втулки 6 и литниковые каналы 12 выдавливает ее
в формующие полости 10 матрицы 1. После формования изделия в матрице вулканизуются за счет тепла от нагревательной плиты (не показано). Предлагаемая литьевая пресс-форма в силу эластичности материала промежуточной плиты позволяет производить литье изделий под больш1/гм давлением без разрушения промежуточной плиты при сохранении ее теплоизолирующего действия.
При этом она проста в изготовлении, так как ее промежуточная плита может быть выполнена путем дублирования резиновых и тканевых слоев
с последующим прессованием, а матрица использована в качестве кондуктора для установки втулок.
Формула изобретения
Литьевая пресс-форма для изготовления изделий из резины, содержащая многоместную матрицу, загрузочную камеру с плунжером и промежуточную плиту с расположенными по месту литниковых каналов втулками, отличающаяся тем, что, с целью повышения работоспособности пресс-формы и упрощения изготовления, промежуточная плита выполнена из резиновых и тканевых слоев, а втулки - из металла.
Источники информации, принятые во внимание при экспертизе 5 1. Патент США fP 3 859 024, кл. 25-251, опублик. 1Э75.
2. Патент США № 3 918 870, кл. 25-251, опублик. 1975 (прототип) .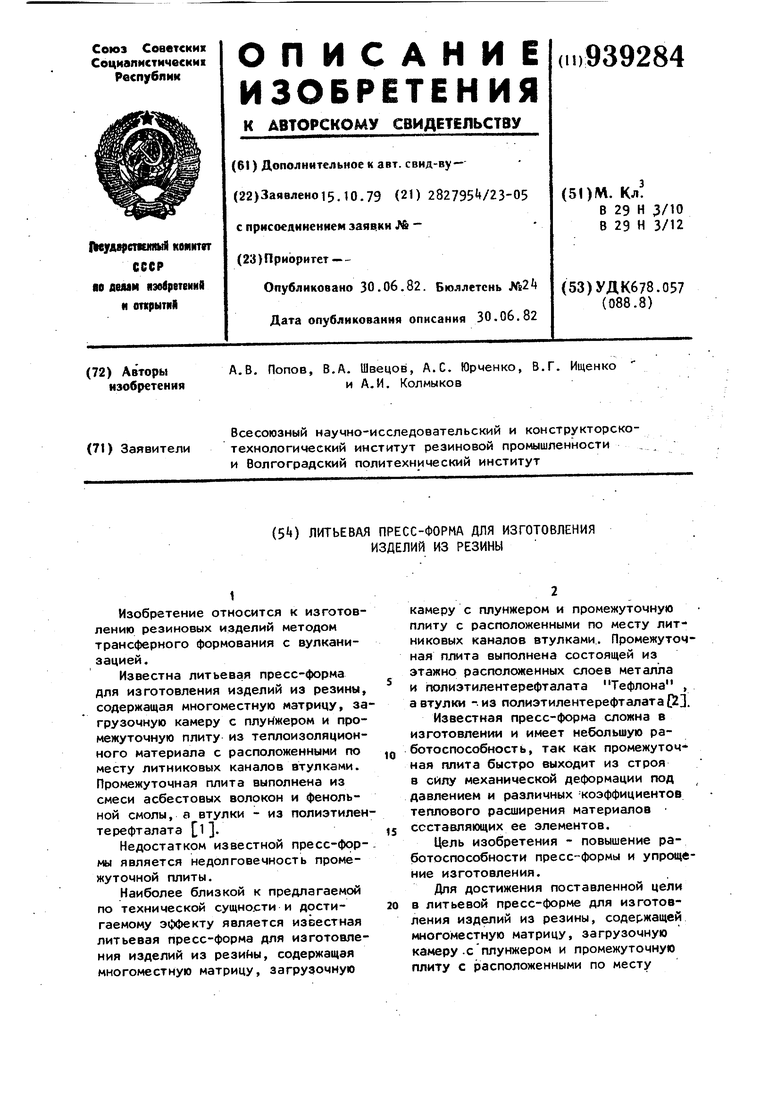
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма для изготовления изделий из эластомерного материала | 1980 |
|
SU937211A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1986 |
|
SU1386479A1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1987 |
|
SU1482809A2 |
| Устройство для литьевого прессования резиновых технических изделий | 1989 |
|
SU1657393A1 |
| Блок литьевого прессования | 1988 |
|
SU1652085A1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1984 |
|
SU1224151A2 |