Изобретение относится к переработке полимерных материалов в изделия и может быть использовано при изготовлении термо- усаживающейся полимерной трубки с применением радиационного облучения.
Цель изобретения - повышение производительности за счет интенсификации охлаждения трубки в калибре и упрощение аппаратурного оформления процесса.
На фиг. 1 показана схема осуществле- ния предлагаемого способа получения термо- усаживающейся полимерной трубки; на фиг. 2 - фильера, через которую проходит трубка в процессе охлаждения.
Способ осуществляют следующим образом.
Трубчатая заготовка из полимерного материала, внутри которой создается избыточное давление воздуха, с размоточной бобины 1 с помощью подающих, валков 2 пропускается через нагревающее устройст- во 3, где она нагревается выще температуры плавления кристаллитов и затем трубчатая заготовка подается на вход калибра 4, где она расщиряется под действием избыточного давления внутри трубки и вакуума снаружи ее. Пройдя втулку 5, диа- метр которой больше диаметра заготовки, трубчатая заготовка попадает в калибр 6, диаметр которой определяет диаметр расширенной трубчатой заготовки. В этом калибре 6 происходит расширение избыточного давления внутри трубчатой заготовки и ваку- ума снаружи, который создается за счет струйного пропускания через щелевой зазор 7 хладагента, поднимающегося через кольцеобразную камеру 8.
При этом перемещение трубчатой заготовки осуществляется за счет разности дав
лений на входе и выходе калибра 6, регулируемой скоростью подачи хладагента через патрубки 9 и 10, а также за счет трения между пропускаемой жидкостью и внешней поверхностью трубчатой заготовки на выходе из калибра 6.
Перемещаясь трубчатая заготовка не соприкасается с поверхностью калибра 6 и не вытягивается вследствие образующейся между ними прослойками воздуха, проникающего через каналы 11, соединяющие вход калибра с атмосферой и выполненные в направлении движения заготовки, что способствует также созданию разности давлений внутри калибра 6, увеличивающейся в направлении движения трубчатой заготовки. После расширения трубчатой заготовки внутри калибра 6 происходит предварительная термофиксация ее нового размера с помощью охлажденных стенок калибра в месте расположения камеры 8. Окончательная термофиксация происходит при поступлении струи хладагента через щелевой зазор 7 на поверхность расщиренной трубки.
При выходе из калибра 7 расширенная трубка через принимающие валки 12 направляется на намотанную бобину 13. Создавая вакуум, струйное охлаждение обеспечивает перемещение расширенной трубчатой заготовки. Увеличение разряжения внутри калибра б до (0,3-0,4-10 Па на выходе выбрано на основании проведенных исследований и является оптимальным условием для надежного перемещения трубки внутри калибра 6 совместно с ее расширением и уменьшением продольной вытяжки.
Таким образом, получение термоусажи- вающейся полимерной трубки согласно предлагаемому изобретению позволит повысить производительность процесса.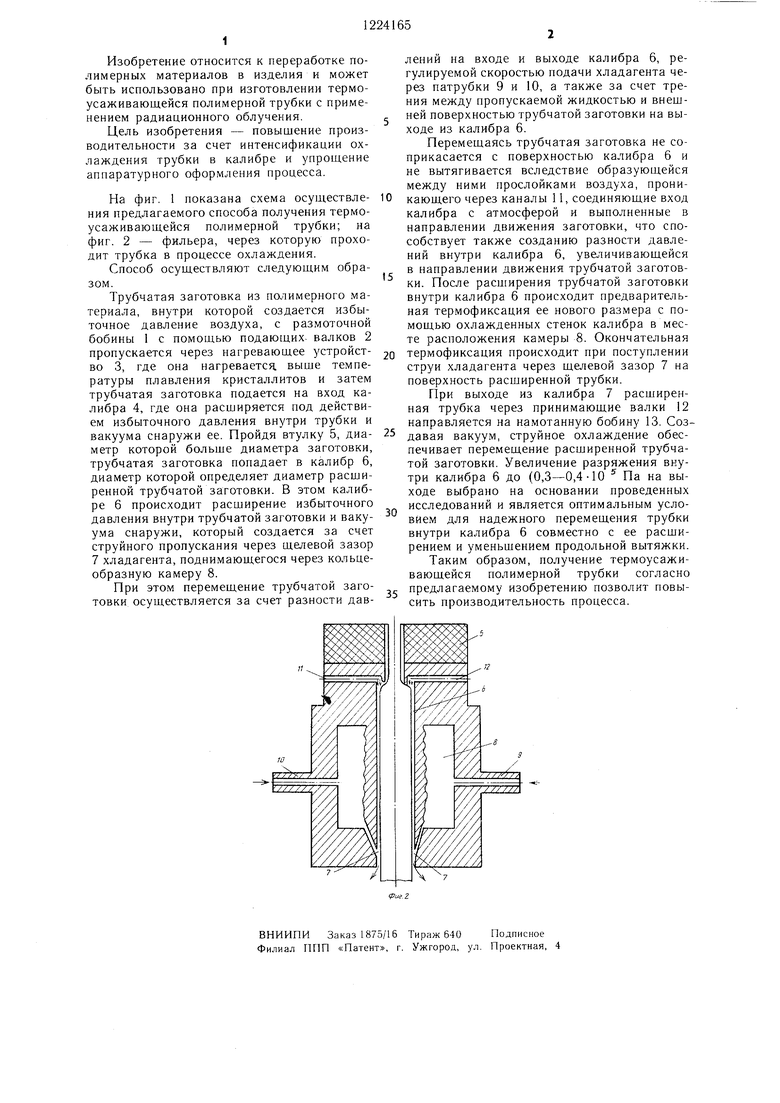
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения термоусаживающейся полимерной трубки | 1974 |
|
SU513870A1 |
| Способ получения термоусаживающейся муфты "Термобан" на основе полиэтилена низкой плотности | 1986 |
|
SU1463499A1 |
| Способ двуосной молекулярной ориентации пластического материала и устройство для его осуществления | 1982 |
|
SU1258319A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ТРУБ С ЦВЕТНЫМИ ПОЛОСАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176596C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСРЕДСТВОМ ЭКСТРУЗИИ ДАЮЩЕГО УСАДКУ ИЗДЕЛИЯ ИЗ ТЕРМОПЛАСТА | 1989 |
|
RU2022790C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| Устройство для изготовления термоусаживающихся труб | 1983 |
|
SU1126449A1 |
| Способ изготовления термоусаживаемых изделий из поливинил-хлоридных композиций | 1978 |
|
SU853921A1 |
| Способ и устройство изготовления декоративного термоусадочного полимерного колпачка | 2020 |
|
RU2731224C1 |
| СПОСОБ ЗАПОЛНЕНИЯ УСАЖИВАЕМОГО КОНТЕЙНЕРА | 2008 |
|
RU2449943C2 |

ВНИИПИ Заказ 1875/16 Тираж 640Подписное
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Шенкель Г | |||
| Прессовые прессы для пластмасс | |||
| Госхимиздат, 1962, с | |||
| Поливное приспособление для паровозов | 1922 |
|
SU390A1 |
| Способ получения термоусаживающейся полимерной трубки | 1974 |
|
SU513870A1 |
| Солесос | 1922 |
|
SU29A1 |
