1
Изобретение относится к производству изделий из полимерных материалов и, в частности, касается способа изготовления термо- усаживающихся полимерных муфт, которые используют для создания неразъемных муфтовых соединений металлических, стеклянных и полимерных напорных трубопроводов.
Целью изобретения является повышение прочности и надёжности муфтовых соединений при эксплуатации напорных стальных трубопроводов.
Из напорных полиэтиленовых труб низкой плотности (ПЭНП) с индексом расплава
(ИР) 1,8 г/10 мин внешними диаметрами 25 мм и 20 мм изготовляют заготовки длиной 300 мм. Заготовку большего диаметра облучают до поглощенной дозы излучения 170 кГр, а заготовку меньшего диаметра до 50 кГр. После облучения заготовки совме- , внутреннюю поверхность совмещенной заготовки кратковременно подвергают термоокислительной деструкции в течение 3 мин при 250°С. Свободные концы уплотняют заглущками, одна из которых имеет штуцер для подачи давления воздуха. Затем заготовки помещают в термостат с темпера4
Oi
со ;о ;о
турой 200°С и нагревают в течение 1,2 ч для достижения состояния плавления кристаллитов.
После прогрева совмещенную заготовку помещают в калибрующую трубу, где не- подвижно фиксируют оба конца заглушек, подводят давление горячего воздуха (Р 0,8 атм) через штуцер заглушки и проводят ориентационный раздув совмещенной муфты с кратностью ориентации по диаметру, равной 2. Последующую термофиксацию размеров изделия проводят медленным охлаждением со скоростью 2°С/мин.
Для оценки качества термоусаживаемых муфт длиной 150 мм проводят их усадку при
личению адгезионной прочности между внутренней поверхностью муфты и внешней поверхностью стали.
В табл. 2 приведены данные о влиянии температуры термоокислительной деструкции (Т) и времени термодеструкции (т) поверхностного слоя ПЭНП, облученной дозой 50 кГр, на предел прочности адгезионного слоя на отрыв (аотр) ПЭНП от стали при 20°С.
Формула изобретения
Способ получения термоусаживающейся муфты «Термобан на основе полиэтилена низкой плотности, включающий совмещение
помощи
Jl:l I J ill iri i 11 vyu - A I jv J jI
инфракрасного нагревателя на 15 наружной трубчатой заготовки изоблученстальные трубопроводы внешним диаметром 25 мм и длиной 100 мм, получая муфтовое неразъемное соединение трубопровода.
ного полиэтилена и внутренней заготовки, нагревание до температуры выше температуры плавления кристаллитов, ориентацию ее раздувом до заданного размера в калибрую- шей трубе с последующей термофиксацией
ного полиэтилена и внутренней заготовки, нагревание до температуры выше температуры плавления кристаллитов, ориентацию ее раздувом до заданного размера в калибрую- шей трубе с последующей термофиксацией
Качество полученного муфтового соеди-.. -г.,-- - -./ -. .
нения определяют измерением величины дав- 20размеров охлаждением, отличающийся тем,
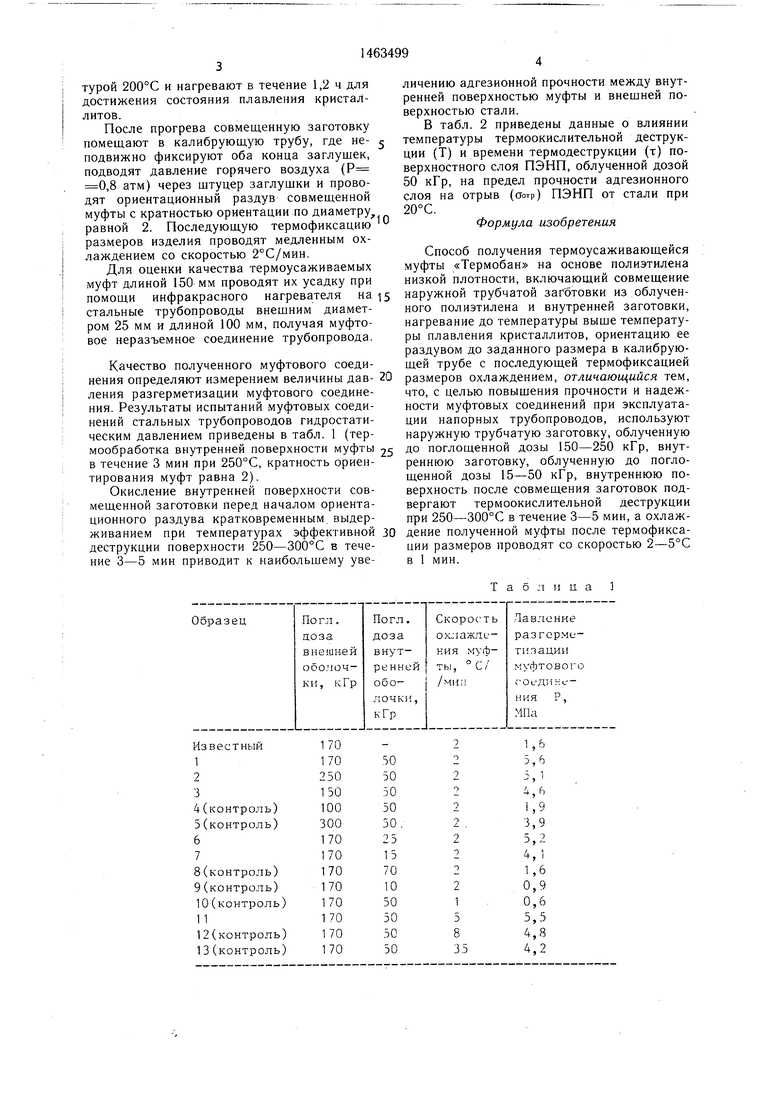
ления разгерметизации муфтового соедине-что, с целью повыщения прочности и надежния. Результаты испытаний муфтовых соеди-ности муфтовых соединений при эксплуатанений стальных трубопроводов гидростати-ции напорных трубопроводов, используют
ческим давлением приведены в табл. 1 (тер-наружную трубчатую заготовку, облученную
мообработка внутренней поверхности муфты 25ДО поглощенной дозы 150-250 кГр, внутв течение 3 мин при 250°С, кратность ориен-реннюю заготовку, облученную до поглотирования муфт равна 2).щенной дозы 15-50 кГр, внутреннюю поОкисление внутренней поверхности сов-верхность после совмещения заготовок подмешенной заготовки перед началом ориента-вергают термоокислительной деструкции ционного раздува кратковременным выдер-при 250-300°С в течение 3-5 мин, а охлаж- живанием при температурах эффективной 30дение полученной муфты после термофикса- деструкции поверхности 250-300°С в тече-ции размеров проводят со скоростью 2-5°С ние 3-5 мин приводит к наибольшему уве-в 1 мин.
Таблица
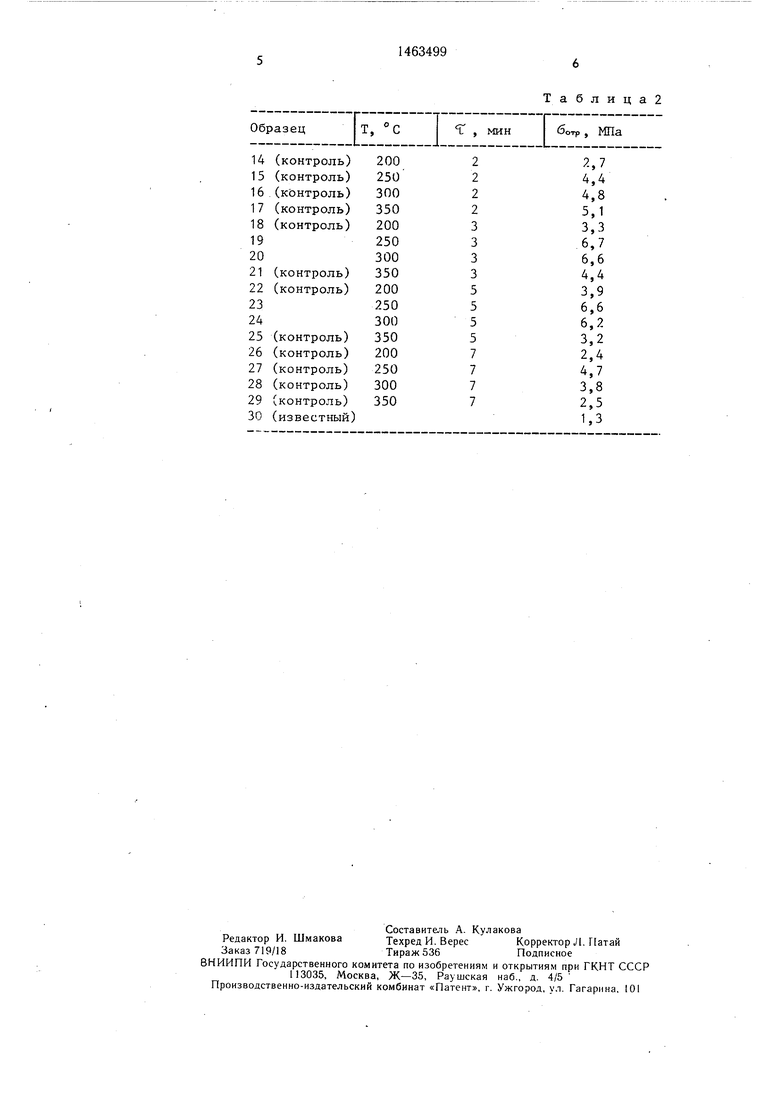
личению адгезионной прочности между внутренней поверхностью муфты и внешней поверхностью стали.
В табл. 2 приведены данные о влиянии температуры термоокислительной деструкции (Т) и времени термодеструкции (т) поверхностного слоя ПЭНП, облученной дозой 50 кГр, на предел прочности адгезионного слоя на отрыв (аотр) ПЭНП от стали при 20°С.
Формула изобретения
Способ получения термоусаживающейся муфты «Термобан на основе полиэтилена низкой плотности, включающий совмещение
наружной трубчатой заготовки изоблученного полиэтилена и внутренней заготовки, нагревание до температуры выше температуры плавления кристаллитов, ориентацию ее раздувом до заданного размера в калибрую- шей трубе с последующей термофиксацией
.. -г.,-- - -./ -. .
размеров охлаждением, отличающийся тем,
Таблица2
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОУСАЖИВАЕМЫЙ ПОЛИМЕРНЫЙ КОЖУХ СОЕДИНИТЕЛЬНЫХ КАБЕЛЬНЫХ МУФТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2324270C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОУСАЖИВАЮЩИХСЯ МАТЕРИАЛОВ | 2009 |
|
RU2436814C2 |
| ТЕРМОУСАЖИВАЮЩАЯСЯ МАНЖЕТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2488736C2 |
| Способ получения термоусаживающейся полимерной трубки | 1974 |
|
SU513870A1 |
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЛОЧНЫХ ИЗДЕЛИЙ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА И КОМПОЗИТОВ НА ЕГО ОСНОВЕ | 2018 |
|
RU2734608C2 |
| Вкладыш эндопротеза | 2018 |
|
RU2703615C1 |
| Способ изготовления изделий сложной формы из полимерных материалов | 1989 |
|
SU1810290A1 |
| ТЕРМОУСАЖИВАЕМАЯ МУФТА ДЛЯ ГИДРАВЛИЧЕСКОЙ И МЕХАНИЧЕСКОЙ ЗАЩИТЫ СОЕДИНЕНИЙ СТЫКОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2382930C2 |
| РАДИАЦИОННО-ХИМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ЛЮМИНЕСЦИРУЮЩЕГО ФТОРОПЛАСТА-4 | 2006 |
|
RU2414488C2 |
Изобретение относится к производству термоусаживающейся муфты «Термобан на основе полиэтилена низкой плотности (ПЭНП), которую используют для создания неразъемных муфтовых соединений металлических, стеклянных и полимерных напорных трубопроводов. Изобретение позволяет в 3 раза повысить прочность и надежность муфтовых соединений за счет использования совмещенной наружной трубчатой заготовки облученной до поглощенной дозы 150- 250 кГр, и внутренней заготовки, облученной до поглощенной дозы 15-50 кГр и подвергнутой термоокислительной деструкции при 250-300°С в течение 3-5 мин. Совмещенную заготовку нагревают выще температуры плавления ПЭНП, ориентируют раздувом до заданного размера в калибрующей трубе с последующей термофиксацией размеров охлаждением со скоростью 2-5°С/мин. 2 табл. « (Л
| Князев В | |||
| К., Сидоров Н | |||
| А | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ УГЛЯ К ТОПКАМ | 1920 |
|
SU297A1 |
| Irradiated heatschrinkable fubing | |||
| Каталог фирмы «Raychen Corp., США 1970 p | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
