Изобретение относится к подъемно-транспортному машиностроению, а именно к винтовым конвейерам и их элементам, и может использоваться в различных отраслях промышленности.
Известен способ изготовления шнека, заключаюш,ийся в навивке спирали из упругого материала заданного диаметра,
шага и направления навивки.
Наиболее близким к предлагаемому является способ изготовления шнека из полосового материала, заключающийся в повороте концов полосового материала относительно его продольной оси.
Недостатками известного способа являются высокая энергоемкость, большая трудоемкость процесса изготовления шнека.
Цель изобретения - снижение энерго- и трудоемкости изготовления шнека.
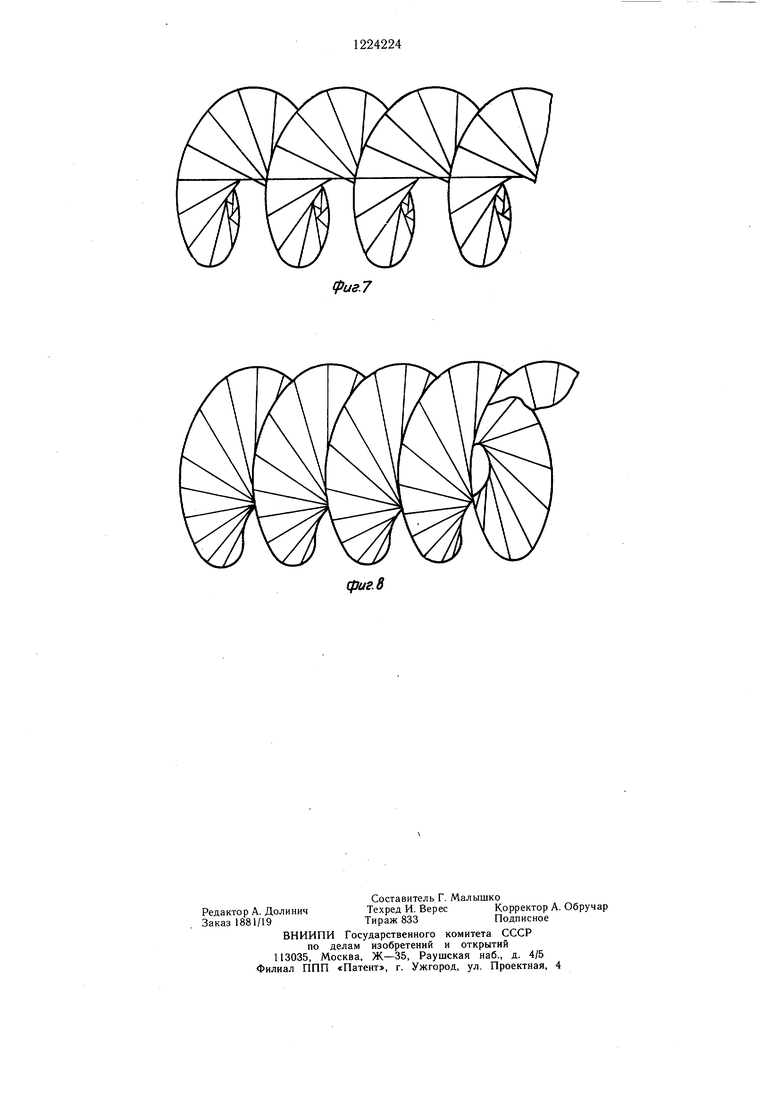
Указанная цель достигается тем, что согласно способу изготовления шнека из полосового материала, заключающемуся в повороте концов полосового материала относительно его продольной оси, поворот осушест- вляют последовательным.сгибанием и складыванием полосового материала по двум пересекающимся между собой линиям, причем по одним линиям - в одном направлении, а по другим - в противоположном, соседние края полученных витков складывают до образования спирального кольца, а затем его растягивают вдоль продольной оси. Кроме того, для изменения направления
разметка может быть выполнена вручную или путем пропускания ленты через валки с соответствующими зубьями. Сначала сгибают ленту по линии п,, размещая Д ABD над лентой (см. фиг. 2), затем по линии
5 т; сгибают ленту в другом направлении. При этом AACD лежит под лентой, а под ним - Д ABD (см. фиг. 3). После этого сгибают ленту по линии П2 вверх . При этом на ленте лежит Д CDP, на нем Д ACD и
10 на нем Д ABD (см. фиг. 4). После 5-го изгибания и складывания (см. фиг. 5) на ленте последовательно лежат Д ЕРН, Д СЕР, Д CDF, Д ACD и Д ABD . Причем каждый треугольник повернут по кругу относительно предыдущего - вершины каждого треугольника смещены по кругу на шаг разметки линий сгиба. На фиг. 6 показана заготовка после 11-го изгибания по линии Пб. В этом случае сторона BD Д ABD совпадает со стороной ILAllM. Накладываются друг
2 на друга также стороны DF и LN, При двух следующих изгибаниях совпадают стороны FH и NP. При этом завершается складывание части ленты в кольцо с внутренним отверстием диаметром d, который определяется при данной геометрии (линии
25 п i и rni пересекаются на краю ленты) только углом наклона прямой п,-. Если она перпендикулярна краю ленты, диаметр отверстия .
Если угол меньше 90°, диаметр отверстия тем больше, чем угол меньше прямого. Ес15
навивки до или после складывания сосед- 30 ли начать соединять совпадающие стороны
них краев витков витки выворачивают.
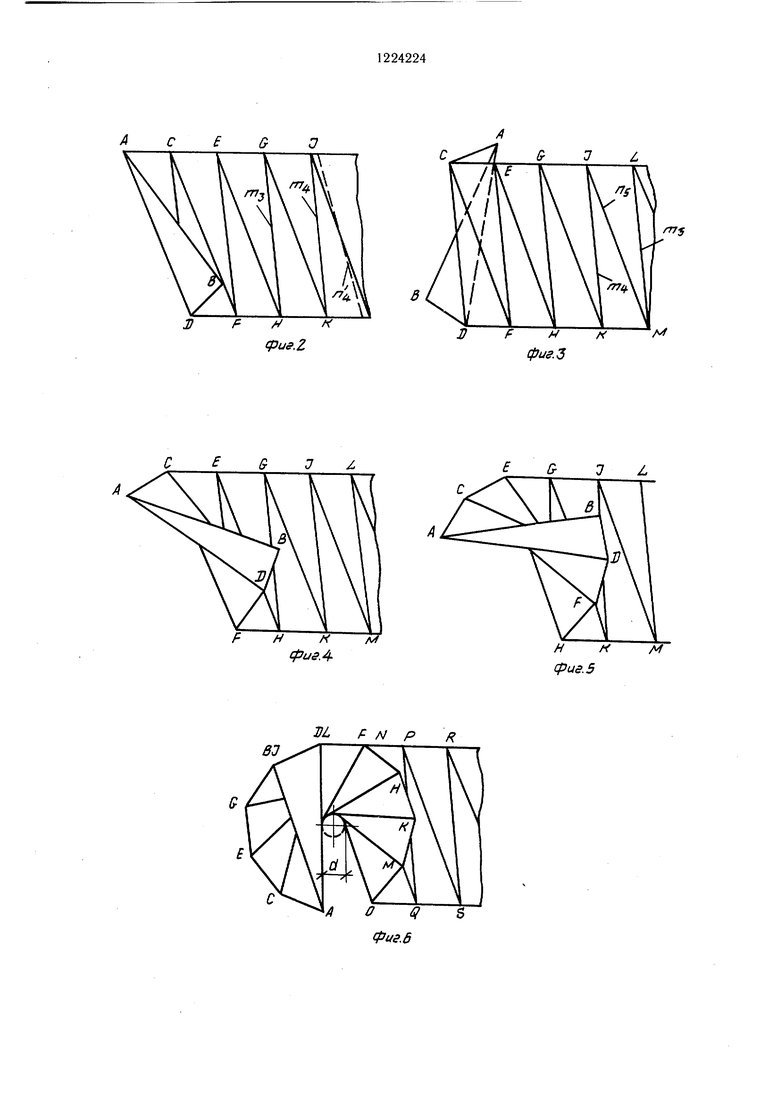
На фиг. 1 изображена полоса материала, на которой нанесены линии складок, при помощи которых полосу преобразуют в винтовую поверхность; на фиг. 2-6 - последовательно операции первого, второго, третьего, пятого и одиннадцатого сгибания по размеченным по полосе линиям сгиба п; и т,-; на фиг. 7 - складчатая винтовая поверхность, полученная из полосы, когда соединены ее близлежащие края; на фиг. 8 - складчатая винтовая поверхность из той же полосы, когда соединены ее края, отстоящие друг от друга на один оборот витка.
Шнек изготавливают следующим образом.
На заготовке, например металлической ленте, размечают линии сгиба. Поскольку сгибание осуществляется в разные стороны, для повышения точности желательно линии сгиба п, выполнить в виде канавок со стороны чертежа и в виде выступов-ребер с противоположной стороны. Линии сгиба т, следует выполнить напротив в виде канавок с нижней стороны ленты и в виде выступов-ребер с верхней стороны. Такая
разметка может быть выполнена вручную или путем пропускания ленты через валки с соответствующими зубьями. Сначала сгибают ленту по линии п,, размещая Д ABD над лентой (см. фиг. 2), затем по линии
т; сгибают ленту в другом направлении. При этом AACD лежит под лентой, а под ним - Д ABD (см. фиг. 3). После этого сгибают ленту по линии П2 вверх . При этом на ленте лежит Д CDP, на нем Д ACD и
на нем Д ABD (см. фиг. 4). После 5-го изгибания и складывания (см. фиг. 5) на ленте последовательно лежат Д ЕРН, Д СЕР, Д CDF, Д ACD и Д ABD . Причем каждый треугольник повернут по кругу относительно предыдущего - вершины каждого треугольника смещены по кругу на шаг разметки линий сгиба. На фиг. 6 показана заготовка после 11-го изгибания по линии Пб. В этом случае сторона BD Д ABD совпадает со стороной ILAllM. Накладываются друг
на друга также стороны DF и LN, При двух следующих изгибаниях совпадают стороны FH и NP. При этом завершается складывание части ленты в кольцо с внутренним отверстием диаметром d, который определяется при данной геометрии (линии
п i и rni пересекаются на краю ленты) только углом наклона прямой п,-. Если она перпендикулярна краю ленты, диаметр отверстия .
Если угол меньше 90°, диаметр отверстия тем больше, чем угол меньше прямого. Ес
ли начать соединять совпадающие стороны
BD и IL, DF и LN, FH и NP и т.д., то после преобразования ленты в спиральное кольцо, соединения средних краев его витков и растягивания получаемой складчатой поверхности вдоль оси, получаем шнек, изображенный на фиг. 7. Если начать соединение краев ленты после 13-го изгибания, когда совпадут точки А и Q, С и S и т. д., то получим шнек-трубу, показанную на фиг. 8.
Линии сгиба п, и т, могут пересекаться и за пределами щирины ленты (см. расположение линий т4 и 714 на фиг. 2).
Шнеки, показанные на фиг. 7 и 8, полые, первый с осевым отверстием, второй выполнен в виде шнека-трубы. Первый шнек, если он имеет достаточно большое внутреннее отверстие, можно вывернуть и получить шнек с архимедовой винтовой поверхностью. Для этого конец шнека надо завести за его следующий виток и перекрутить шнек от начала до конца.
Способ изготовления шнека по данному изобретению является безотходным, менее энерго- и трудоемок, позволяет изготовлять шнеки заданных размеров с высокой степенью точности.
5
0
АСЕ&:
& :j L
5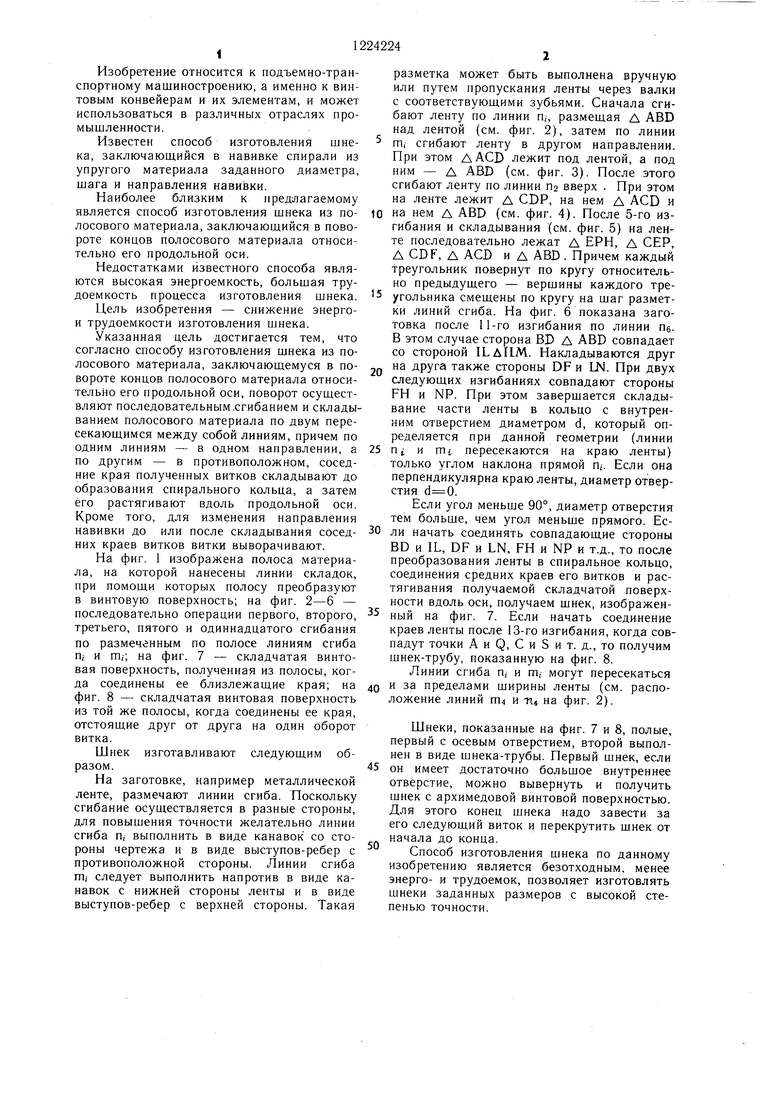
С & и
е G- :} L
1}L Р N Р R
| Устройство хранителя азимутального направления | 1973 |
|
SU462082A1 |
| Горный компас | 0 |
|
SU81A1 |
| Радиоприемник | 1925 |
|
SU1926A1 |
| Винт винтового конвейера | 1960 |
|
SU138863A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
