t
Изобретение относится к метгшлур- гии, в частности к непрерывной разливке металлов и сплавов.
Целью изобретения является уменьшение микросегрегации и обеспечение однородного распределения составных частей и примесей.
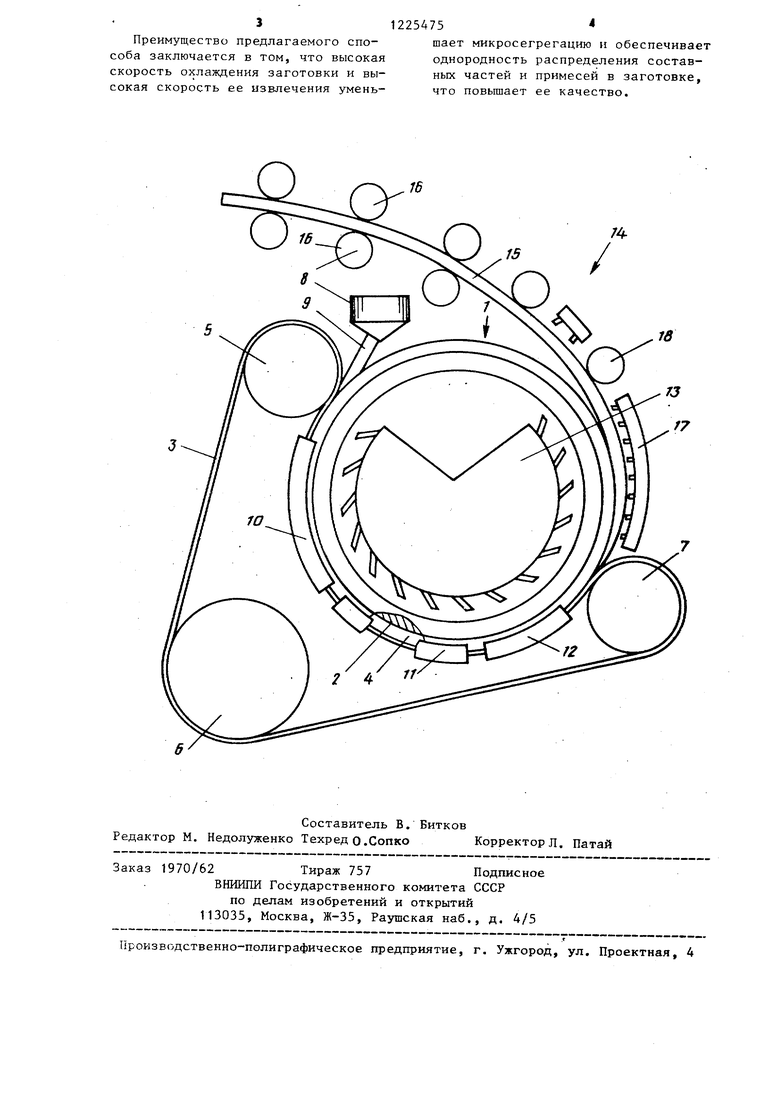
На чертеже изображено устройст- во для непрерывного литья стальной заготовки, общий вид.
Устройство для непрерывного литья стальной заготовки содержит литейное колесо 1 с периферийной канавкой 2, которая закрыта на некотором участке периферии литейного колеса 1 бесконечной гибкой лентой 3, в результате чего образуется закрытый 1 ;ристаллиэатор 4. Гибкая лента 3 удерживается у указанного участка периферии литейного участка 1 поддерживающими роликами 5 - 7 и движется вместе с литейным колесом 1, когда оно вращается. Вблизи поддерживающего ролика 5 расположено зашивочное устройство 8 с желобом 9. Охлаждение литейного колеса 1 и гибкой ленты 3 осуществляют с помощью охлаждающей жидкости, выходящей из сопел коллекторов 10 - 12, а внутреннюю часть периферийной канавки 2 охлаждают струями из сопел на коллекторе 13. Струю из каждого сопла (или группы сопел) вдоль внутренней стороны периферийной канавки 2 можно инди видуаль:: о регулировать для изменения объема разбрызгиваемой охлаждающей жидкости и, следовательно, изменения скорости охлаждения металла в крис- таллизаторе 4. За поддерживающим роликом 7 вверху расположена изгибающая секция 14, которая является средством для выпрямления литой стальной заготовки 15, извлекаемой из периферийной канавки 2 литейного колеса 1 после выхода ее из закрытой части кристаллизатора 4. Изгибающая секция 14 содержит несколько опорно-направляющих роликов 16, которые могут быть приводными и неприводными. В изгибающей секции 14 могут быть также ис- пользоБйны боковые направляющие ролики (не показаны) для удержания литой стальной заготовки 15 в вертикальной плоскости. Над поддерживакмдим роликом 7 установлен коллектор 17 вторичного охлаждения для непосредственного охлаждения заготовки, выходящей и дугообразного кристаллизатора 4. За коллектором 17 вторичного охлаждения
254752
установлен направляющий ролик 18, после которого заготовка ОТРОДИТСЯ от литейного колеса 1. - Способ непрерывного литья сталь5 ной заготовки осуществляется следующим образом.
Расплавленный металл из заливочного устройства 8 через желоб 9 подают в периферийную канавку 2 литейного
10 колеса 1, вращающегося со скоростью 7,6-13,4 м/мин. Скорость подачи жидкой стали соответствует скорости вращения литейного колеса. При перемещении жидкой стали в кристаллизаторе(5 4 на последний подают охлаждающую жидкость из сопел коллектора 10-13, причем количество охлаждающей жидкости, подаваемой на гибкую ленту 3 и литейное колесо 1 , регулируют .cyiH
20 управления скоростью охлаждения жидкого металла. У поверхностей литейного колеса и ленты происходит быстрое охлаждение и затвердевание йсчдкого металла, при этом образуется обсюч25 ка из затвердевшей стали, имеющая равноосную зернистую структ;- ру, Продолжение отвода тепла от частично затвердевшей заготовки вызовет затвердевание жидкой сердцевинЫ; происхо-.
3Q дящее постепенно и равномерно, в результате чего образуется декдрнтЕ1ая или, равноосная структура в направлении от оболочки к и,ентру заготовки. - Заготовку вытягивают из кристаллизатора со скоростью 7,6-13,4 м/мин, а жидкая сердцевина заготовки полностью затвердевает к моменту времени, когда она проходит последнее сопло коллектора 17 и чем она дойдет до точки, расположенной на одном уровне с уровнем ванны жидкого металла в кристаллизаторе. Температура наружной поверхности заготовки на выходе из закрытой части кристаллизатора составляет не выше 1372°С и не ниже 1038 С, а полное затвердевание заготовки происходит в течении одной минуты после удаления ее из кристаллизатора. Выходящая из литейного колеса заготовка имеет форму, соот5 ветствующуьз кривизне дугообразного кристаллизатора, а изгибающая секция постепенно выпрямляет заготовку с увеличением ее радиуса, С помощью предлагаемого устройства отливают
55 преимущественно заготовки трапецеидальной формы, но можно отливать заготовки и других форм.
35
40
31225475
Преимущество предлагаемого спо- шает микросегрегацию и обеспечивает соба заключается в том, что высокая однородность распределения состав- скорость охлаждения заготовки и вы- ных частей и примесей в заготовке, сокая скорость ее извлечения умень- что повышает ее качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья металлических слитков трапецеидального сечения | 1978 |
|
SU1329608A3 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| ПРОЦЕДУРЫ И СИСТЕМЫ УЛЬТРАЗВУКОВОГО ИЗМЕЛЬЧЕНИЯ ЗЕРНА И ДЕГАЗАЦИИ ПРИ ЛИТЬЕ МЕТАЛЛА С ПРИМЕНЕНИЕМ УСОВЕРШЕНСТВОВАННОЙ ВИБРОМУФТЫ | 2018 |
|
RU2771417C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ С РОТОРНЫМ КРИСТАЛЛИЗАТОРОМ | 2013 |
|
RU2528925C1 |
| Машина непрерывного литья ленточнороторного типа | 1976 |
|
SU703005A3 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1994 |
|
RU2081722C1 |
| СТАЛЬНАЯ ОТЛИВКА (ВАРИАНТЫ) И СТАЛЬНОЙ МАТЕРИАЛ С УЛУЧШЕННОЙ ОБРАБАТЫВАЕМОСТЬЮ, СПОСОБ ПЕРЕРАБОТКИ РАСПЛАВЛЕННОЙ СТАЛИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ОТЛИВКИ И СТАЛЬНОГО МАТЕРИАЛА | 2000 |
|
RU2228235C2 |
| ОРОСИТЕЛЬ ЛЕНТЫ РОТОРНОГО КРИСТАЛЛИЗАТОРА ДЛЯ ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1999 |
|
RU2167027C1 |
| Установка для непрерывной разливки металла | 1978 |
|
SU1156588A3 |
Г6
/4
гв
Составитель В. Битков Редактор М. Недолуженко Техред О.Сопко Корректор Л. Патай
Заказ 1970/62 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, Д
| Германн Э | |||
| Непрерывное литье | |||
| М.: Металлургия, 1961, .с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
