1
Изобретение.относится к машиностроению и может быть использовано при изготовлении грузоподъемных машин
Цель изобретения - снижение трудоемкости изготовления барабанов грузо- подъемных машин путем сокращения операций при одновременном сокращении расхода металла.
На чертеже представлена схема способа прокатки и порезки листа.
Сущность способа заключается в том, что прокатку листа 1 и обрезку боковых продольных кромок 2 выполняют за одну операцию в процессе прокатки, причем прокатку осуществляют под углом 0,5-1,5 относительно продольной оси прокатки 00, Затем осуществляют поперечную порезку на отдельные карты 3-5 и торцовку поперечных граней 6 с последующей,гибкой карт в обечайку со смещением боковых граней на один шаг t канавки, сварку и калибровку обечайки по диаметру, приварку фланцев и оси. Длина карт t соответствует требуемому диаметру ба рабанов, ширина карты Ь, - длине барабана.
Диапазон углов задачи раската при прокатке и порезке 0,5-1,5 выбран
задачи раската порезке (0,5°) отнов зависимости от диаметров барабана и наматьшаемого каната.
Нижний предел диапазона возможного изменения углов при прокатке и сительно продольной оси прокатки и обрезки выбран из условий получения необходимой системы канавок, обеспечивающих смещение стороны листа на один шаг канавок при гибке в обечайку, диаметр которой имеет мкши- мальное значение из всех используемых барабанов грузоподъемных машин и канатов для них При значении угла задачи раската относительно продольной оси менее 0,5° не обеспечивается образование винтовой канавки по длине обечайки при изготовлении барабанов грузоподъемных машин с минимальным шагом, т.е. получают смещение меньше минимально необходикюго.
Верхний предел диапазона возможного изменения углов задачи раската
ВНИИПИ Заказ 2019/7 Тираж 518 Подписное Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
5to
|з2025
от-
1.5
30
35
40
45
50
при прокатке (1,5°) относительно прО дольной оси прокатки и обрезки выбран из условия получения необходимой Системы канавок, обеспечивающих сме.щение стороны листа на один шаг канавок при гибке .в обечайку, диаметр которой имеет минимальное значение из -всех используемых барабанов грузо подъемных машин и канатов для них. При значении угла задачи раската носительно продольной оси более также не обеспечивается образование винтовой канавки ввиду получения смещения больше требуемого для максимального шага канавок.
Таким образом, получают ли,ст с необходимой системой канавок на нем, совмещая операции прокатки листа, порезки раската и раскроя его на карты или мерные картам длины. Затем производится операция торцовки кромок, а в случае необходимости и порезка мерных лин (L : на карты 3-5,в прокатном листе 1, канавки расположены под углом 0,5-1,5° к
(боковым граням 2 и продольной оси 0,0( листа 1, Торцы 6 поре- занного листа расположены перпендикулярно продольной оси 0(0. Ось листа 1 или карт 3-5 расположена под углом 0,5-1,5 к продольной оси прокатки 00.
Таким образом, прокатка и порезка раската за одну операцию под углом 0,5-1,5 к продольной оси прокатки позволяют снизить трудоемкость изготовления барабанов за счет сокращения операции по обрезке боковых кромок в сравнении с количеством опе- при раскрое раската с канавками, параллельными боковым граням листа.
Кроме того, значительно сокращаются отходы металла в обрезь за счет исключения наличия на листе ненужных треугольных участков. Раскрой листа на карты происходит без обрези. Сок- ршцение расхода металла при использовании предлагаемого способа составит 5-10%, а зависимости от диаметра и длины барабана.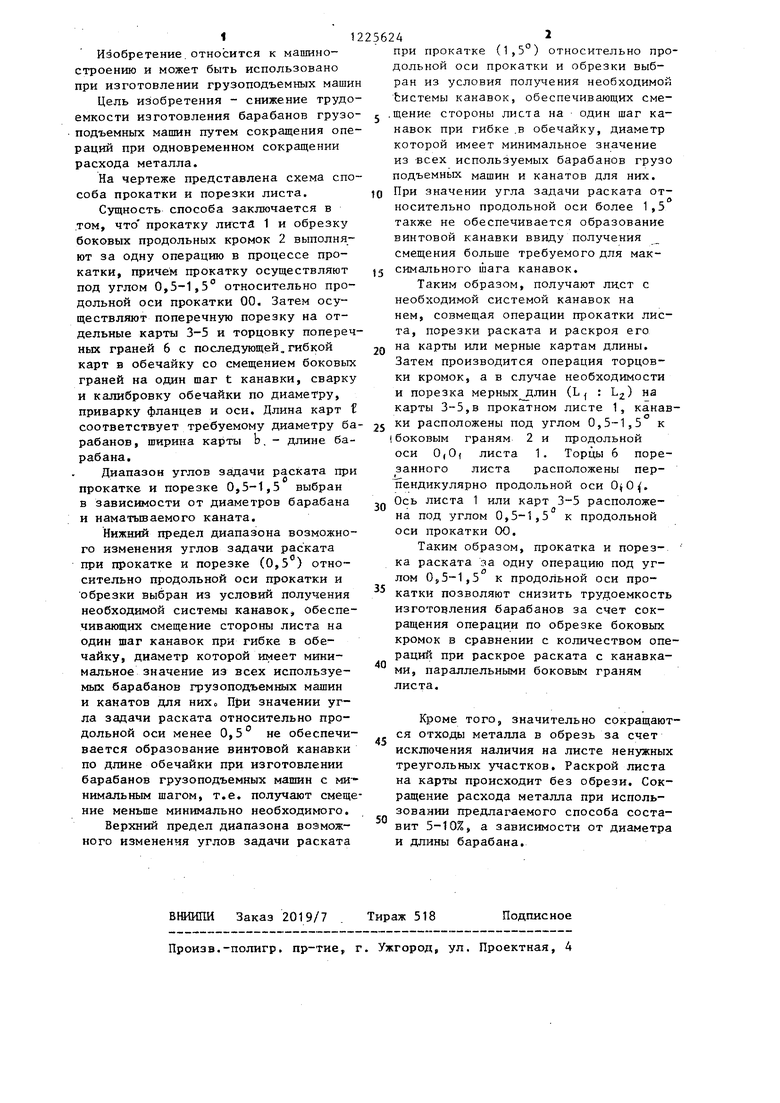
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления барабанов грузоподъемных машин | 1979 |
|
SU1011493A1 |
| Способ производства листового проката | 1991 |
|
SU1822351A3 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Способ горячей прокатки листов | 1986 |
|
SU1419765A1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| Способ прокатки толстых листов | 1989 |
|
SU1696016A1 |
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |

| Парницкий А.Е | |||
| и др | |||
| Мостовые краны общего назначения | |||
| - М.: Маш- гиз, 1955, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Способ изготовления барабанов грузоподъемных машин | 1979 |
|
SU1011493A1 |
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
