1 1
Изобретение относится к машиностроению и может быть использовано при изготовлении спирали шнека.
Цель изобретения - повышение точности калибровки и расширение технологических возможностей.
На фиг, 1 представлено устройство, общий вид; на фиг, 2 - то же, при подготовке к работе.
Устройство для калибровки витка спирали по шагу состоит из корпуса 1 вращающейся втулки 2 с внутренними шлицами 3, оправки 4, на левом конце 5 которой нарезаны шлицы 6, На оправке также выполнен клин 7, а на прав5по часть 8 оправки, выполненную гладкой, надевается вал-трубка 9 шнека и поджимается в осевом направлении пневмоцилиндром 10. В неподвижном корпусе 1 вьтолнен продольный паз 11, по одну сторону которого установлен неподвижный нож 12 а по другую смонтировано устройство 13 для зажима отогнутого конца спирали 14.
Устройство работает следующим образом.
Спираль 14 с нулевым шагом устанавливается отогнутым концом в паз 11 и зажимается устройством 13. Далее через отверстия в витках спирали устанавливается оправка 4 в пшицы 3 втулки 2, а на правый конец
2256431
8 оправки наденается вал-трубка 9 и поджимается пневмоцилиндрам 10. Включается привод, и втулка с оправкой начинают вращаться, при этом клин 7
5 протягивается между витками спирали, разжимая их, на шаг и одновременно происходит наматывание спирали на трубу. Расклинивая таким образом витки, клин доходит до торца неподвиж10 ного корпуса 1 и своим острым концом , отрезает отогнутьй конец спирали, зафиксированньй в пазу 11.
Далее освобождают навитый на трубу шнек и удаляют оставшийся в пазу
15 11 остаток полосы. Описанный процесс повторяется.
Устройство обеспечивает качественную калибровку витка спирали по шагу и отрезку отогнутых концов (тех20 нологических остатков), просто в изготовлении и содержит минимальное , количество несложных деталей. С помощью устройства можно калибровать спираль шнека как с одновременной на2$ моткой ее на вал, так и без намотки. В этом случае исключается осевой поджим пневмоцилиндром. В случае наматывания спирали не на трубу, а на сплошной вал с левой стороны клина
30 на оправке выполняют на небольшую глубину отверстие для фиксации конца вала и также поджимают пневмоцилиндром.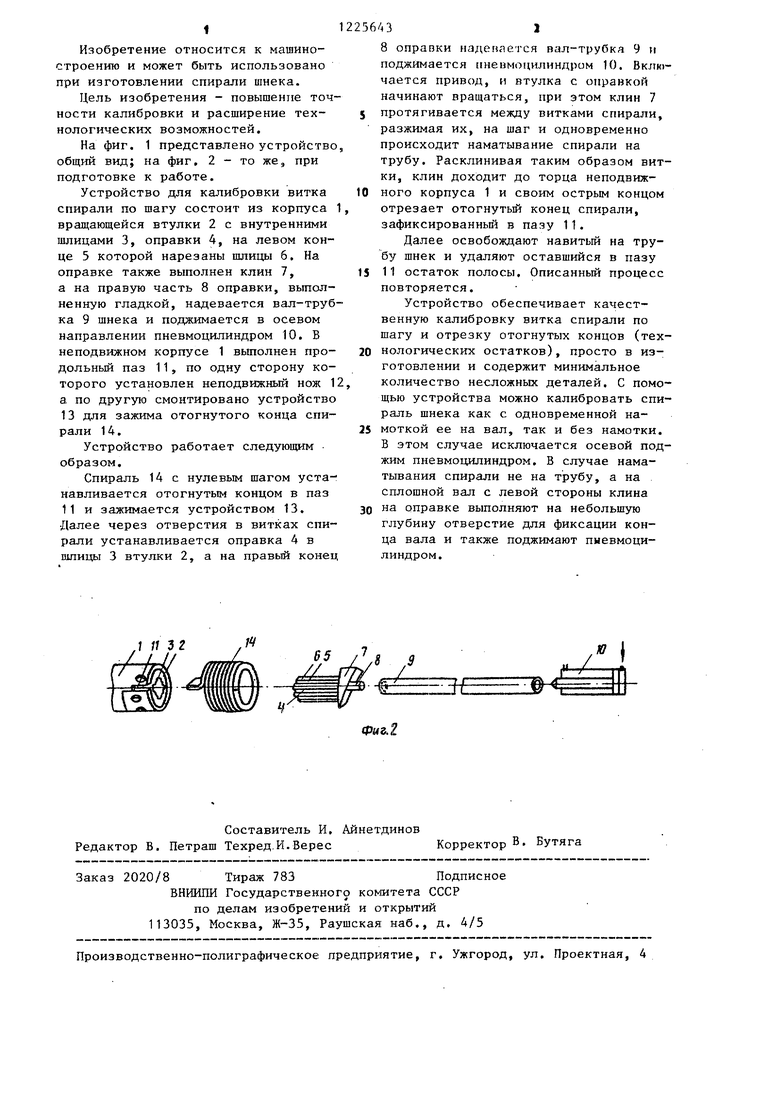
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕОБРАЗНЫХ ИЗДЕЛИЙ ИЗ ПРОВОЛОЧНЫХ ЗАГОТОВОК | 1991 |
|
RU2013174C1 |
| Устройство для обработки отверстий | 1985 |
|
SU1225770A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Устройство для навивки спиралей | 1975 |
|
SU543449A1 |
| Устройство для обработки спиралей шнеков | 1989 |
|
SU1657253A1 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
| Приспособление для навивки спиралей | 1986 |
|
SU1388144A1 |
| Устройство для изготовления проволочных кольцеобразных изделий | 1972 |
|
SU468681A1 |
| Приспособление к токарному станку для непрерывной навивки спиралей | 1984 |
|
SU1299653A1 |

Составитель И. Айнетдинов Редактор В. Петраш Техред.И.ВересКорректор В. Бутяга
Заказ 2020/8 Тираж 783Подписное
ВНИИПИ Государственного KOvniTeTa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| 1971 |
|
SU410846A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
