2. Устройство для изготовления трубчатых деталей с фланцем, содержащее разъемную матрицу с выполненной на ее внутренней поверхности кольцевой проточкой, а также размещенную в матрице эластичную среду, отличающееся тем, что, оно снабжено размещенным в проточке кольцевым ножом с режущей кромкой на внутренней поверхности, причем режущая кромка образована пересечением сто1
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении, производстве летательных аппаратов, цветной металлургии.
Цель изобретения - повьшгение производительности путем изготовления одновременно двух деталей.
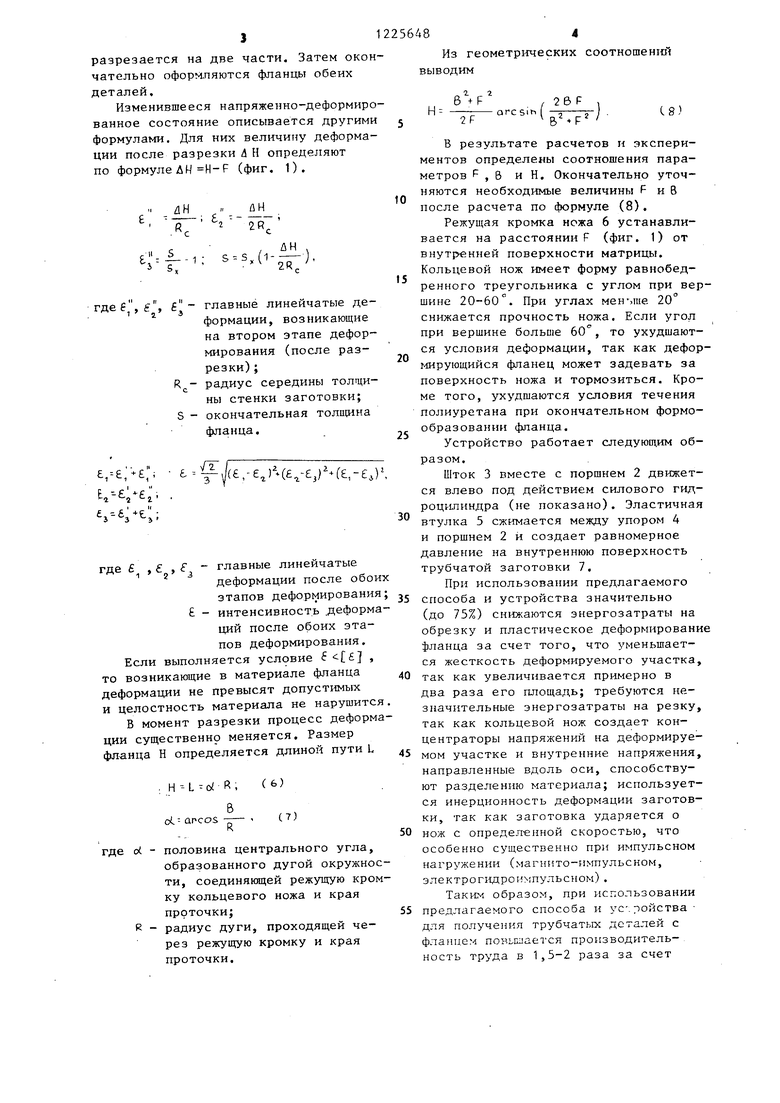
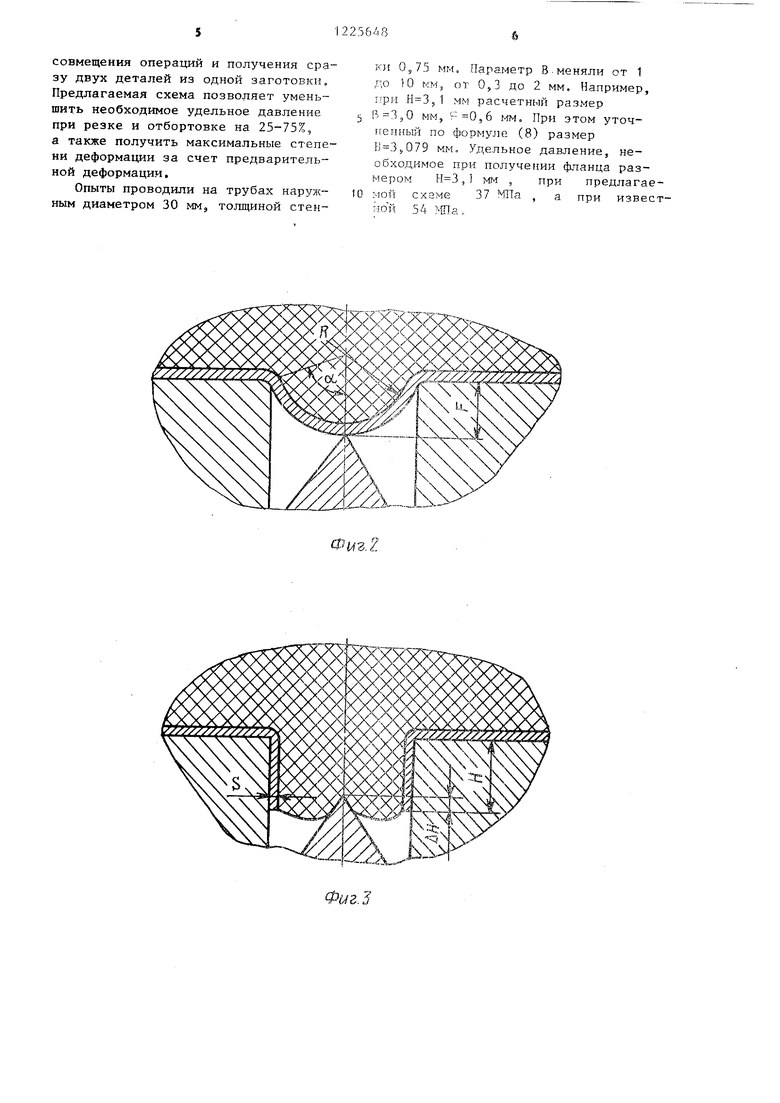
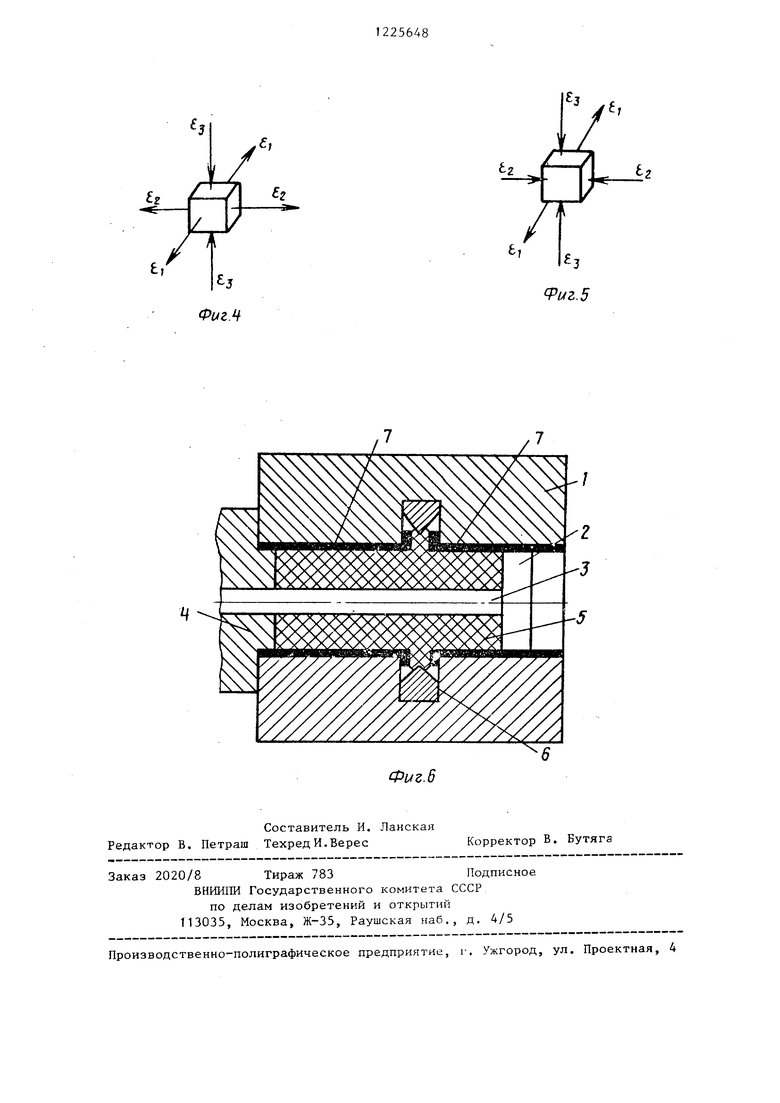
На фиг, 1-5 представлена динамика процесса изготовления деталей с фланцем, включающего этапы предварительной деформации и соударения деформируемой части заготовки с режущей кромкой ножа и окончательное формование фланцев, а также распределение главных линейных деформаций на каждом этапе; на фиг. 6 - устройство для получения трубчатых изделий с фланцем.
Устройство содержит разъемную матрицу 1, поршень 2, шток 3, упор 4, эластичную втулку 5, кольцевой нож 6 и заготовку 7,
Сущность способа заключается в следующем, В первый момент заготовка свободно деформируется до образования торовой поверхности. Возникающие в этот момент главные линейные деформации и интенсивность деформаций, а следовательно, и возникающие напряжения в деформируемом материале меньше предельно допустимых.
Величины возникаюш 1х деформаций можно рассчитать из геометрических праметров
.. (Я
R
- ( -М
(21
рон равнобедренного треугольника с основанием, равным ширине кольцевого ножа, а расстояние от режущей кромки ножа до внутренней поверхности матрицы определяется соотношением рбО,6В, где В - половина ширины ножа , мм,
3. Устройство по п.2, о т л и - чающееся тем, что угол при вершине равнобедренного треугольника составляет 20-60°.
, -1; СЗ)
S S d-f )(1-е:)
(М
{()4t;-)4, (5)
10
6 С
где е, , , - главные линейные деформации, возникают- щие на первом этапе деформирования мате- , риала фланца; - интенсивность деформации при предварительном деформировании;
t 1 - допускаемая величина интенсивности деформации материала; F - текущая величина
предварительной деформации;
наружный радиус
трубчатой заготовки;
В - половина ширины деформируемого участка заготовки;
-% - исходная толщина
стенки трубчатой за- . готовки;
Si - текущая толщина деформируемой стенки трубчатой заготовки, Далее деформируемая часть заготов- и соударяется с режущей кромкой и
разрезается на две части. Затем окончательно офорлпяются фланцы обеих деталей.
Изменившееся напряженно-деформированное состояние описывается другими формулами. Для них величину деформации после разрезки 4 Н определяют по формуле ДН H-F (фиг, 1),
ЛН
2R
S-S,(1дн
2R7
дее.
.
R S главные линейчатые деформации, возникающие на втором этапе деформирования (после разрезки) ;
радиус середины толщины стенки заготовки; окончательная толщина фланца.
{ 3
t (
.-.
.) Ч,-е.
где , , €.
,
главные линейчатые деформации после обоих этапов деформирования; интенсивность .деформаций после обоих этапов деформирования. Если выполняется условие f , то возникающие в материале фланца деформации не превысят допустимых и целостность материала не нарушится. В момент разрезки процесс деформации существенно меняется. Размер фланца Н определяется длиной пути L
R, С6)
с.- arcos
(7)
Ы - половина центрального угла,
образованного дугой окружности, соединяющей режущую кромку кольцевого ножа и края проточки;
R - радиус дуги, проходящей через режущую кромку и края проточки.
Из геометрических соотношенгаЧ
выводим
llf
2F
arc sib I
26 F
с 8)
в результате расчетов и экспериментов определены соотношения параметров Р , 8 и Н, Окончательно уточняются необходимые величины F и В после расчета по формуле (8),
Режущая кромка ножа 6 устанавливается на расстоянии F (фиг, 1) от внутр енней поверхности матрицы. Кольцевой нож имеет форму равнобедренного треугольника с углом при вершине 20-60°, При углах меньше 20° снижается прочность ножа. Если угол при вершине больше 60°, то ухудшаются условия деформации, так как деформирующийся фланец может задевать за поверхность ножа и тормозиться. Кроме того, ухудшаются условия течения полиуретана при окончательном формообразовании фланца.
Устройство работает следующим образом.
Шток 3 вместе с поршнем 2 движется влево под действием силового гидроцилиндра (не показано). Эластичная втулка 5 сжимается между упором 4 и поршнем 2 и создает равномерное давление на внутреннюю поверхность трубчатой заготовки 7,
При использовании предлагаемого способа и устройства значительно (до 75%) снижаются энергозатраты на обрезку и пластическое деформирование фланца за счет того, что уменьшается жесткость деформируемого участка, так как увеличивается примерно в два раза его площадь; требуются незначительные энергозатраты на резку, так как кольцевой нож создает концентраторы напряжений на деформируемом участке и внутренние напряжения, направленные вдоль оси, способствуют разделению материала; используется инерционность деформации заготовки, так как заготовка ударяется о нож с определенной скоростью, что особенно существенно при импульсном нагружении (магнито-импульсном, электропвдроимпульсном),
Таким образом, при использовании предлагаемого способа и ус . ройства для получения трубчатых деталей с фланцем повышается производительность труда в 1,5-2 раза за счет
совмещения операций и получения сразу двух деталей из одной заготовки, Предлагаемая схема позволяет уменьшить необходимое удельное давление при резке и отбортовке на 25-75%, а также получить максимальные степени деформации за счет предварительной деформации.
Опыты проводили на трубах наружным диаметром 30 мм, толщиной стенKJi 0,75 мм. Параметр В-меняли от 1 до 10 км, от 0,3 до 2 мм. Например, при tt 3 1 мм расчетнЕ)1Й размер
,0 мм, ,6 мм. При этом уточ- FfeiiEibm по формуле (8) размер ,,079 мм. Удельное давление, необходимое при получении фланца размером ,1 мм , при предлагаемой схеме 37 МПа , а при известной 54 МПа„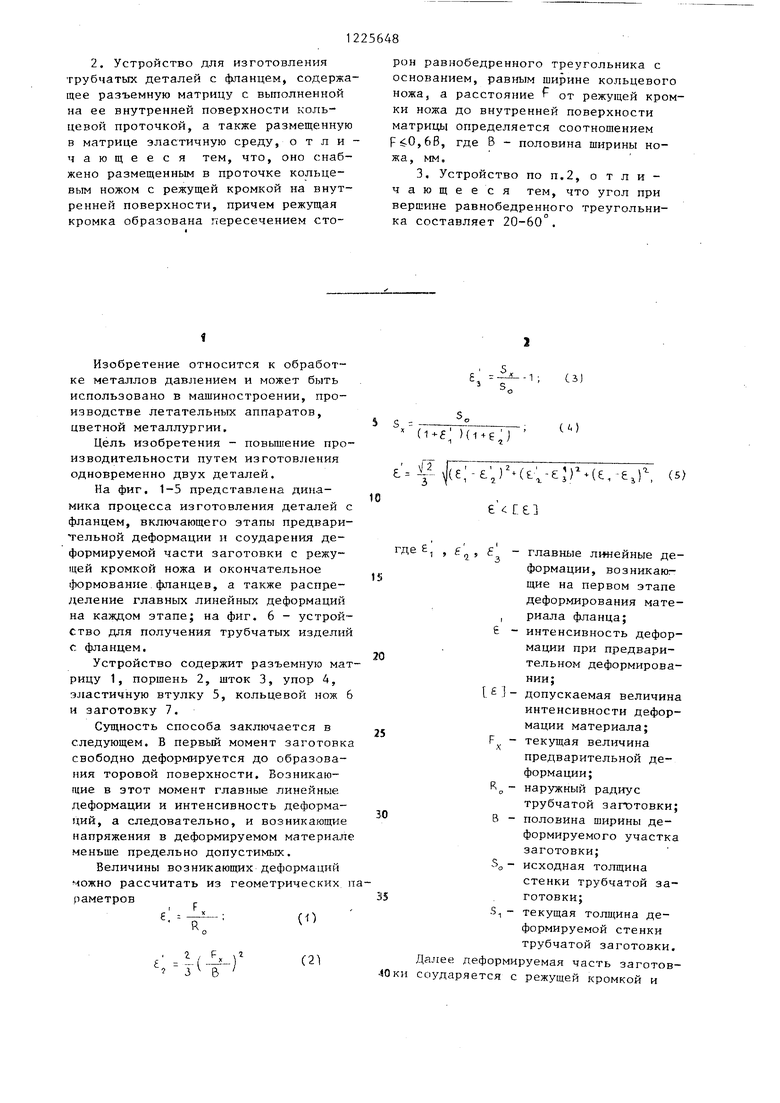
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| Устройство для изготовления коммутационного кольца коллектора | 1986 |
|
SU1696061A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ШТАМПОСВАРНЫХ ОБОЛОЧЕК ТОРОСФЕРИЧЕСКОЙ И ЭЛЛИПТИЧЕСКОЙ ФОРМЫ | 2010 |
|
RU2443488C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| СПОСОБ РАСКАТКИ ФЛАНЦЕВ ТРУБЧАТЫХ ЗАГОТОВОК | 2012 |
|
RU2499648C1 |
| Способ получения на трубе плоского фланца | 1986 |
|
SU1412839A1 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194587C2 |
1. Способ изготовления трубчатых деталей с фланцем, включаюищй создание равномерного давления на внутреннюю поверхность заготовки с помощью эластичной среды и формообразование фланца, отличающий- с я тем, что, с целью повышения производительности путем изготовления одновременно двух деталей, фланцевую часть заготовки предварительно деформируют до образования торовой поверхности, причем интенсивность деформации не превышает критическую, затем торовую поверхность разрезают с одновременным формообразованием двух фланцев.. SSESS N5 Ю СЛ О 4. 00 Фиг.1
.z
.З
bl
Vuz.S
Составитель И. Ланская Редактор В. Петраш Техред И.ВересКорректор В. Бутяга
Заказ 2020/8 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 6
| Кузнёчно-штамповочное производство, 1976, № 2, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
