Изобретение относится к станкостроению.
Цель изобретения - расширение технологических возможностей путем обеспечения обработки различных деталей в условиях гибкого производства.
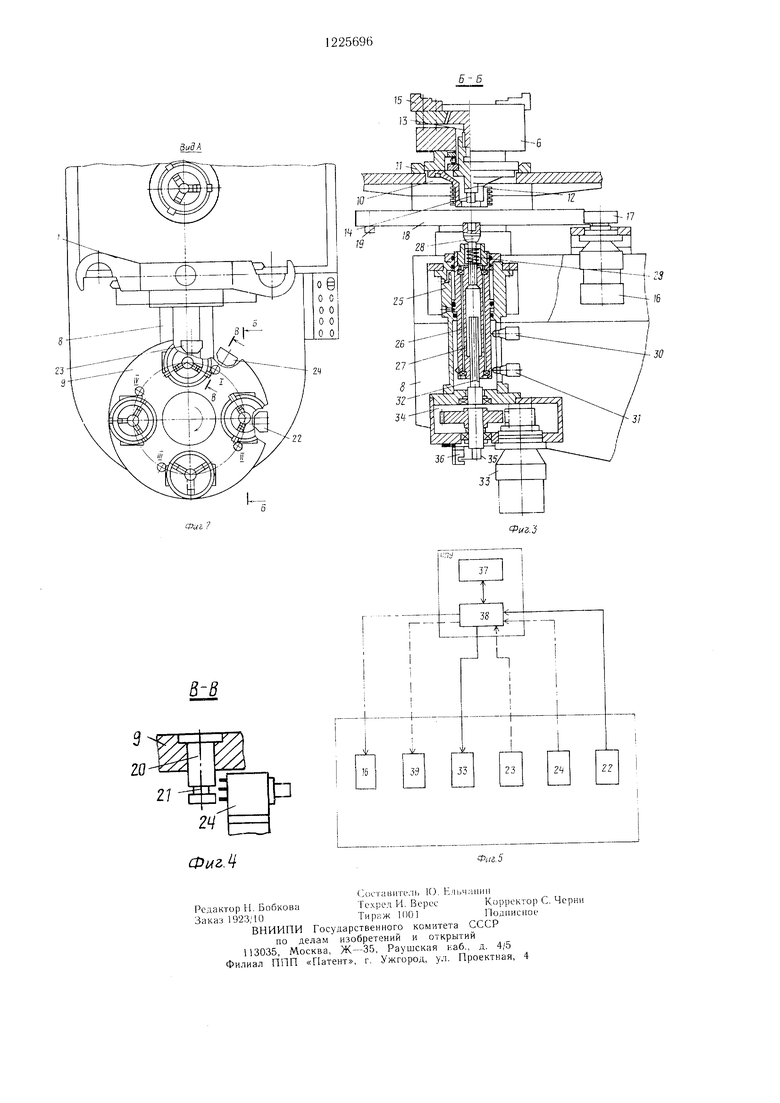
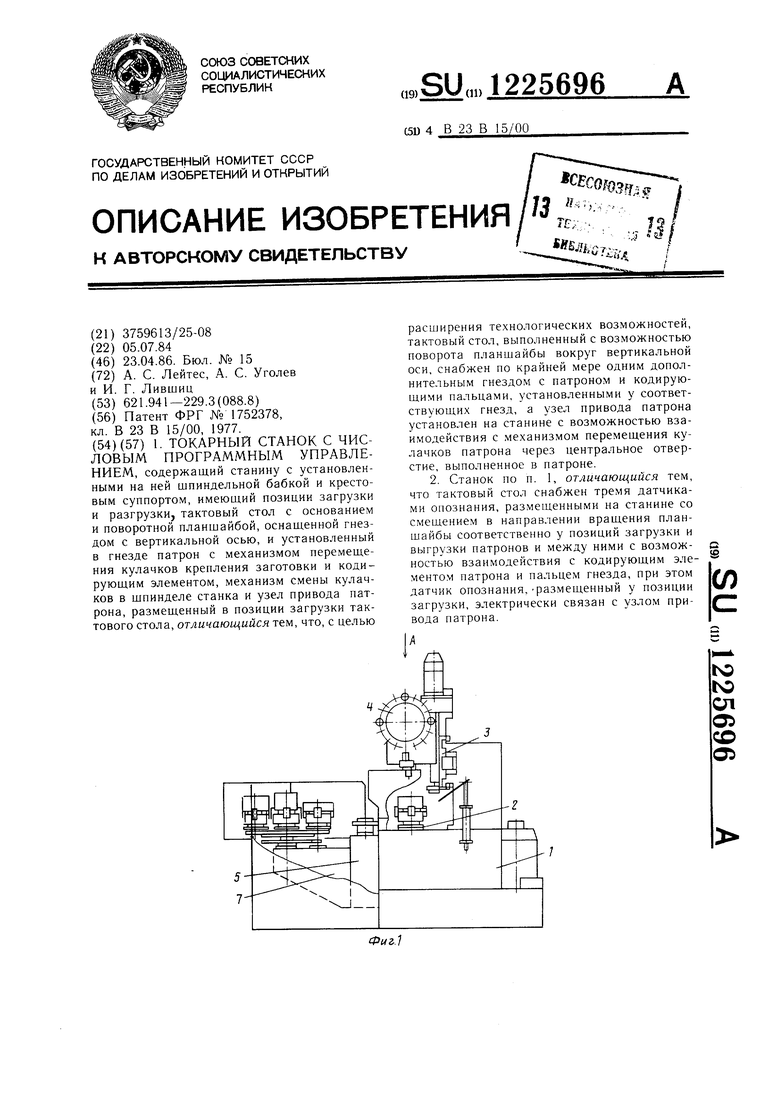
На фиг. 1 изображен станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 -- разрез Б-Б на фиг. 2; на фиг. 4 - разрез В- В на фиг. 2; На фиг. 5 - блок-схема управления станками.
Станок содержит установленные на станине 1 шпиндель 2 с вертикальной ос лЮ вращения, суппортный узел 3, инстру.1ентал1 - ный магазин 4 с механизмо.м смены инструментов, механизм 5 смены |;ат|)01;оь f) : рукой 7. На торце механизма 5 па закгген- ленном на станине кронштейне 8 установле поворотный вокруг вертикальной оси Taiao- вый стол с натронами б, включаюш,ий планшайбу 9, имеющий гнезда 10 с вертикальными осями с направляющими нланками И.
Количество гнезд 10 в нланпшйбе 9 должно быть но крайней .мере два, одно основание I в позиции смены патронов и дополнительное гнездо II в зоне загрузки патронов. Наиболее целесообразно выполнение четырех гнезд I - IV для патронов 6 с точки зрения обеспечения надлежащей емкости накопления заготовок при минимальной занимаемой модулем площади.
В гнездах 10 планшайбы 9 установлены сориентированные по планкам 11 патроны 6, каждый из которых имеет на цилиндрическом хвостовике 12 кодирующие элементы в виде колец и сквозное центральное отверстие 13, в котором расположен хвостовик 14 механизма перемещения кулачков 15 крепления заготовки.
Вращение планшайбы 9 осуш.ествляется от двигателя 16, установленного на кронштейне 8, через зубчатые колеса 17 и 18. Колесо 18 жестко связано с планшайбой 9 и имеет упоры 19 по количеству гнезд в столе.
В непосредственной близости от каждого гнезда 10 на планшайбе 9 установлены кодирующие пальцы 20 с кодовыми признаками 21 номеров гнезд I - IV в виде кольцевых проточек.
На станине 1 с помощью кронштейна 8 установлены три датчика 22-24 опознания.
Датчик 22 установлен в непосредственной близости от зоны загрузки (у гнезда II). Датчик 23 установлен в непосредственной близости от зоны смены патронов (у гнезда I). Непосредственная близкость датчиков 22 и 23 к соответствующим позициям загруз ки и смены патронов и их смещение в направлении вращения планшайбы от соответствующих позиций определяется обязательностью их срабатывания при контакте с кодирующими элементами патронов, находящимися в данный момент в этих нозици- ях и свободного изъятия натронов из гнезд этих позиций.
o
0
5
0
5
0
0
5
Датчик 24 расположен между гьазмцийми 381 рузки и смены патронов, т. е. между гнездами I и I.
В позиции загрузки стола соосно с гнездом 10 зафиксированной планшайбы 9 на кронштейне 8 установлен узел привода патрона, содержащий корпус 25 гидроцилиндра, в котором расположен пустотелый поршень 26, внутри которого на подшипниках уста- пустотелый вал 27, имеющий на конца.;; щ. гицевые отверстия В верхнее шлице- вое отверстие вала 27 входит хвостовик 28, Ключ 28 поджат пружиной 29 в крайм;:. (ii OXHC : |;оло;ке ис. Верхнее и ниж- iie, iKjjKj/KOHiifi ас;111и1 Я 2п контролируются в-.жлючутелямл 30 я 31. В нижнее шлице- вое отзерстис ва.ча 27 входит выходной вал 32 привода патрона, содержащего двигатель 33, рС;;.уктор 34 и выхО;1,ной вал 32. На 11иж- кем конце аыходно1 о ва.ча 32 установлен флажок 35. г1ри вращении вала взаимодействующий с датчиком 36. Фиксация 11ланн ай- бы 9 стола осуществляется при реверсе мотора при утыкании упора 19 в собачку храпового механизма (не показан), расположенного на кронштейне 8.
Станок снабж:ен устройством числового программного управления (ЧПУ), включающим микропроцессор 37 и контроллер 38, электрически связанный с датчиками 22- 24, расположенными соответственно у позиции загрузки, смены патрона и между нозици- ями загрузки и смены патрона. Двигатель 16 планшайбы 9 подключен к контроллеру 38, образуя электрическую цепь, состоящую из датчика 24 опознания, контроллера 38, микропроцессора 37 и двигателя 1(5. Исполнительный орган 39 станка, включающий приводы (не ноказано) перемещения шпинделя 2 и суппорта 3, датчики положения и т. д., электрически связан с контроллером 38 и образует цепь, состоящую из датчика 23 опознания, контроллера 38, микропроцессора 37 и исполнительного органа 39. Датчик 22 электрически связан через контроллер 38 с двигателем 33 узла привода патрона.
Станок работает следующим образо.м.
В случае необходимости обработки еди- в;-;чн 1х деталей различного типа в каждое из гнезд 10 планп1айбы 9 устанавливают патрон 6 с соответствующим данному виду детали кодирующим эле.ментом в В11де набора колец на хвостовике 12 патрона 6.
При включении станка подается пита- 1гие на двигатель 16, и п.;1аип1айба 9 начи11ает поворачиваться по часовой стрелке, выводя обработанную деталь в патроне 6 из позиции I смены патронов в позицию II загрузки, а заготовку в патроне 6 из позиции IV в позицию 1 смены патронов. Новорот планшайбы 9 составляет величину несколько большую, че.м ОО, контролируемую датчиками 22--- 24 опознания. Датчик 24 гнезда патрона опра- 1пива€тся микроп)оцессором 37 через контроллер 38, при этом опознается соответствие состояния изделия ожидаемому состоянию, и при несовпадении состояний микропроцессор 37 через котроллер 38 блокирует поступление изделия на обработку, управляя двигателем планшайбы таким образом, что изделие, имеющее непредвиденное состояние не будет установлено в позиции смены. При совпадении состояний осуществляется реверс планшай бы 9, которая (фиксируется на угле поворота 90° с помощью собачки храпового меха- низма (не показано).
С помощью руки 7 заготовка в патроне 6 устанавливается в щпиндель 2 станка. Считанный датчиком 23 опознания код патрона передается через контроллер 38 и микропроцессор 37, который осуществляет выбор необходимой программы обработки и осуществляет в соответствии с ней управление исполнительными органами 39 станка.
В это время обработанная деталь в патроне 6 находится в позиции II зоны загрузки. Код патрона 6 считывается датчиком 22 и через контроллер 38 поступает в микропроцессор 37, который в соответствии с типом поступившей детали через контроллер 38 выдает сигнал на привод патрона, осуществляющий движение кулачков 15 в патроне 6 в ту или иную сторону. Освободившуюся деталь вынимают из патрона 6. На ее место может быть поставлена аналогичная ей, или заменяют патрон на другой с кодирующими элементами и кулачками 15, соответствующими другой детали.
После того, как заканчивается обработка детали на станке, происходит смена патронов 6 в шпинделе 2 и поворот планщайбы 9 на 90°, и так цикл повторяется до обработки последней детали.
После окончания обработки последней детали и при отсутствии заготовок на план
Ю
20
30
5
шайбе 9 устройство ЧПУ останавливает работу станка.
Установка стола с возможностью поворота вокруг вертикальной оси упрощает его конструкцию, так как не требуется узел зажима патронов, предотвращающий их выпадание и появляется возможность зажима детали в патронах.
Размещение в планшайбе стола дополнительных гнезд обеспечивает возможность работы станка в течение длительного времени без вмешательства оператора по загрузке и разгрузке заготовок.
Кодирование гнезд и патронов обеспечивает возможность получения пол ной информации устройством ЧПУ о количестве и состоянии деталей на станке, исключает сбои и ошибки при вызове управляющих программ на устройство ЧПУ от ЭВМ.
Установка датчика опознания в зоне загрузки и его электрическая связь с приводом узла зажима обеспечивает возможность автоматического регулирования степени зажима детали и направления движения кулачков при зажиме или разжиме деталей.
Установка двух других датчиков опознания соответственно у позиций смены патронов и между позициями загрузки и смены патрона и их электрическая связь с устройством ЧПУ обеспечивает автоматизированный вызов управляющих программ для различных деталей от ЭВМ, исключение ошибок при вызове программ и обеспечивает возможность получения устройством ЧПУ полной информации о количестве и состоянии деталей в модуле.
Предлагаемый станок обеспечивает расширение технологических возможностей при обработке различных деталей при одновременном повышении надежности работы.
- Л
Фиг
г4-4- --
Фиг.
33
ф1Аг,.
Состаиите. и. Ю. Нльчлиин
Редактор И. БобковаТехред И. ВересКорректор С. Черни
Заказ 1923;10Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва. Ж -35, Раушская каб., д. 4/5
Фипиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Фм.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Агрегатный обрабатывающий центр | 1984 |
|
SU1255394A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Устройство активного контроля размеров | 1979 |
|
SU861046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Токарный станок | 1988 |
|
SU1634367A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Устройство для перемещения пальцев кисти протеза | 1990 |
|
SU1752378A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
