11
Изобретение относится к ста -:ко- строению, а конкретно к отрезным станкам, имеющим устройства для зажима п подачи деталей.
Цель изобретения расш;ирение технологических возможностей устройства путем автоматического регулиросания зажимного элемента.
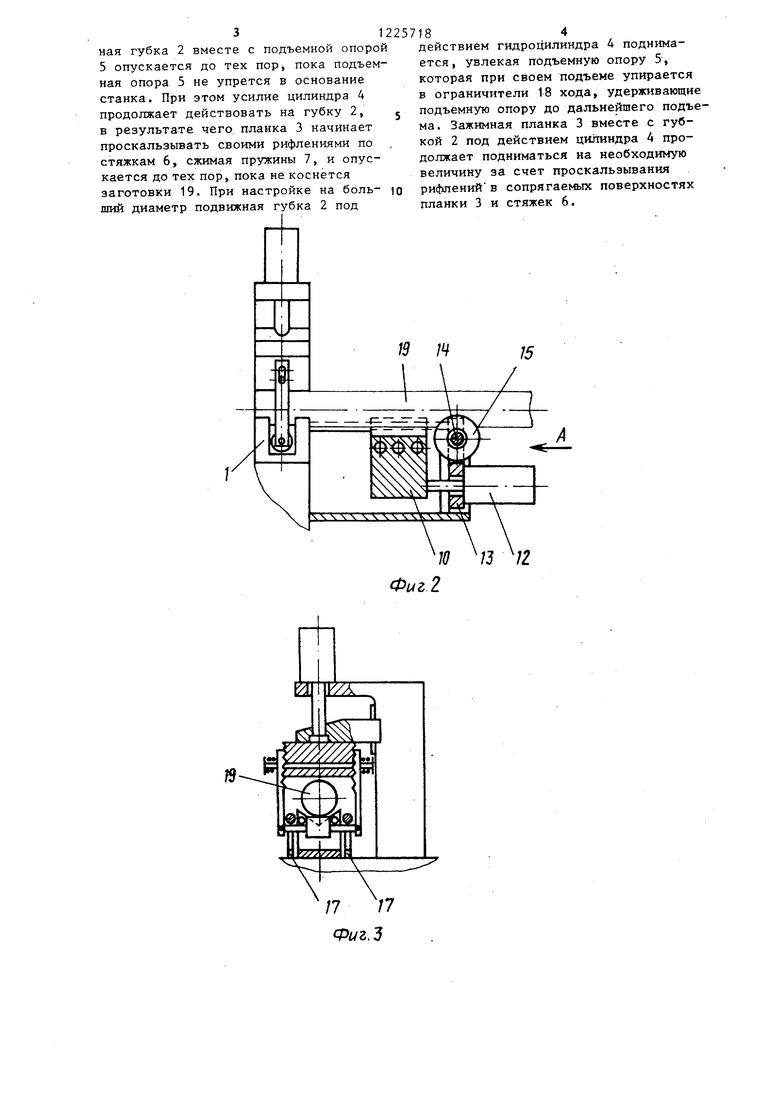
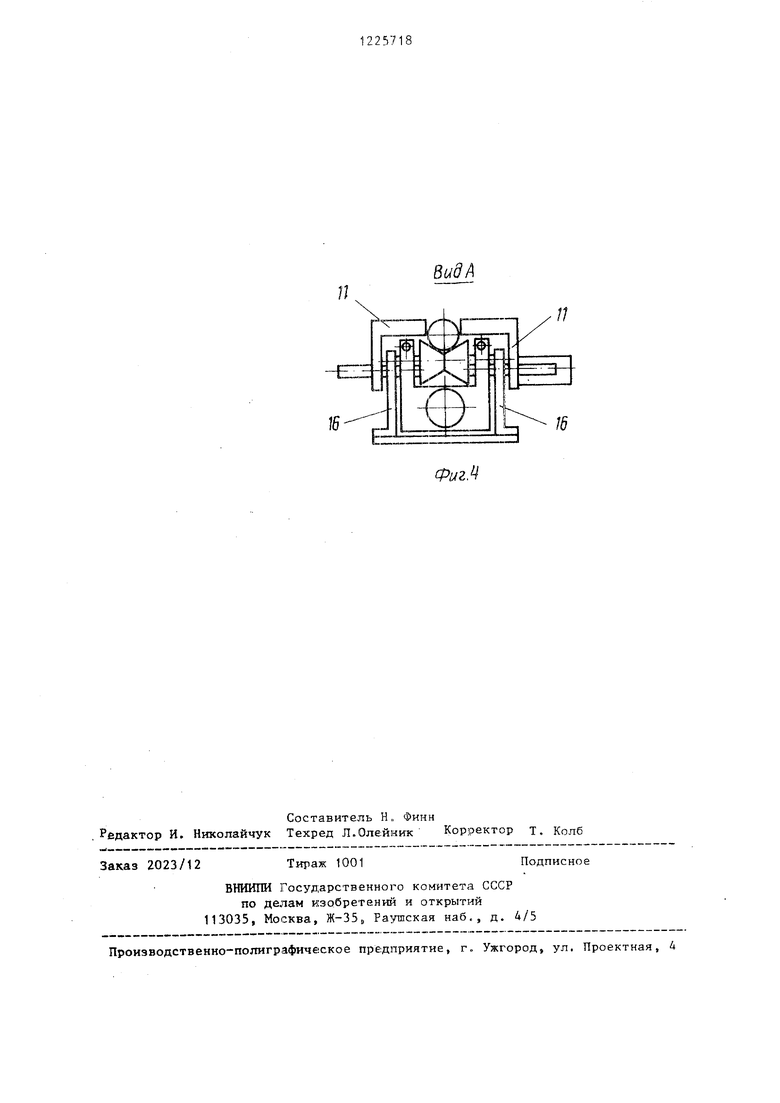
На фиг. 1 показано устройство отрезного станка с зажатой заготовко и опущенной подъемной опорой, общий вид; на фиг. 2 то же, продольный разрез, с зажатой заготовкой; ка , фиг, 3 - то жеS поперечный разрез с разжатой заготовкой и поднятой опорой; на. фиг. 4 - вид г на фкг. 2.
Устройство отрезного станка содержит зажимное приспособление, выполненное в виде неподвижной базирующей опоры 1 и подвижной в верти- кальных направляющих губки 2 с iipiraHM- ной планкой 3, ркестко закрепленной на губке 2 J соединенной со штоком гиг1,- роцилиндра А, и устройство для подач заготовки с закрепленной в нем подъемной опорой 5 в виде ролика. Подвижная губка 2 связана с подъемной опорой 5, установленной в пазу базирующей опоры 1, посредством кинематической передачи, выполнен- ной в виде стяжек 6, в которых закреплена ось подъемной опоры. Стяжки 6 расположены по обе стороны от подъемной опоры 5 и связаны с прижимной планкой 3 посредством рифленийэ выполненных на сопрягаемых поверхностях планки 3 и стяжек 6, поджимаемых пружинами 7, усилие которьгх ДОЛ5КНО быть больше, чем вес максимальной заготовки, но меньше чем усилие зажима.
Устройство для подачи заготовки содержит подвижную в направляющих штангах 8 и 9 каретку 10 с пр11хвата- ми 11 э приводим:уто в движение от гид- роцилиндра 12, закрепленного на кронштейне 13, установленном с возможность поворота на неподвижной оси 14 ролик 15, закрепленного в кронштейнах 16, Направляющие штанги 8 и 9 одним кон- цом жестко закреплены в кронштейне 13 а вторым концом опираются на регулируемые упоры 17, настраиваемые таким образом, что направляющие штанги 8 и 9 установлены параллельно заготовк лежащей на базирующей опоре 1, Для ограничения перемещения подъемной опоры 5 при переналадке ста;нка на
10 гд
20 25 зо
5 0 э
5
182
другой размер заготовки па базирую- опоре 1 установлены ограничители 18 xciAa.
Ус;тройство паботает следующим обра;1ом.
В исходном положении станка подвижная губка 2 отведена гидроцилинд- рок 4 в верхнее положение (фиг. 3), контролируемое командоаппаратом (н§ Ггоказан) . Под 1 емная опора 5, связанная с; губкой 2 посредством зажимной планки 3 и стяжек 6, приподнята над базирующей опорой 1. При этом ось подъб .мной опоры 5 контактирует с направляющими штангами, которые, поворачиваясь вокруг оси 14 ролика вг-iCCTe с кронштейном 13 в вертикальной гшоскости, занимают наклонное полоя:сние. Заготовка 19, поданная на рг.зрезкуз одним кондом лехсит на подъемной опоре 5, а вторым - на ролике 15 устройства подачИ; при этом 11оло : :ение заготовки 19 параллельно штанг В и 9. Каретка 10 с разведенными прихватами 11 повернута вместе с направляющими штангами.
При встречном перемещении прихватов 11 происходит захват заготов- кк 19, Подача заготовки 19 на необходимую длину производится с помощью гидредигшндра 12, в бесштоковую полость которого подается давление. Каретка 10 вместе с заготовкой 19 перемещается по направляющим штангам до упора (не показан). При наличии неровностей в заготовке 19 каретка 10 может перемещаться з вертикальной 1ЛОСКОСТИ за счет перемещения свободного каицаштакг 8и 9. Зажим заготовки прсзисходит при опускании губки 2 от гидроцилиндра 4.Одновременно с опусканием губки 2 происходит опускание подъемной опоры 5 под действием стяжек 6 ниже базирующей поверхности опоры 1, при этом заготовка 19, передним концом лежащая на подъемной опоре 5, опускается на базирующую опору 1 и зажимается. При зажиме заготовки 19s направляющие щтанги
опускаются на упоры 17 и занимают положениеJ параллельное зажатой заготовке 19. Станок готов к разрезке и продолжению цикла.
Переналадка устройства отрезного станка с одного типоразмера на другой производится на наладочном режиме и обеспечивается перемещением зажимной губки 2 вверх или вниз. При переналадке станка на меньший размер зажим31225
ная губка 2 вместе с подъемной опорой 5 опускается до тех пор, пока подъемная опора 5 не упрется в основание станка. При этом усилие цилиндра 4 продолжает действовать на губку 2, j в результате чего планка 3 начинает проскальзывать своими рифлениями по стяжкам 6, сжимая пружины 7, и опускается до тех пор, пока не коснется заготовки 19. При настройке на боль- о ший диаметр подвижная губка 2 под
184
действием гидроцилиндра 4 поднимается, увлекая подъемную опору 5, которая при своем подъеме упирается в ограничители 18 хода, удерживающие подъемную опору до дальнейшего подъема. Зажимная планка 3 вместе с губкой 2 под действием цилиндра А продолжает подниматься на необходимую величину за счет проскальзывания рифлений в сопрягаеьых поверхностях планки 3 и стяжек 6.
Ю VJ V2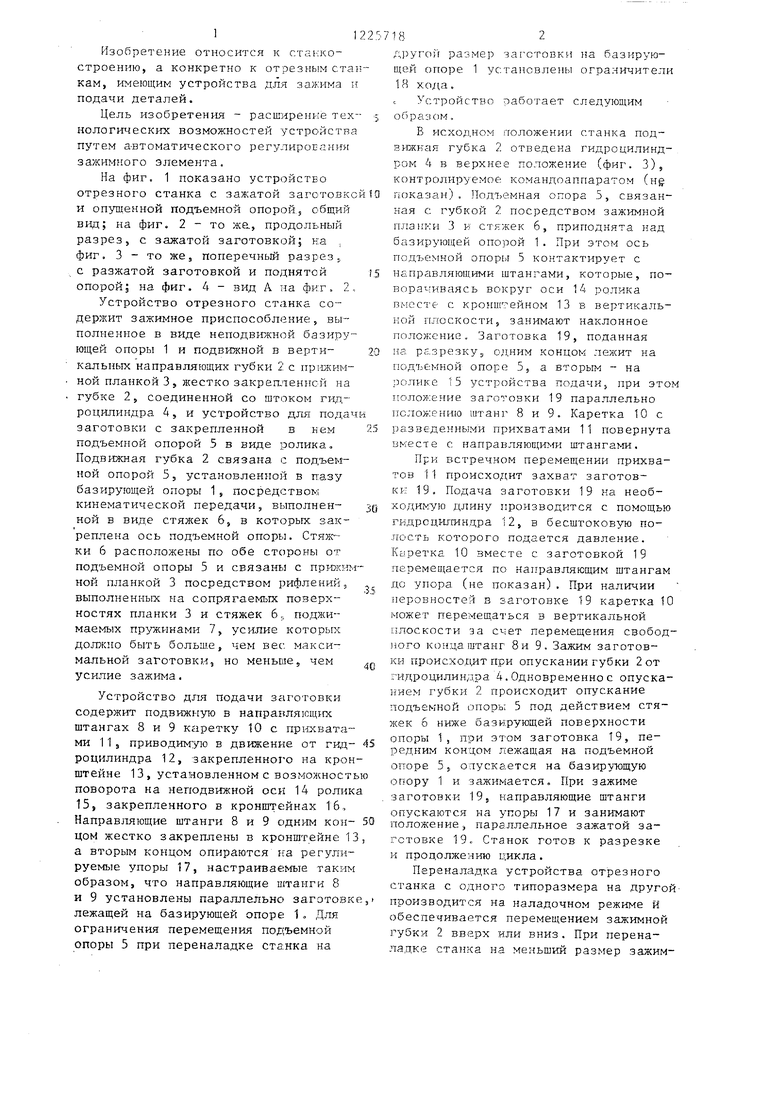
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| Полуавтомат плоскошлифовальный | 1987 |
|
SU1563943A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Устройство для загрузки станков | 1978 |
|
SU1040713A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Автоматическая линия | 1984 |
|
SU1161312A1 |
| Абразивно-отрезной станок | 1982 |
|
SU1096085A2 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |

11 17 Фиг.З
Составитель Н„ Финн Редактор И. Николайчук Техред Л.Олейник Корректор т. Колб
Заказ 2023/12
Тираж 1001
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35р Ра:ллская наб,, д. 4/5
Производственно-полиграфическое предприятие, г„ Ужгород, ул. Проектная, 4
Фиг.
Подписное
| Приводной ремень | 1923 |
|
SU662A1 |
| Минское СКВ ПС, 1975. | |||
