Изобретение относится к станкостроению, а именно к автоматическим линиям бесспутникового типа для обработки заготовок типа балок осей прицепов автомобилей и тракторов с круглыми фланцами и реактивными рычагами.
Цель изобретения - расширение технологических возможйостей линии путем обеспечения возможности обработки без переналадки линии заготовок передних и задних балок осей прицепов автомобилей и тракторов (с зеркальным расположением реактивных рычагов) посредством ориентации их. прихватами.
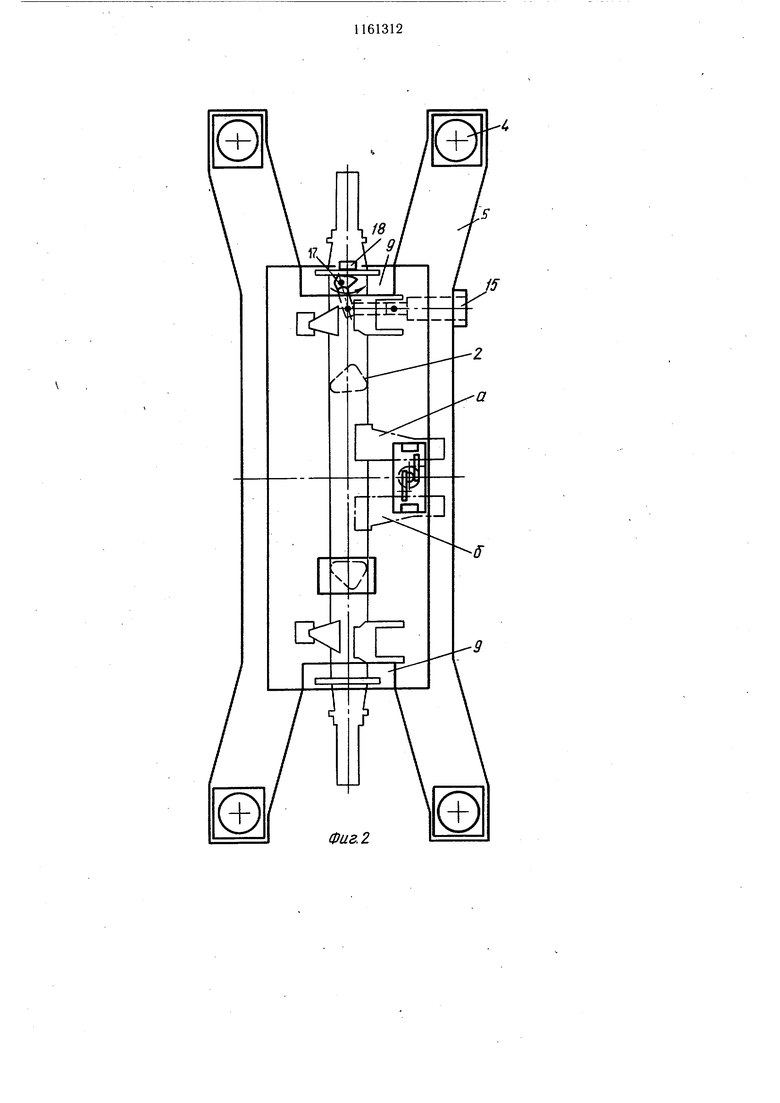
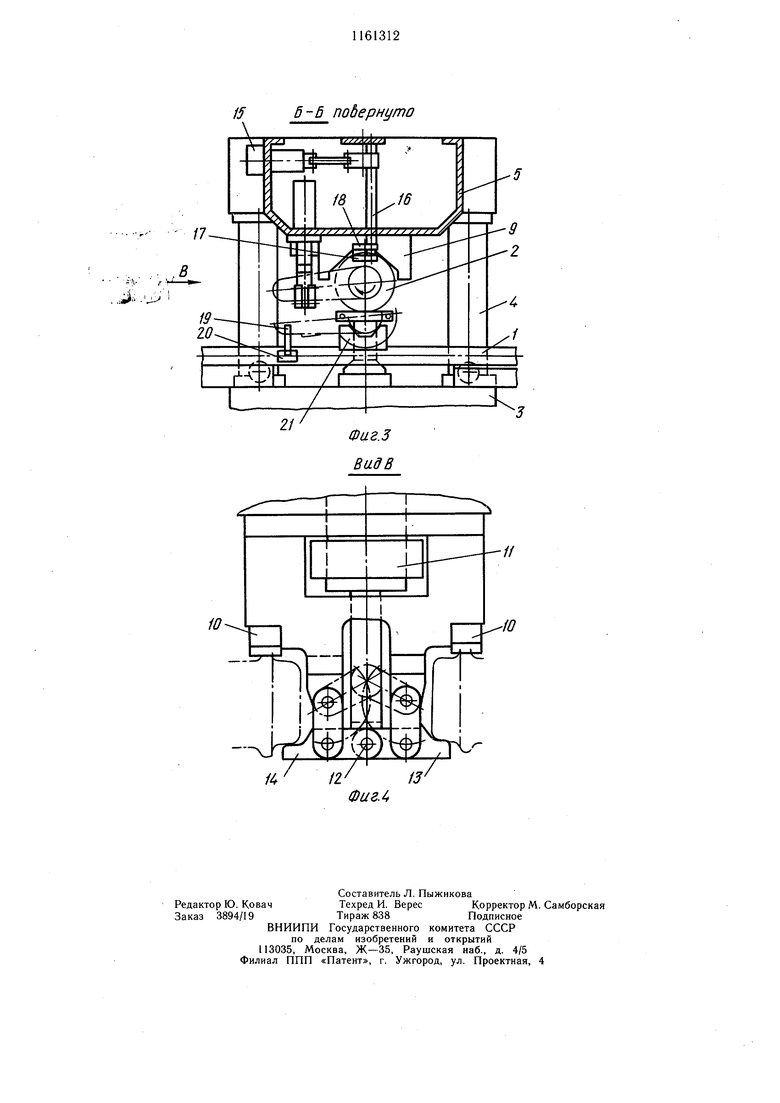
На фиг. 1 схематически изображена автоматическая линия, общий вид; на фиг. 2 - А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1 (в увеличенном масштабе).
Автоматическая линия состоит из агрегатных станков, соединенных между собой транспортным устройством, выполненным в виде штанги 1, которая передает заготовки 2 от станка к станку. Каждый агрегатный станок линии состоит из среднего основания 3, на котором на четырех стойках 4 установлен портал 5, подъемно-зажимных приспособлений б, снабженных опорными штырями 7, боковых приставок с самодействуюшими силовыми головками 8. К порталам 5 с нижней стороны крепятся базовые призмы 9 и базовые опоры 10- Гидроцилиндр 11, прикрепленный к порталам 5, с верхней стороны связан с осью 12, на которой установлены прихваты 13 и 14, установленные с возможностью поворота в вертикальной плоскости. К боковой стенке портала крепится гидроцилиндр 15, связанный кинематически с закрепленным на портале вертикальным валом 16, на нижнем конце которого установлен механизм осевого перемещения, выполненный в виде кулачка 17, обеспечивающего прижим заготовки 2 к горизонтальной базовой опоре 18.
В призмах 9 обрабатываемые заготовки 2 базируются наружными поверхностями круглых фланцев, базовые опоры 10 определяют угловое положение деталей, а базовая опора 18 обеспечивает базирование детали вдоль ее оси.
Подъемно-зажимные приспособления 6 с опорными штырями 7 устанавливаются на средние основания 3 под порталами 5 и предназначены для подъема заготовок со штанг 1 транспортного устройства зажима их в зоне обработки (на порталах) и опускания на штанги 1 транспортера после обработки.
Двухместная призма 19, неподвижно закрепленная на стяжках 20, которые скрепляют между собой штанги 1 транспортера в местах установки заготовок, и призмы 21, установленные попарно на штангах 1 транспортера, служат для ориентации заготовок 2 при транспортировке.
Линия работает следующим образом.
Заготовка 2 загружается на штанги 1 транспортного устройства так, чтобы круглое сечение ее легло на призмы 21, а реактивные рычаги оказались в призме 19, которые удерживают деталь от поворота и перемещения относительно ее продольной оси.
5 После этого транспортер совершает ход на один шаг и заготовки 2 оказываются под порталами 5 станков. Затем при помощи подъемно-зажимных приспособлений 6 заготовки 2 начинают подниматься, опорные штыри 7 препятствуют их повороту и ° смещению. Штанги 1 при этом неподвижны.
Подъемно-зажимные приспособления 6 продолжают поднимать заготовки до тех пор, пока они своими круглыми фланцами не сориентируются в базовых призмах 9.
5
Далее С помощью гидроцилиндра 11 через прихваты 13 или 14 заготовки доворачиваются до базовой опоры 10. Если на транспортере оказалась заготовка передней балки оси прицепа, т. е. с реактивным
0 рычагом о, расположенным справа по ходу движения заготовки, то доворот заготовки 2 до базовой опоры 10 производится прихватом 13, если оказалась заготовка задней балки оси прицепа, т. е. с реактивным рычагом 6, расположенным слева по ходу
5 движения заготовки, то доворот заготовки 2 до базовой опоры 10 производят прихватом 14. После этого с помощью гидроцилиндра 15 поворачивается вертикальный вал 16, на конце которого закреплен
0 кулачок 17, досылающий заготовку 2 до опоры 18.
Окончательный зажим заготовок производится подъемно-зажимными приспособлениями 6.
Пока новая заготовка 2 загружается, на агрегатных станках идет обработка. Затем в обратном порядке происходит разжим заготовки, при этом цилиндр 11 поднимает ось 12, прихваты 13 и 14 складываются для возможности транспортировки
0 заготовки и последние опускаются на штанги 1 транспортера.
После того, как заготовки 2 легли в призмы штанг 1, штанги 1 идут вперед, и цикл линии повторяется.
б-б поЬернуто
7
/2/(3
/4
fO
/
Фиг.4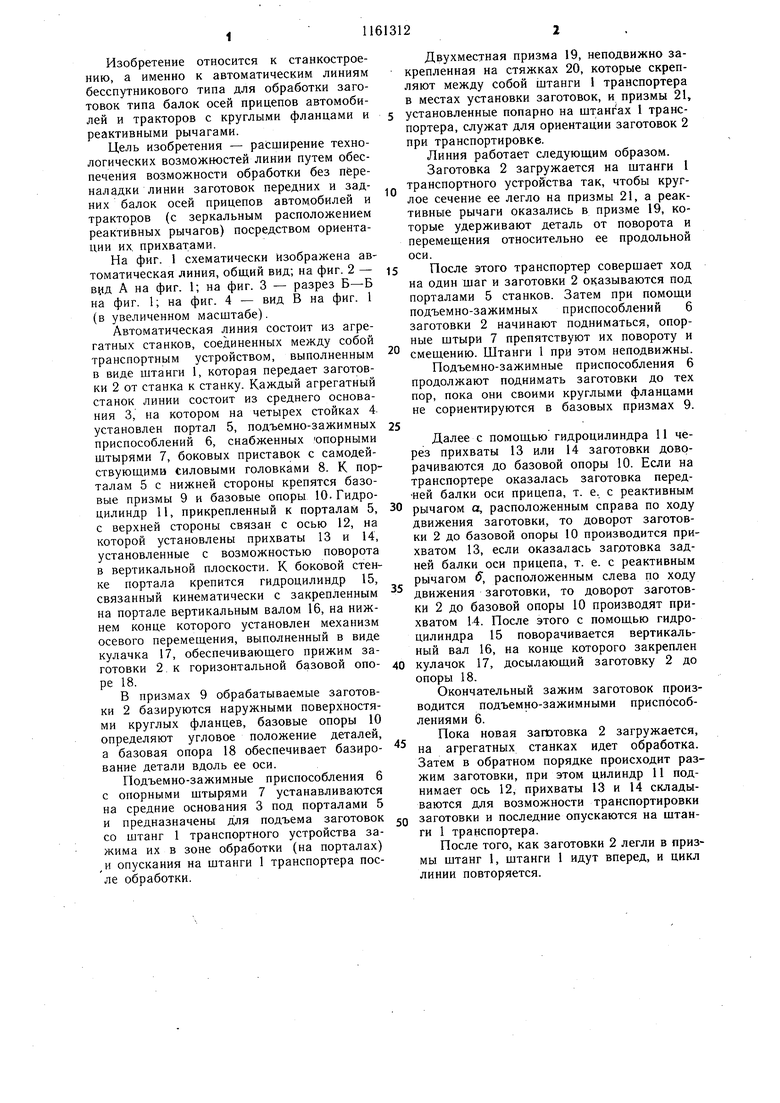
АВТОМАТИЧЕСКАЯ ЛИНИЯ, содержащая агрегатные станки с порталами, оснащенными базовыми элементами с зажимными устройствами, установленными по ходу технологического процесса, и транспортное устройство, отличающаяся тем, что, с целью расщирения технологических возможностей, порталы снабжены устройством ориентации, выполненным в виде двух прихватов, установленных оппозитно на оси портала с возможностью поворота в вертикальной плоскости, и механизмом осевого перемещения заготовки.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ БЕССПУТНИКОВОГО ТИПА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КАРТЕРОВ ВЕДУЩИХ МОСТОВ АВТОМОБИЛЕЙ | 1966 |
|
SU222847A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
