Изобретение относится к контактной сварке и может быть использовано для контактной приварки арматуры посуды.
Целью изобретения является повышение качества сварного соединения.
На фиг. 1 изображена машина для контактной точечной сварки; на фиг. 2 - узел храповика; на фиг. 3 - узел подачи арматуры посуды в гнездо подвижного электрода.
Машина содержит станину 1, на которой закреплены пневмоцилиндр 2 для прижима электродов со штоком 3, направляюшие 4 горизонтального подвижного электрода 5, сна бженного роликами 6, барабан 7 и наклоненные желоба 8-10 соответственно подачи арматуры посуды, подачи корпусов посуды и выдачи изделия от позиции сварки.
На штоке 3 пневмоцилиндра 2 закреплен держатель И, к которому прикреплен верхний электрод 12 и шарнирно штанга 13,
гнезде 17 и включение электромагнитного клапана 32 управления пневмоцилиндром 2 на опускание вниз поршня со штоком 3, держателем 11 и подвижным электродом 12. Держатель 11 опускает штангу 13 с укреп5 ленным на ней с помошью оси 20 храповиком 21, который входит в зацепление с одним из выступов 24, укрепленных на барабане 7, и поворачивает ее на 90°, а подпружиненный фиксатор 29 входит в выемку сто10 порной планки 27 и фиксирует положение револьверной головки. Корпус посуды установлен в гнезде 25 барабана 7 для приварки арматуры, а второе гнездо .револьверной головки готово для приема следующего корпуса посуды. Одновременно с этим при даль 5 нейшем движении штанги 13 она воздействует на одно плечо двуплечего рычага 14 и разворачивает его, другое плечо, соединенное с цапфой 15 горизонтального подвижного электрода 5, передвигает последний на
соединенная с плечом двуплечего рычага 14, 2о onopHijix роликах 6 вправо по направляю- другое плечо которого соединено с цапфой
15 горизонтального нижнего электрода 5. Верхний электрод 12 снабжен камерой 16 с гнездом 17 для одной единицы арматуры посуды, электромагнитным держателем 18 и электроизолируюшим экраном 19. К штанге 13 на оси 20 прикреплен храповик 21, поджимаемый пружиной 22 к упору 23. Храповик 21 входит в зацепление с выступами 24, укрепленными на барабане 7, на
25
щим 4, укрепленным на станине 1. Горизонтальный подвижный электрод 5 входит вовнутрь корпуса и несколько приподнимает его из гнезда 25 барабана 7, упирается в амортизирующий упор 26 и останавливается.
В это же время при опускании поршня со штоком 3 пневмоцилиндра 2 для прижима электродов подвижной электрод 12 с камерой 16, в гнезде 17 которой располагаеткотором выполнены гнезда 25, закреплены ся арматура посуды, также опускается, а
амортизирующие упоры 26 и стопорная планка 27, а на стойке 28 барабана 7 закреплен фиксатор 29, примыкающий к стопорной планке 27., На наклонных желобах 9 и 8 подачи корпусов и арматуры укреплены элек трические датчики 30 и 31, а пневмоцилиндр 2 для прижима электродов снабжен электромагнитным клапаном 32 управления.
Машина для контактной точечной сварки работает следующим образом.
В исходном положении поршень и шток 3
электроизолирующий экран 19 изолирует подвижный электрод 12 от арматуры на желобе 8. Арматура посуды стенкой гнезда 17 подвижного электрода 12 прижимается к корпусу посуды, установленному на горизон- 35 тальном подвижном электроде 5, включается сварочный ток и происходит приварка арматуры посуды к корпусу.
После приварки шток 3 пневмоцилиндра 2 поднимается в верхнее положение вместе с подвижным электродом 12, ка.мерой 16,
пневмоцилиндра 2 для прижима электродов О держателем 11 и штангой 13. Последняя,
воздействуя на двуплечий рычаг 14, отводит горизонтальный подвижной электрод 5 из корпуса посуды в крайнее положение.
При движении штанги 13 вверх храпос держателем 11 и подвижным электродом 12 находится в верхнем положении, горизонтальный подвижный электрод 5 отведен влево, желоб 8 заполнен арматурой
посуды, гнездо 17 камеры 16 подвижного з 1 приходит в соприкосновение со слеэлектрода 12 находится напротив наклонного желоба 8. В гнездо 17 из наклонного желоба 8 под действием собственного веса поступает арматура посуды (в нем помещается одна единица арматуры). Барабан 7 зафиксирован фиксатором 29 через стопорную 50 планку 27 и готов к приему корпуса посуды. При поступлении на наклонный желоб 9 корпуса посуды он скатывается по нему и заполняет гнездо 25 барабана 7. Электрический датчик 30 фиксирует наличие корпуса посуды в гнезде револьверной головки и дает сигнал в систему управления на включение электромагнитного держателя 18 для захвата и удержания арматуры посуды в
55
дующим выступом 24, отходит от упора 23 и поворачивается на оси 20, огибает выступ 24 и вместе со штангой 13 поднимается, не поворачивая барабан 7. Пружина 22 возвращает храповик 21 в исходное положение.
Начинается следующий цикл работы машины, где фи повороте барабана 7 происходит передача изделия из гнезда 25 барабана на желоб 10 уборки изделий от позиции сварки.
При отсутствии арматуры посуды на наклонном желобе 8 электрический датчик 31 дает сигнал в систему управления на удержание поршня и штока 3 пневмоцилиндра 2 в верхнем положении.
гнезде 17 и включение электромагнитного клапана 32 управления пневмоцилиндром 2 на опускание вниз поршня со штоком 3, держателем 11 и подвижным электродом 12. Держатель 11 опускает штангу 13 с укрепленным на ней с помошью оси 20 храповиком 21, который входит в зацепление с одним из выступов 24, укрепленных на барабане 7, и поворачивает ее на 90°, а подпружиненный фиксатор 29 входит в выемку стопорной планки 27 и фиксирует положение револьверной головки. Корпус посуды установлен в гнезде 25 барабана 7 для приварки арматуры, а второе гнездо .револьверной головки готово для приема следующего корпуса посуды. Одновременно с этим при дальнейшем движении штанги 13 она воздействует на одно плечо двуплечего рычага 14 и разворачивает его, другое плечо, соединенное с цапфой 15 горизонтального подвижного электрода 5, передвигает последний на
onopHijix роликах 6 вправо по направляю-
щим 4, укрепленным на станине 1. Горизонтальный подвижный электрод 5 входит вовнутрь корпуса и несколько приподнимает его из гнезда 25 барабана 7, упирается в амортизирующий упор 26 и останавливается.
В это же время при опускании поршня со штоком 3 пневмоцилиндра 2 для прижима электродов подвижной электрод 12 с камерой 16, в гнезде 17 которой располагается арматура посуды, также опускается, а
электроизолирующий экран 19 изолирует подвижный электрод 12 от арматуры на желобе 8. Арматура посуды стенкой гнезда 17 подвижного электрода 12 прижимается к корпусу посуды, установленному на горизон- тальном подвижном электроде 5, включается сварочный ток и происходит приварка арматуры посуды к корпусу.
После приварки шток 3 пневмоцилиндра 2 поднимается в верхнее положение вместе с подвижным электродом 12, ка.мерой 16,
держателем 11 и штангой 13. Последняя,
1 приходит в соприкосновение со сле
дующим выступом 24, отходит от упора 23 и поворачивается на оси 20, огибает выступ 24 и вместе со штангой 13 поднимается, не поворачивая барабан 7. Пружина 22 возвращает храповик 21 в исходное положение.
Начинается следующий цикл работы машины, где фи повороте барабана 7 происходит передача изделия из гнезда 25 барабана на желоб 10 уборки изделий от позиции сварки.
При отсутствии арматуры посуды на наклонном желобе 8 электрический датчик 31 дает сигнал в систему управления на удержание поршня и штока 3 пневмоцилиндра 2 в верхнем положении.
27
22
73
Фыг.
Фиг.З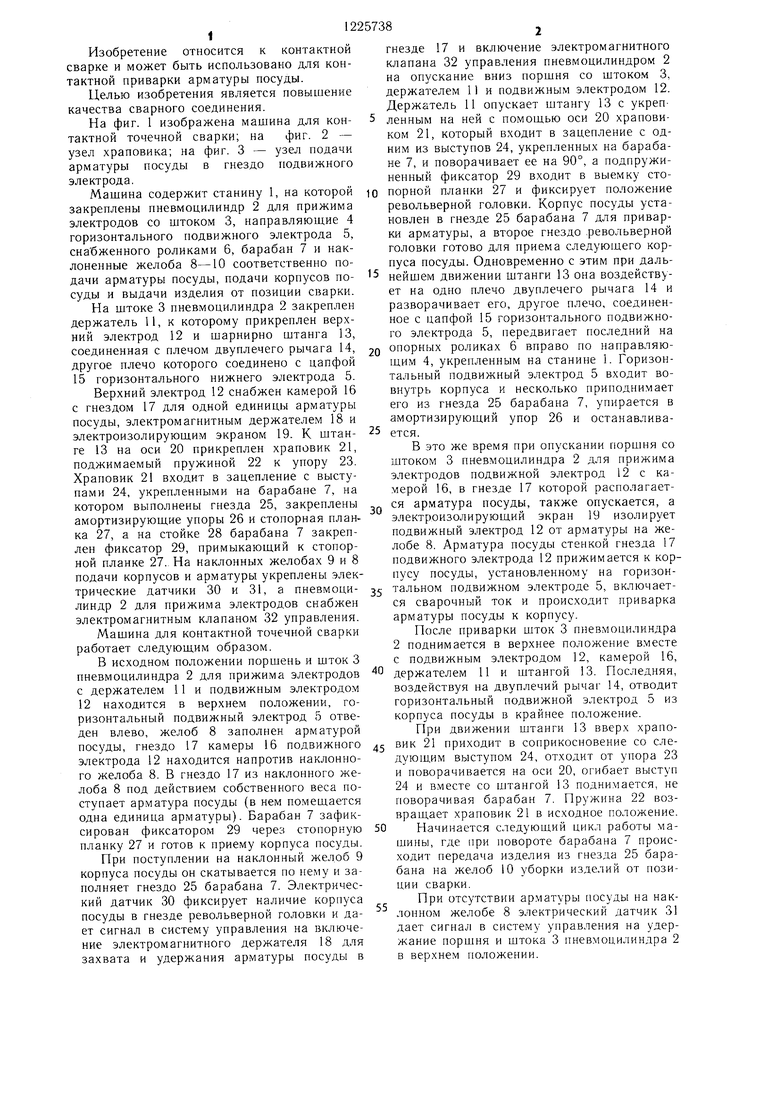
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной приварки арматуры посуды | 1984 |
|
SU1245421A1 |
| Установка для контактной приварки преимущественно арматуры посуды | 1986 |
|
SU1449278A1 |
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
| Устройство для сварки пространственных арматурных каркасов | 1972 |
|
SU472768A1 |
| Установка для многопозиционной контактной точечной сварки | 1988 |
|
SU1505716A1 |
| Устройство для механической обработки пластмассовых изделий | 1987 |
|
SU1467889A1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
| Устройство для доения | 1985 |
|
SU1329691A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОНАБИВНОЙ СВАИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2076173C1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |


| Машина для контактной точечной сварки | 1972 |
|
SU445545A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Балковец Б | |||
| Д | |||
| и др | |||
| Точечная и роликовая сварка специальных сталей и сплавов М., 1957, с | |||
| Способ переработки сплавов меди и цинка (латуни) | 1922 |
|
SU328A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
