И;зобретение относится к перерабо ке пластмасс и может быть использов но для изготовления изделий с резьбой. Известна пресс-форма для изготов ления резьбовых изделий из пластмас содерлсащая неподвижную и подвижную части, матрицы, поворотную кассету с пуансонами ij . Недостатком известной пресс-формы является низкая производительность из-за применения ручного привода дл разворота кассеты. Наиболее близким по технической сущности к изобретению является пресс-форма для изготовления резьбо вых изделий из пластмасс, содержаща неподвижную и подвижную части, матр цы, поворотную кассету с пуансонами установленную на штанге, закрепленной на неподвижной части, и механизм поворота кассеты. Механизм поворота кассеты выполнен из двух пневматических или гидравлических цилиндров с зубчатыми и системы шестерен 2J . Недостатками известной пресс-фор мы являются сложность конструкции и низкая надежность. Целью изобретения является упрощение конструкции пресс-формы. Поставленная цель достигается тем, что в пресс-форме для изготовления резьбовых изделий из пластмас содержащей неподвижную и подвижную части, матрицы, поворотную кассету с пуансонами, установленную на штанге, закрепленной на неподвижной части, и механизм поворота кассеты, noBOi-отная кассета связана с подвижной частью и на штанге выполнен паз, имеющий продольную и винтовую части, а механизм поворота кассеты выполнен в виде расположенных на поворотной кассете втулки-храповика и взаимодействующей с ней собачки и направляющего штифта, закрепленного на втулке-храповике и размещенного в пазу штанГи На фиг. 1 изображена пресс-форма поперечный разрез; на фиг. 2 - разрез А-А на фиг.1. Пресс-форма содержит неподвижную 1 и подвижную 2 части. В неподвижной части 1 пресс-формы закреплены узел 3 матриц, где прессуются изделия 4, и узел 5 вращающихся шпинделей для свинчивания готовых изделий В центре неподвижной части 1 между узлом 3 матриц и уэлом 5 шпинделей жестко запреклена штанга 6, на верхнем конце которой выполнен паз, имеющий винтовую часть 7, переходящую в продольную часть 8. Длина продольной части 8 паза определяется длиной направляющих колонок 9. В подвижной части 2 расположена поворотная кассета 10 с двойным комплектом пуансонов 11, установленных симметрично оси вращения поворотной кассеты 10. Механизм 10 поворота кассеты выполнен в виде размещенных на кассете 10 втулки-храповика 12 с направляющим штифтом 13 и собачки 14, взаимодействующей с втулкой-храповиком 12. Направляющий штифт 13 установлен в продольной части 8 паза штанги 6. Пресс-форма работает следующим образом. В матрицы 3 засыпают пресс-материал и соединяют пресс-форму. После определенной выдержки форму разъединяют. Готовые детали 4 благодаря .наличию резьбы, сформированной пуансонами 11, вьходят из матриц 3 и остаются на пуансонах 11, В начале разъема пресс-формы направляющий штифт 13 втулки-храповика 12 движется по продольной части 8 паза штанги 6 прямолинейно. Как только направляющие колонки 9 подвижной части 2 пресс-формы выйдут из зацепления с неподвижной частью 1, направляющий штифт переходит в винтовую часть 7 паза и втулка-храповик 12, зацепленная через собачку 14, расположенную на . поворотной кассете 10, разворачивается вместе с кассетой 10 на 180° вокруг неподвижной штанги 6. В результате поворота кассеты 10 на 180 готовые детали располагаются над.узлом 5 шпинделей, а над узлом 2 матриц - свободные пуансоны 11. После засыпки в матрицы очередной порции материала пресс-форму соединяют. Во время соединения пресс-формы втулка-храповик 12, двигаясь по .штанге 6, не входит в зацепление с собачкой 14 и кассета 10 не поворачивается. Во время прессования деталей в узле вращающихся шпинделей 5 свинчиваются готов.ые детали. Пресс-форма для изделий из пластмасс с автоматическим разворотом кассеты на 180° предназначена для установки на гидравлических прессах для изготовления деталей методом прямого т.рессования. Конструкция прессформы проста в изготовлении, надежна в работе, позволяет облегчить труд рабочего и повысить производительность труда.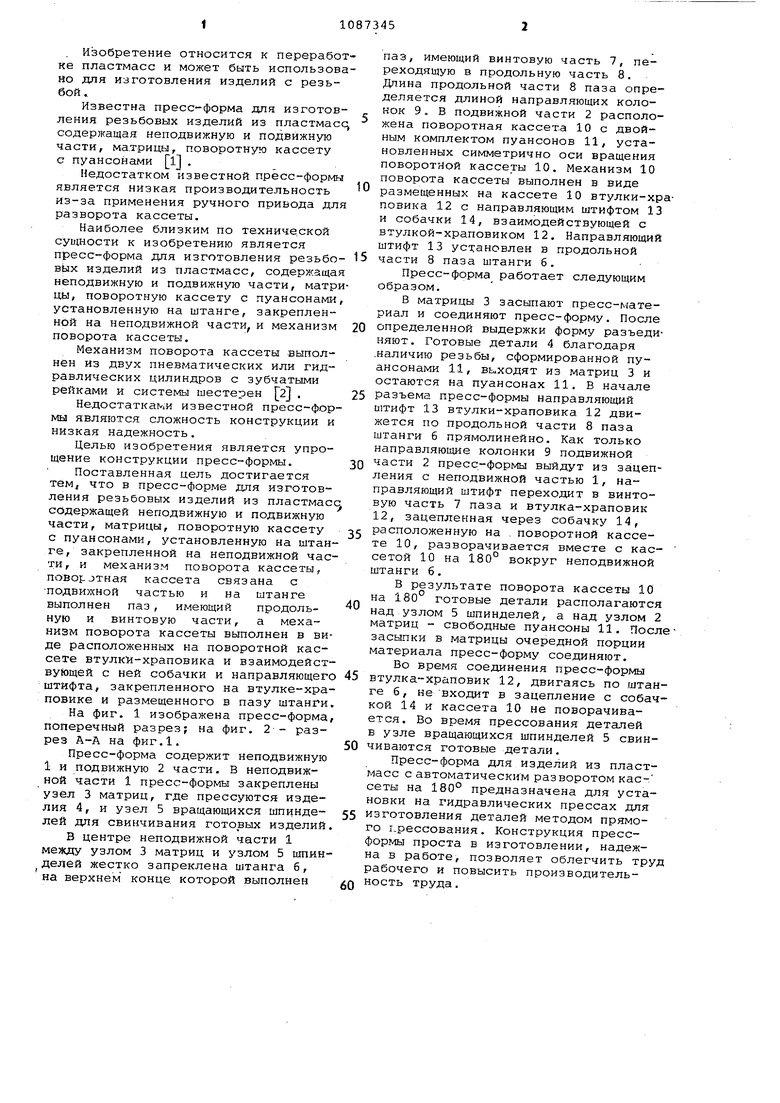
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия штамповки лезвий стрельчатых лап | 1984 |
|
SU1255263A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ГВОЗДЕЙ В МАШИНЫ ДЛЯ ПРИБИВАНИЯ КАБЛУКОВ ИЗНУТРИ | 1937 |
|
SU60708A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1973 |
|
SU503726A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
| Установка для прессования изделий из порошка | 1987 |
|
SU1447572A1 |
| Навивочное устройство автомата для изготовления спиральных пружин | 1977 |
|
SU657894A1 |
| МЕХАНИЗМ ПРЕССОВАНИЯ И ВЫТАЛКИВАНИЯ ПРЕССОВ-АВТОМАТОВ ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ КОНФЕТ | 2006 |
|
RU2327361C2 |
| Пресс-форма | 1980 |
|
SU887218A1 |
| Устройство для изготовления изделий из полимерного материала | 1988 |
|
SU1541062A1 |
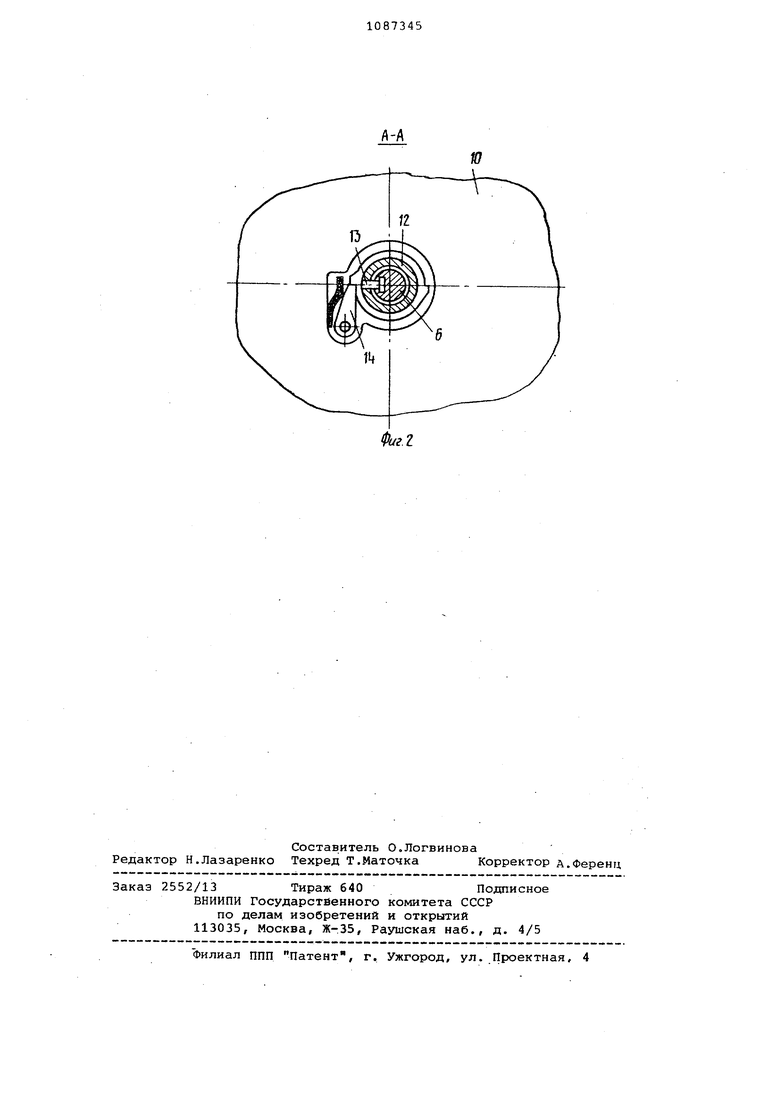
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС, содержащая-.неподвижную и подвижную части, матрицы, поворотную кассету с пуансонами, ,установленную на штанге, закрепленной на неподвижной части, и механизм поворота кассеты, о тличающаяся тем, что, с целью упрощения конструкции, поворотная кассу т а, связана с подвижной частью и на штанге выполнен паз, имеющий продольную и винтовую части, а механизм поворота кассеты выполнен в виде расположенных на поворотной кассете втулки-храповика и взаимодействуюЕдей с ней собачки и направляю-Q 1дего штифта, закрепленного на втул- ig ке-храповике и размещенного в пазу штанги. Ж1:ш