(5) ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПЛАСТИЧЕСКИХ МАСС ИЗДЕЛИЙ С АРМАТУРОЙ
1
Изобретение относится к обработке термореактивных пластических масс давлением и в частности к конструкции пресс-форм для прессования изделий с арматурой,
. Известна пресс-форма для изготовления изделий с арматурой, в которой арматура устанавливается в подвижную разрезную втулку D. Зта пресс-форма пригодна для установки мелкой и длинной арматуры. .
Известна пресс-форма для изготовления изделий из пластических масс с арматурой, содержащая подвижную плиту с пуансонами, неподвижную плиту с матрицами и выталкивающую систему, включающую подвижные плиты с трубчатыми выталкивателями, имеющими гнезда для фиксации арматуры 23.
В процессе прессования пластмасса запрессовывается в зазоры между арматурой и отверстием толкателей, при этом усилие запрессовки арматуры в толкателях оказывается больше, чем
усилие опрессовки арматуры в теле изделия, что приводит к вырыванию последней из детали при опускании толкателей.
Целью изобретения является повышение надежности выталкивания изделий и улучшения их качества.
Поставленная цель достигается тем, что пресс-форма, содержащая
10 подвижную плиту с пуансонами, неподвижную плиту с матрицами и выталкивающую систему, включающую подвижные плиты с трубчатыми выталкивателями, имеющими гнезда для фик15сации арматуры, пресс-форма снабжена установленными с зазором относительно плит с трубчатыми выталкивателями дополнительными подвижными плитами со стержневыми выталкивателями,
20 размещенными в трубчатых выталкивателях.
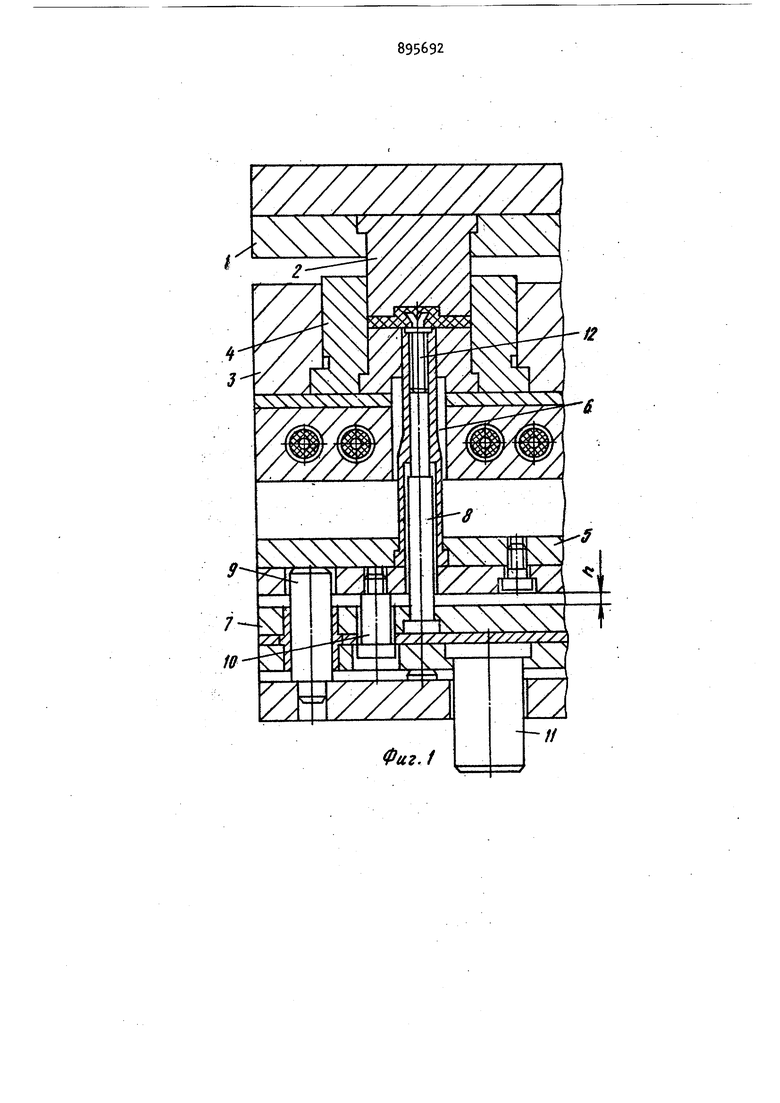
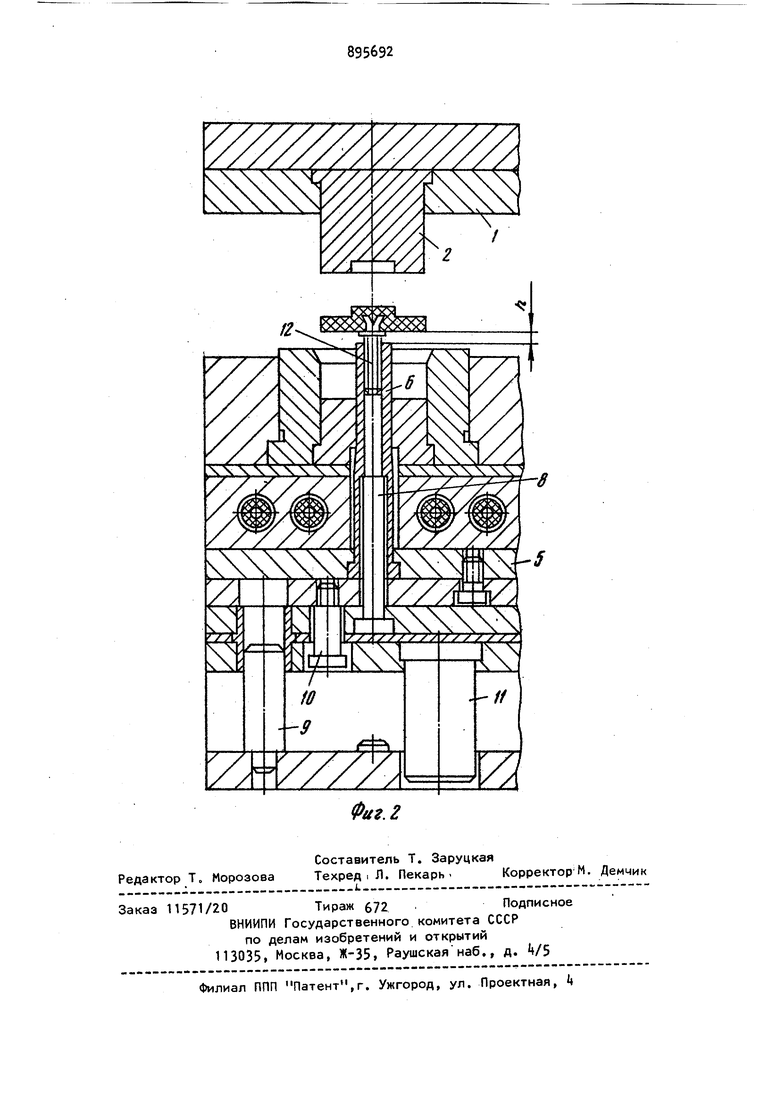
На фиг. 1 изображена пресс-форма, продольный разрез; на фиг. 2 - положение выталкивающей системы при раскрытии пресс-формы.
Пресс-форма содержит подвижную плиту 1 с закрепленными в ней пуансонами 2, неподвижную плиту 3 с матрицами k, плиту 5 с трубчатыми выталкивателями 6, плиту 7 с установленными в ней стержневыми выталкивателями 8, упор 9«обеспечивающий зазор h между плитами 5 и 7, винт 10 возврата плит в первоначальное положение, хвостовик 11, связанный с гидроцилиндррм пресса.
Пресс-форма работает следующим образом..
Арматура 12 устанавливается в тручатые выталкиватели 6, находящиеся в верхнем положении. Включением пресса опускается выталкивающая система в нижнее положение, в матрицы Л пресс-формы засыпается пресс-порошок и производится прессование.
После технологической выдержки, необходимой для полного отверждения изделия, верхнюю траверсу пресса вместе с плитой 1 и закрепленными на ней пуансоном 2 поднимают..
При включении нижнего гидроцилиндра пресса через хвостовик 11 начинае работать выталкивающая система. Сначала вступают в работу выталкиватели 8, (ототые выталкивают арматуру вместе с отпрессованным изделием из трубчатых выталкивателей на величину h. Затем начинают движение трубчатые толкатели 6. Стержневые выталкиватели 8, продолжая движение совместно с трубчатыми выталкивателями 6, окончательно выталкивают отпрессованные изделия из матриц . После этого ставится вильчатый съемник, выталкиватели 6, 8 опускаются, а деталь остается на съемнике.
При помощи винта 10 плита 7 и вместе с ней плита 5 возвращаются в первоначальное положение. Упор 9 обеспечивает зазор h между выталкивателей.
Предлагаемая конструкция пресс-формы обеспечивает надежность выталю1вания изделий и уменьшение брака.
формула изобретения
Пресс-форма для изготовления из пластических масс изделий с арматурой, содержащая подвижную плиту с пуансонами, неподвижную плиту с матрицами и выталкивающую систему,включающую подвижные плиты с трубчатыми выталкивателями, имеющими гнезда для фиксации арматуры, отличаюния надежности выталкивания изделии и улучшения их качества, она снабжена установленными с зазором относительно плит с трубчатыми выталкивателями дополнительными подвижными плитами со стержневыми выталкивателями, размещенными в трубчатых выталкивателях. .
Источники информации, принятые во внимание при экспертизе
1.Технологическая оснастка для холодной штамповки, прессования и литья под давлением. Каталог-справочник, изд, НИИМАШ. М,, 1967, т. 2,
Со 7, рис, 35а.
2.Технологическая оснастка для холодной штамповки, прессования и литья под давлением. Каталог-справочник, изд. НИИМАШ, М,, 19б7,т.2, с, «7, р. 35в (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления поли-МЕРНыХ издЕлий | 1979 |
|
SU844344A1 |
| Многогнездная литьевая форма дляпОлиМЕРНыХ издЕлий | 1979 |
|
SU835777A1 |
| Пресс-форма для литья под давлением | 1977 |
|
SU654347A1 |
| Литьевая форма для изготовления полимерных изделий | 1979 |
|
SU891453A1 |
| Литьевая форма для полимерных изделий с арматурой | 1981 |
|
SU1004131A1 |
| Литьевая форма для полимерных изделий со срезом впускных литников | 1978 |
|
SU763117A1 |
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЯ СТУПЕНЧАТОЙ ФОРМЫ ИЗ ТРУБЧАТОЙ ЗАГОТОВКИ ЦЕЛЛЮЛОЗНО-ПИРОКСИЛИНОВОГО ПОЛОТНА, ПРОПИТАННОГО ТРОТИЛОМ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126321C1 |
| Устройство для прессования порошкообразных композиционных материалов | 1990 |
|
SU1735029A1 |
| Штамп для получения заготовок изделий с полостями | 1990 |
|
SU1801703A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |