Ичобретение относится к неразру- шающему контролю и может быть использовано для контроля качества точечной сварки, вьтолняемой на высокопроизводительных сварных автоматах.
Цель изобретения - повышение точности и надежности контроля качества точечной сварки за счет автоматического избирательного выявления случайного и систематического брака.
На чертеже показана блок-схема устртэйствй контроля качества точечной сварки.
Устройство содержит последовательно соединенные пьезоэлектрический преобразователь 1, предварительный усилитель 2, фильтр 3, основной усилитель 4, блок 5 возведения в квадрат, преобразователь 6 напряжение- частота , счетчик 7 импульсов и блок 8 сравнения, последовательно соединенные временной задатчик 9 и бло 10 одновибраторов, выходы которого соединены с управляющими входами счетчика 7 иътулъсов.
Кроме того, устройство содержит последовательно соединенные счетчик И брака, вход которого подключен к выходу блока 8 сравнения, и блок I2 деления, выход которого подключен для соединения с исполнительным блоком 13, последовательно соединенные аналоговый ключ 14 и счетчик 15 сварок, выход которого подключен к второму входу блока 12 деления, и задатчик 16 допустимого процента случайного брака, выход которого подключен к третьему входу блока 12 деления. Первый вход аналогового ключа 14 предназначен для подключения к выходу сварочного .автомата (не показан), а второй вход соединен с вторым выходом блока 12 деления.
Устройство контроля качества то- ечной сварки работает следующим образом.
В процессе сварки в зоне сварного соединения генерируются сигналы акустической эмиссии (АЭ), которые, достигая пьезоэлектрического преобразователя 1, вызывают изменение его выходного сигнала, пропорциональное пхс)л,иому механическому возмущению. Электрические сигналы АЭ усилииают, я г1ред)1,- рительным усили262Ч7
телец 2 и, проходя через nojtor.onoii фильтр 3, понижающий уровень и наводок, и основной усилитель 4, поступают на вход блока 5 возведе- 5 имя в квадрат, с выхода которого сигнал поступает в преобразователь 6 напряжение - частота.
С выхода преобразователя 6 напряжение - частота сигнал, пропорциоiO
нальныи энергии входного сигнала
АЭ5 поступает на вход счетчика 7 импульсов . Последний способен воспринять этот сигн;1л в зависимости от состояния управляющих входов, .кото- рое oпpeдeJfяeтcя блоком 10 одновибраторов. Блок 10 одновибраторов запускается по заднему фронту импульса тока сварочной головки (не показана) , проходящего через предварительно открытый по сигналу ручного запуска аналоговый, ключ 14, что позволяет, исключить влияние электромагнитных помех, связанных с протеканием большого по величине сварочного тока.
Блок 10 одновибра торов разбива-ет весь процесс сварки на -четыре временных интервала соответствующие
различны аспектам сварки: фазовое превращение твердое состояние - жидкое состояние , фазовое превращение ж вдкое состояние - твёрдое состояние ; термическое охлаждение
к.напряжение зоны сварного соединения; образование послесвариых трещин . I
Для конкретного типа сварного соединения имеет место наиболее тесная корреляционная связь между качеством сварного соединения и ЛЭ, зарегистрированной на одном из четырех временных интервалов. Длительность каждого из четырех временных интервалов определяется экспериментально
И задается временным задатчиком 9. Счетчик 7 импульсов производит регистрацию энерг ии АЭ, а 6jioK 8 сравнения сравнивает энергию АЭ с заранее установленньпчи значениями энергии для каждого аспекта сварки. В случае, если величина энергии не попадает в заранее экспериментально установленный интервал, полученный в
результате сварки .и испытания Texilo- логической партии, блок 8 ср;1вяения .генерирует сигнал брака, к; 1 П1ьпт поступает на вкол гче -чикя п 1Л1:л .
Счетчик 15 сварок осуществляет подсчет общего количества сварок.
С выходов счетчика 11 брака и счетчика 15 сварок сигналы поступают на информационные входы блока 12 деления, который осуществ яет операцию нахождения отношения этих сигналов . Величина допустимого отношения задается задатчиком 16 допустимого процента случайного брака и определяется также экспериментально Если число, определенное блоком 12 деления меньше заданного процента брака, имеет место так называемый случайньр брак и выдается сигнал Сброс, приводящий в действие исполнительный блок 13 для сброса бракованной детали с конвейера. Если число, определенное блоком I2 деления, больше заданного процента брака, имеет место так называемый систематический брак и выдается сигнал Останов. Сварная машина выключается для выяснения причины ее неисправности. Одновременно по сигналу Останов происходит блокировка аналогового ключа 14, который может быть снова включен лишь вручную оператором после устранения причин брака. Кроме того, происходит сброс показаний блока I2 деления.
Изобретение позволяет за счет автоматического избирательного выявления случайного и систематического брака и дифференцированного принятия решения либо о снятии определённой детали с конвейера, либо об остановке сварочного оборудова/97
ния 1юв(), H,-jJU KH i(:TF- нерлзрутп а- ioinei4i контроля к.ччествя точочной сварки.
Формула изобретен И
Устройство контроля качества точечной сварки, содержащее последе вательно соединенные пьезозлектрический преобразователь, предвари- тельньп усилитель, фильтр, основной усилитель, блок возведения в квадрат, преобразователь напряжение-частота, счетчик импульсов и блок сравнения, последовательно соединенные временной задатчик.и блок,Ьдновибра- торов, выходы которого соединены с управляющими входами счетчика импульсов, от личающееся тем,
что, с целью повышения точности и
надежности контроля качества точечной сварки, оно снабжено последовательно соединенными счетчиком брака, вход которого подключен к выходу блока
сравнения, и блоком деления, выход которого предназначен для соединения с исполнительным блоком, последовательно соединенными аналоговым ключом и счетчиком сварок, выход ко
торого подключен к второму входу
1 --..
блока деления, и задатчиком допустимого процента - случайного брака, выход которого подключен к третьему входу блока деления, первый вход аналогового ключа предназначен для подключения к выходу сварочного автомата, а второй вход соединен с вторым выходом блока деления.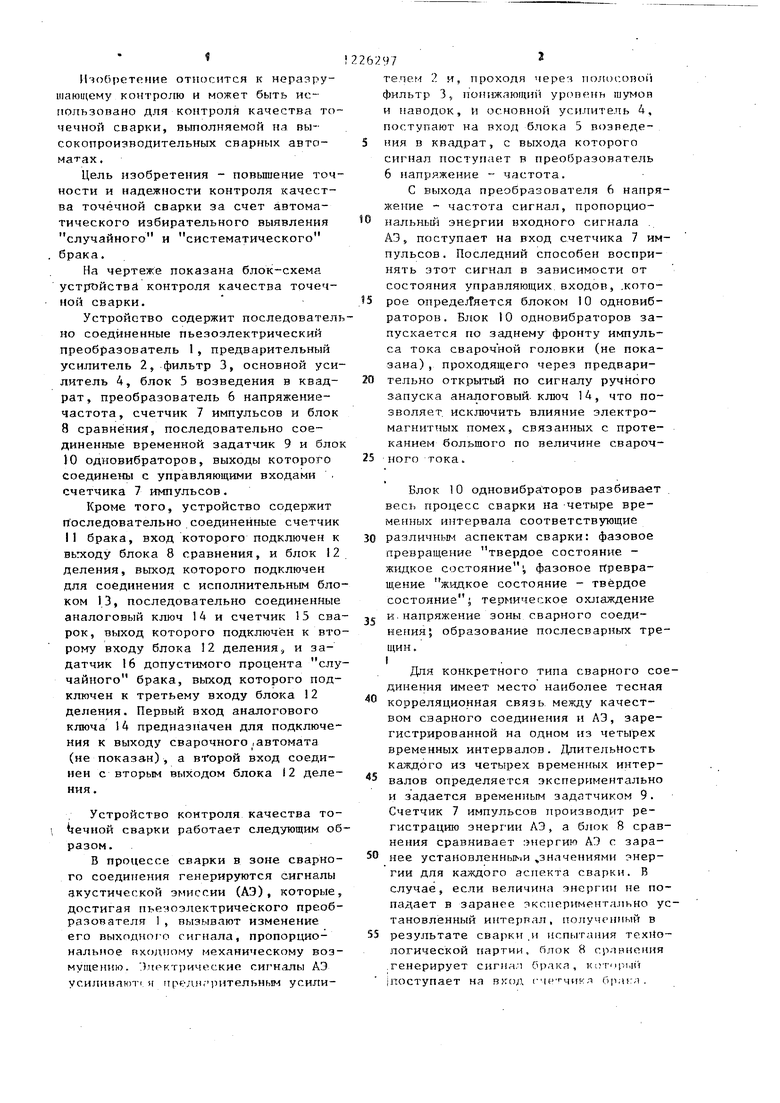
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной точечной сварки | 1986 |
|
SU1391830A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Способ акустико-эмиссионного контроля процесса точечной контактной сварки и устройство для его осуществления | 1989 |
|
SU1773640A1 |
| Устройство контроля и измерения энергетических параметров многодуговой сварки переменным током | 1989 |
|
SU1690991A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442155C2 |
| Устройство для контроля процесса сварки давлением | 1984 |
|
SU1248739A1 |
| Устройство для контроля сварочного процесса | 1982 |
|
SU1031668A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВОГО СВАРНОГО ШВА В ПРОЦЕССЕ МНОГОПРОХОДНОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2572067C1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
Изобретение относится к неразрушающему контролю и может быть использовано для контроля качества точечной сварки, выполняемой на высокопроизводительных сварочных автоматах. Цель изобретения - повьшение точности и надежности контроля качества точечной сварки за счет автоматического избирательного выявления случайного и систематического брака и дифференцированного принятия решения либо о снятии определенной детали с конвейера, либо об остановке сварочного оборудования. Для конкретного типа сварного соединения имеет место корреляционная связь между качеством сварного соединения и зарегистрированной счетчиком импульсов энергией акустнчес-. кой эмиссии. В случае, если величина энергии АЭ не попадает в заранее экспериментально установленный интервал, полученный в результате сварки и испытания технологической партии, блок сравнения генерирует сигнал брака, который поступает на вход счетчика брака. Счетчик сварок осуществляет подсчет общего числа сварок. С выходов счетчика брака и счетчика сварок сигналы поступают на информационные входы блока деления, которьш осуществляет операцию нахождения отношения этих сигналов. Величина допустимого отношения задается задатчиком допустимого процен-. та случайного брака и определяется также экспериментально. Если число, определенное блоком деления, меньше заданного процента брака, имеет место случайньп брак и выдается сигнал Сброс, приводящий в действие исполнительный блок для сброса бракованной детали с конвейера. Если число, определенное блоком ;деления больше заданного процента брака, имеет место систематический брак и выдает сигнал Останов. Сварочная машина останавливается для выявления причины ее неисправности. Одновременно по сигналу Останов происходит блокировка аналогового ключа, который может б|.1ть снова включен лишь вручную оператором после установления причин брака. Кроме того, происходит сброс показаний блока деления. 1 ил. i с ю ГчЭ
От сварочною aSmonjma
Редактор И.Дербак
Составитель К.Леонов Техред И.Попович
Заказ 1538 Тираж 509Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, ЖгЗЗ, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
Я ctaffvHCflJ ffikvKimy
Корректор О.Луговая
