Изобретение относится к сварочному производству, а именно к оборудованию для контактной точечной сварки с выпрямленным током во вторичном контуре, и может быть использовано преимущественно при сварке крупногабаритных изделий криволинейной конфигурации.
Целью изобретения является повышение качества сварного соединения за |счет повышения точности позиционирования.
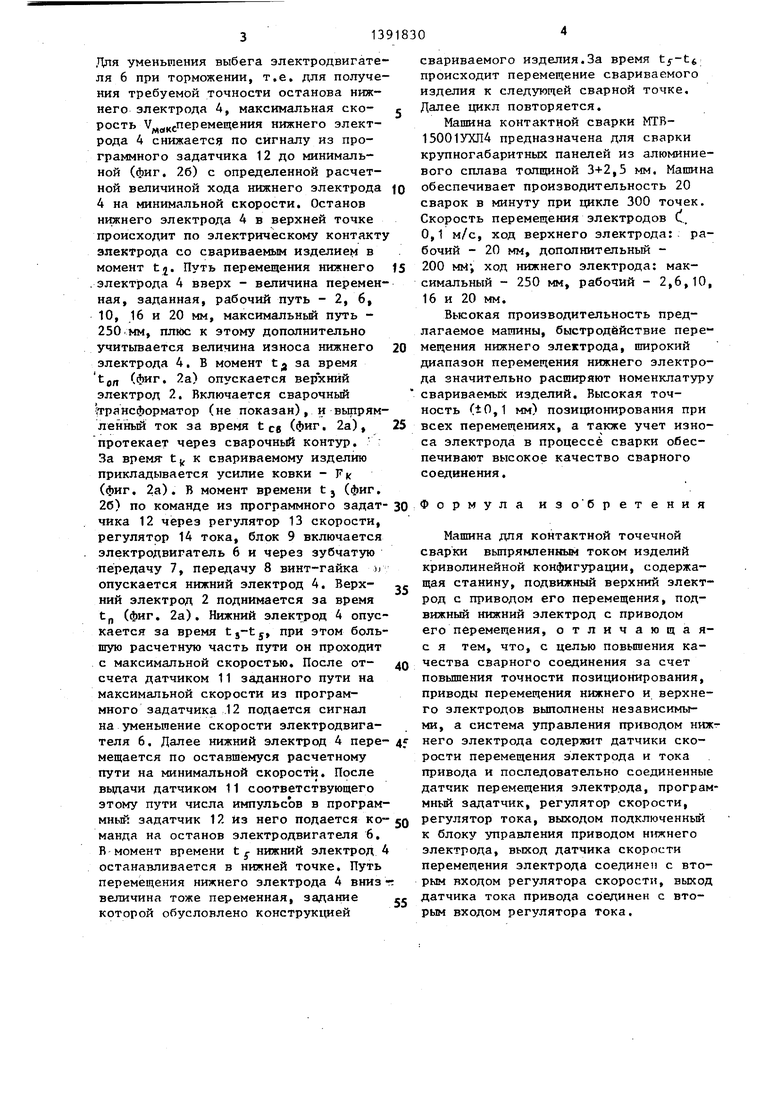
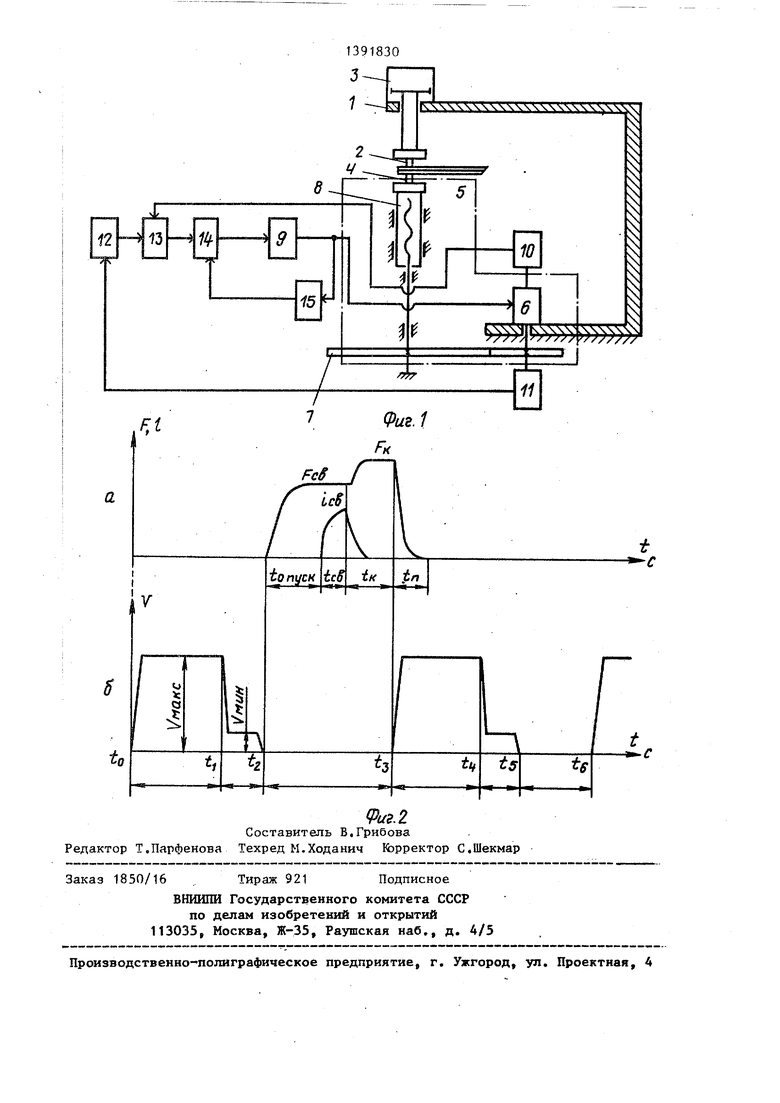
На фиг. 1 приведена структурная схема предлагаемой машины для кон- тактной точечной сварки; на фиг. 2 - циклограмма (а) работы машины и диаграмма (б) перемещения нижнего электрода.
Машина содержит станину 1, к которой крепится верхний электрод 2, приводимый в действие от привода 3 верхнего электрода 2, закрепленного на станине 1. Нижний электрод 4 приводится в движение от привода 5 нижнего электрода 4. Привод 5 нижнего электрода 4 состоит из электродвигателя 6, зубчатой передачи 7, шестерня которой расположена на валу электродвигателя 6, а колесо зубчатой передачи 7 .расположено на винте пере дачи 8 винт-гайка, служащей для выполнения возвратно-поступательного движения нижнего электрода 4. Элект родвигатель 6 управляется от блока 9 управления привода нижнего электро, да, состоящего из тиристорного преобразователя и системы импульсно-фа- зового управления тиристорным преобразователем.
На одному валу с электродвигателем 6 расположены датчик 10 скорости перемещения электрода и датчик 11 перемещения электрода. Выход датчика 11 соединен с входом программного задатчика 12, выход которого соединен с входом регулятора 13 скорости. Второй вход регулятора 13 скорости соединен с выходом датчика 10, а выход - с входом регулятора 14 тока. На второй вход регулятора 14 тока поступают сигналы с выхода датчика 15 тока привода, вход которого соединен с выходом блока 9. Про- граммньй задатчик 12 предназначен для управления программой перемещения нижнего электрода. Этот блок состоит из задатчиков, счетчиков и дешифратора.
0
5
0
5
0
5
0
5
0
5
Машина работает следующим образом.
При включении команды Цикл из программного задатчика 12 (фиг. 1) через регулятор 13 скорости, регулятор 14 тока, блок 9 в момент t (фиг. 26) подается сигнал на запуск электродвигателя 6, Нижний электрод 4 на максимальной скорости (фиг. 2б) начинает перемещаться вверх по кинематической цепи от электродвигателя 6 через зубчатую передачу 7, передачу 8 винт-гайка. На одном валу с электродвигателем 6 расположены датчик 10 и датчик 11. Сигнал с выхода датчика 10 (сигнал обратной связи по скорости) поступает на/ второй вход регулятора 13 скорости, В регуляторе 13 скорости сравнивается сигнал задания скорости из программного за- датчика 12с сигналом обратной связи от датчика 10, при наличии рассогласования на выходе регулятора 13 скорости формируется сигнал, пропорциональный этому рассогласованию. Выходной сигнал регулятора 13 скорости является задающим для регулятора 14 тока, на входе которого сравниваются выходной сигнал регулятора 13 скорости и сигнал отрицательной обратной связи по току, поступающий с датчика 15, установленного на выходных цепях блока 9 управления привода нижнего электрода. Регулятор 14 тока усиливает эту разность и подает управляющее напряжение в блок 9, По мере уменьшения рассогласования происходит стабилизация частоты вращения электродвигателя 6 на уровне, пропор1щональном напряжению задания .IПеремещение вверх нижнего электрода 4 происходит за время Сигнал с выхода датчика 11 (сигнал величины перемещения нижнего электрода 4) поступает в программньм задатчик 12, сравнивается с заданной величиной пути нижнего электрода 4, пройденной на максимальной скорости. Как только датчик 11 отсчитает весь заданный путь на максимальной скорости (момент t на фиг. 26), програм- мньш задатчик 12 через регулятор 13 скорости, регулятор 14 тока и блок 9 в момент t вь1дает сигнал на снижение скорости электродвигателя 6 и соответственно нижнего электрода 4. Далее нижний электрод 4 продолжает подниматься на минимальной скорости V.
Пд1я уменьшения выбега электродвигатея 6 при торможении, т.е. для получения требуемой точности останова нижнего электрода 4, максимальная ско- с ость У сперемещения нижнего электрода 4 снижается по сигналу из программного задатчика 12 до минимальной (фиг. 26) с определенной расчетной величиной хода нижнего электрода ю 4 на минимальной скорости. Останов нижнего электрода 4 в верхней точке происходит по электрическому контакту электрода со свариваемым изделием в момент tj. Путь перемещения нижнего 15 электрода 4 вверх - величина переменная, заданная, рабочий путь - 2, 6, 10, 16 и 20 мм, максимальный путь - 250 мм, плюс к этому дополнительно учитывается величина износа нижнего 20 электрода 4. В момент за время tg„ (фиг. 2а) опускается вер хний электрод 2. Включается сварочный трансформатор (не показан), и выпрямленный ток за время tee (Фиг. 2а), 25 протекает через сварочньй контур. : За время- t к свариваемому изделию прикладывается усилие ковки - FK (фиг. 2а). В момент времени t, (Фиг. 26) по команде из программного задат- ЗО чика 12 через регулятор 13 скорости, регулятор 14 тока, блок 9 включается электродвигатель 6 и через зубчатую передачу 7, передачу 8 винт-гайка л опускается нижний электрод 4. Верх- с НИИ электрод 2 поднимается за время t (фиг. 2а). Нижний электрод 4 опускается за время tj-tj, при этом большую расчетную часть пути он проходит с максимальной скоростью. После от- дО счета датчиком 11 заданного пути на максимальной скорости из программного эадатчика 12 подается сигнал на уменьшение скорости электродвигателя 6. Далее нижний электрод 4 пере- 45 мещается по оставшемуся расчетному пути на минимальной скорости. После вьщачи датчиком 11 соответствующего этому пути числа импульсов в программный задатчик 12 из него подается ко- JQ манда на останов электродвигателя 6. В момент времени t нижний электрод 4 останавливается в нижней точке. Путь перемещения нижнего электрода 4 вниз г величина тоже переменная, задание ее которой обусловлено конструкцией
свариваемого изделия.За время tf-t происходит перемещение свариваемого изделия к следующей сварной точке. Далее цикл повторяется.
Машина контактной сварки МТВ- 15001УХП4 предназначена для сварки крупногабаритных панелей из алюминиевого сплава толщиной 3+2,5 мм. Машина обеспечивает производительность 20 сварок в минуту при цикле 300 точек. Скорость перемещения электродов С, 0,1 м/с, ход верхнего электрода: рабочий - 20 мм, дополнительный - 200 ММ , ход нижнего электрода: максимальный - 250 мм, рабочий - 2,6,10, 16 и 20 мм.
Высокая производительность предлагаемое машины, быстродействие перемещения нижнего электрода, широкий диапазон перемещения нижнего электрода значительно расширяют номенклатуру свариваемых изделий. Высокая точность (tO,1 мм) позиционирования при всех перемещениях, а также учет износа электрода в процессе сварки обеспечивают высокое качество сварного соединения.
Формула из о б р е т е н и я
Машина для контактной точечной сварки выпрямленным током изделий криволинейной конфигурации, содержащая станину, подвижный верхний электрод с приводом его перемещения, подвижный нижний электрод с приводом его перемещения, отличающая- с я тем, что, с целью повьш1ения качества сварного соединения эа счет повышения точности позиционирования, приводы перемещения нижнего и верхнего электродов выполнены независимыми, а система управления приводом ниж него электрода содержит датчики скорости перемещения электрода и тока привода и последовательно соединенные датчик перемещения электр.ода, программный задатчик, регулятор скорости, регулятор тока, выходом подключенный к блоку управления приводом нижнего электрода, выход датчика скорости перемещения электрода соединен с вторым входом регулятора скорости, выход датчика тока привода соединен с вторым входом регулятора тока.
п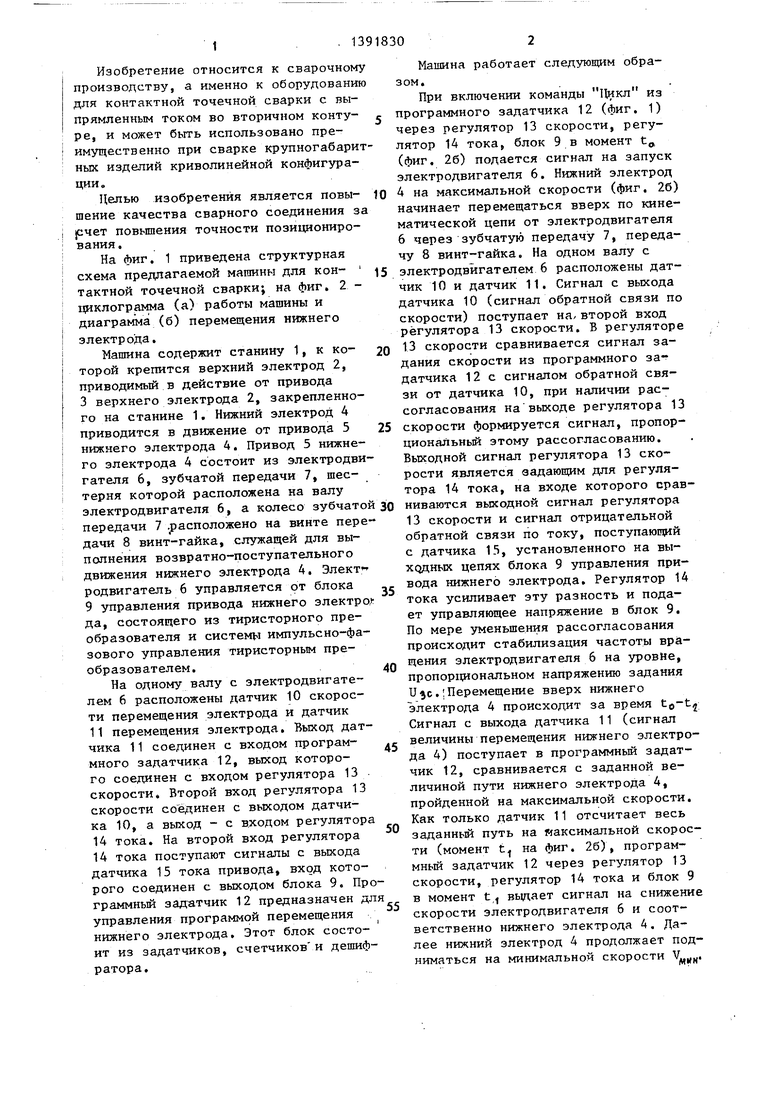
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Способ управления мощностью при контактной шовной сварке и устройство для его осуществления | 1977 |
|
SU778704A3 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для контроля величины зазоров между свариваемыми деталями и регулирования процесса контактной точечной сварки | 1988 |
|
SU1646745A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Способ сварки и устройство для его осуществления | 1987 |
|
SU1493408A1 |
| Устройство для контактной микросварки | 1982 |
|
SU1058739A1 |
| Устройство для регулирования напряжения импульсной дуги | 1983 |
|
SU1098705A1 |
Изобретение относится к сварочному производству, а именно к оборудованию для контактной точечной сварки с выпрямлением во вторичном контуре, и может быть использовано преимущественно при сварке крупногабаритных изделий криволинейной конфигурации. Цель - повьшение качества сварного соединения за счет повышения точности позицирнирования. Привод нижнего электрода содержит электродвигатель, датчики скорости перемещения и тока, регуляторы тока и скорости, программный задатчик и блок управления приводом нижнего электрода. В машине осуществляется автоматическое регулирование скорости перемещения нижнего электрода как при перемещении вверх, так и вниз. При этом перемещения вверх и вниз являются величинами программно-заданными. При перемещении нижнего электрода вверх учитьтяется ггеременная величина износа нижнего электрода. Останов нижнего электрода в верхней точке происходит по электрическому контакту электрода со свариваемым изделием. Для получения высокой точности останова нижнего электрода как в верхней, так и в нижней точке максимальная скорость перемещения нижнего электрода снижается до минимальной. 2 ип. с (Л OD со с со
| Машина для контактной сварки | 1982 |
|
SU1103972A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Недорезов BVE | |||
| Электросварочные машины | |||
| Л.: Машиностроение, 1977, с | |||
| Цилиндрический сушильный шкаф с двойными стенками | 0 |
|
SU79A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
