Известны устройства для одновременного изготовления в вертикальном положении нескольких железобетонных изделий нри помощи скользящей формы с подогревом ее внутренних полостей.
Предлагаемое изобретение увеличивает производителыюсть и повышает качество изделий. Оно выполнено в виде подъемной рамы, снабженной обоймой формующих коробок, заключенных в гофрированный кожух, полость которого сообщается с источником пара для ускорения твердения изделий.
Чтобы уплотнить бетон и получить изделия с гладкой поверхностью, над каждой формуюшей коробкой устаиовлена виброрейка, которая в нижнем рабочем положении скреплена с формой, а во время движения вверх отделена от нее и уплотняет бетон только в верхней зоне.
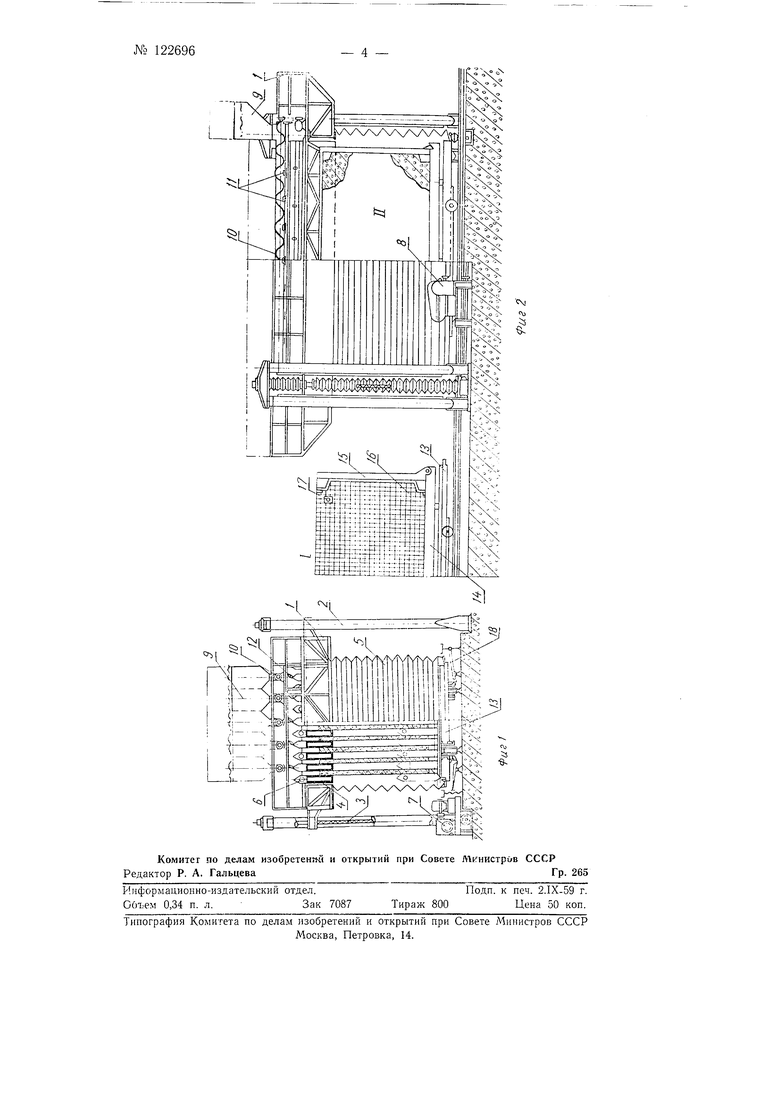
На фиг. 1 показано устройство, вид с торца; на фиг. 2 - то , вид сбоку.
Устройство состоит из скользящей формы, выполненной в виде подъемно-опускной рамы 1, перемещаемой в направляюнлих, прикрепленных к стойкам 2. Перемещение формы осуществляется синхронным приводом четырех червячных винтов 3. Форма снабжена обоймой формующих коробок 4, заключенных в гофрированный кожух 5. На коробках смонтированы при помощи резиновых амортизаторов виброрейки 6 таким образом, что они не передают вибрапии на скользян ую , вследствие чего свеже-отформованное тело изделия под формой не разрущается. В устройстве предусмотрен отдельный приводиой механизм 7 для рабочего хода и приводной механизм 8 для ускоренного холостого хода. Питание устройства осуществляется при посредстве бункерной
№ 122696
системы, имеющей число отсеков 9 соответственно числу бетоноукладочных шнеков 10, подающих бетон в формующую кассету через затворы 11, которые могут открываться поочередно. Бетон нанравляется в то или другое отверстие формы перекидными щитками 12. Формование изделий производится на передвижных но рельсовому пути тележках 13. Порядок работы устройства следующий.
На тележку 13 в пункте / (фиг. 2) устанавливают рамки, образованные из поддонов 14 и боковин 15 с укрепленными в них арматурными каркасами 16 и закладными деталями 17. Затем, тележка с установленным на ней пакетом указанных рамок перемещается в пункт // под формой и занимает соответствующее ноложение. В этом положении она фиксируется и анкеруется при помощи домкратного приспособления 18. Затем сверху на пакет каркаса опускается форма, при этом рамки с каркасами свободно прохоцят в формующие отверстия формы, а форма, проходя через пакет каркасов, устанавливается на тележку. С этого момента и начинается процесс формовки. При номощи крапа или транспортера бетон подается в бункерную систему, из которой шнеками направляется в формующую кассету. Начальное положение формовки соответствует нижнему положению скользящей формы, показанному пунктиром (фиг. 1).
При этом в полость формующих коробок впускается пар с температурой порядка 100°, и шнековый бетоноукладчик слоями по Ю-)СМ загружает бетон. Виброрейки 6 на время пребывания коробки в нижнем положении, соединены с формой и производят уплотнение бетона Бибрацией. Затем форма начинает медленно, со скоростью порядка I м1час, двигаться снизу вверх, оставляя за собой отформованный пакет железобетонных изделий. Как только форма проходит первые 20 см пзти, виброрейки разъедипяются с формой и производят уплотнение только в верхней зоне формы при наращивании новых слоев бетона.
По мере движения формы вверх гофрированный кожух 5 из брезента или хлорвинила растягивается. Снизу этот обрамляет рамка из уголкового железа, которая входит в песчаный затвор. Под кожух подается пар. После того, как скользящая форма достигает верхнего положения, подача пара выключается, и кожух подтягивается к скользящей форме, причем форма должна подниматься на такую высоту, чтобы тележка с изделиями могла быть свободно перемещена из-под нее на новую позицию, например в пропарочную камеру или под колпак, где производится окончательное дозревание изделий до 70-80% марочной прочности.
Для формовки изделий разной толщины коробки в кассете могут быть переставлены таким образом, что расстояния между ними будут неодинаковы. Для формовки в изделиях внутренних отверстий в формующие коробки могут закладываться формующие керны различной конфигурации. Для формовки проемов в изделиях, оконных и дверных проемов в стеновых панелях, на рамках, служащих для з-становки арматурных каркасов, зкрепляются специальные коробки, образующие оконные и дверные проемы в панелях при их формовке.
Устройство может выполняться как в виде описанной выше стационарной установки для конвейерного способа изготовления деталей на тележках, так и в виде передвижной машины, которая производит формовку в ямных пропарочных камерах, то есть для стендового способа производства, для чего в стены пропарочных камер заделываются две вертикальные направляющие, которыми направляется скользящая форма, опущенная машиной в камеру. При этом подъем и опускание скользящей формы производится при помощи цепей. В этом случае арматурные каркасы крепятся к анкерам, заделанным в бетон пола камеры или на сменном поддоне, закладываемом краном в камеру.
Такая машина, передвигаясь от одной камеры к другой, пО|::,педовательно выполняет операции формовки в камерах, расположенных в одну вытянутую линию вдоль пролета цеха.
Предмет изобретения
1.Устройство для одновременного изготовления в вертикальном положении нескольких железобетонных изделий при помощи скользящей формы с подогревом ее внутренних полостей, отличающееся тем, что, с целью увеличения производительности и повышения качества изделий оно выполнено в виде подъемной рамы, снабженной обоймой формующих коробок, заключенных в гофрированный кожух, полость которого сообщается с источником пара для ускорения твердения изделий.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью уплотнения бетона и получения гладкой поверхности у изделий, над каждой формующей коробкой, установлена виброрейка, которая в нижнем рабочем положении скреплена с формой, а во время движения вверх отделена от нее и уплотняет бетон только в верхней зоне.
№ 122696
| название | год | авторы | номер документа |
|---|---|---|---|
| КАССЕТНО-КЛИНОВАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2022 |
|
RU2785698C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА, ЭСТАКАДЫ | 2002 |
|
RU2251604C2 |
| Шагающий стреловой поворотный кран | 1951 |
|
SU94349A1 |
| Устройство для немедленной распалубки железобетонных и других изделий | 1949 |
|
SU87060A1 |
| Способ изготовления железобетонного объемного блока | 2017 |
|
RU2650151C1 |
| Форма для изготовления железобетонных изделий центробежным формованием | 1974 |
|
SU545595A1 |
| Станок для изготовления железобетонных затяжек | 1983 |
|
SU1158362A2 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Способ производства акустической композитной панели с древобетоном | 2016 |
|
RU2644358C1 |